ю
00
i
Изобретение относится к обработке металлов давлением, в частности к оснастке для листовой штамповки, и является усовершенствованием устройства по авт. св. № 1030069.
Цель изобретения - обеспечение автоматизации удаления отхода и упрош.ения конструкции штампа за счет одновременного удаления перемычки и разрезки бокового отхода.
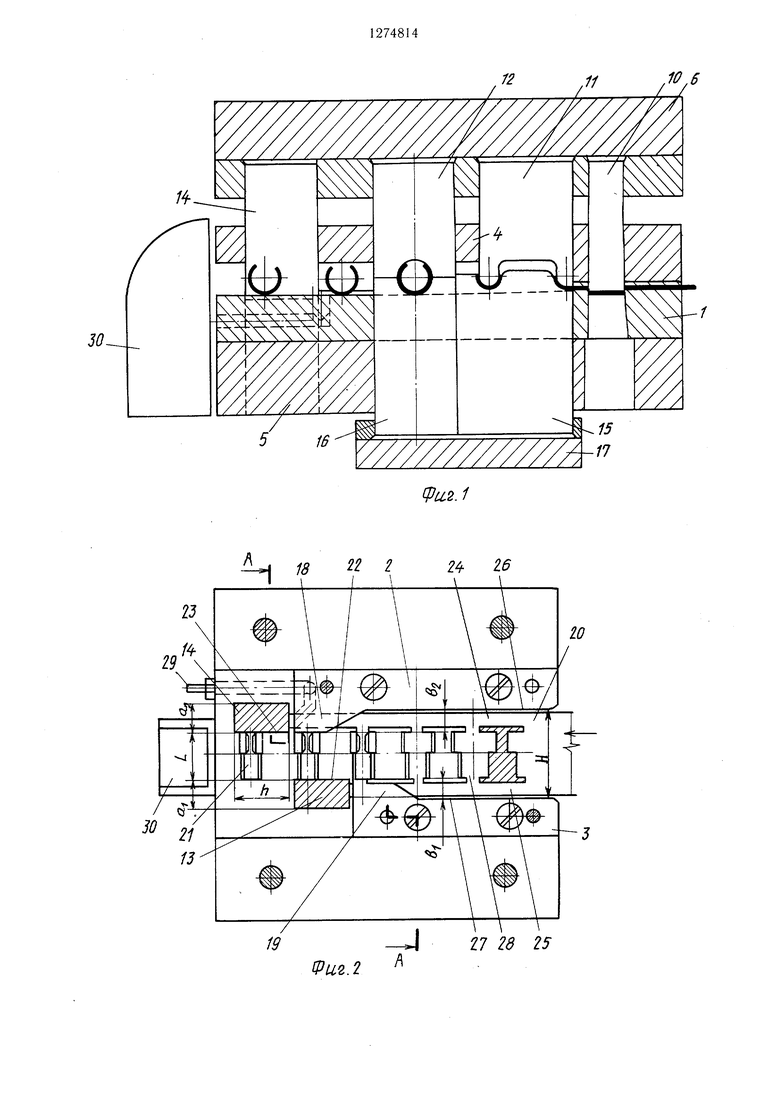
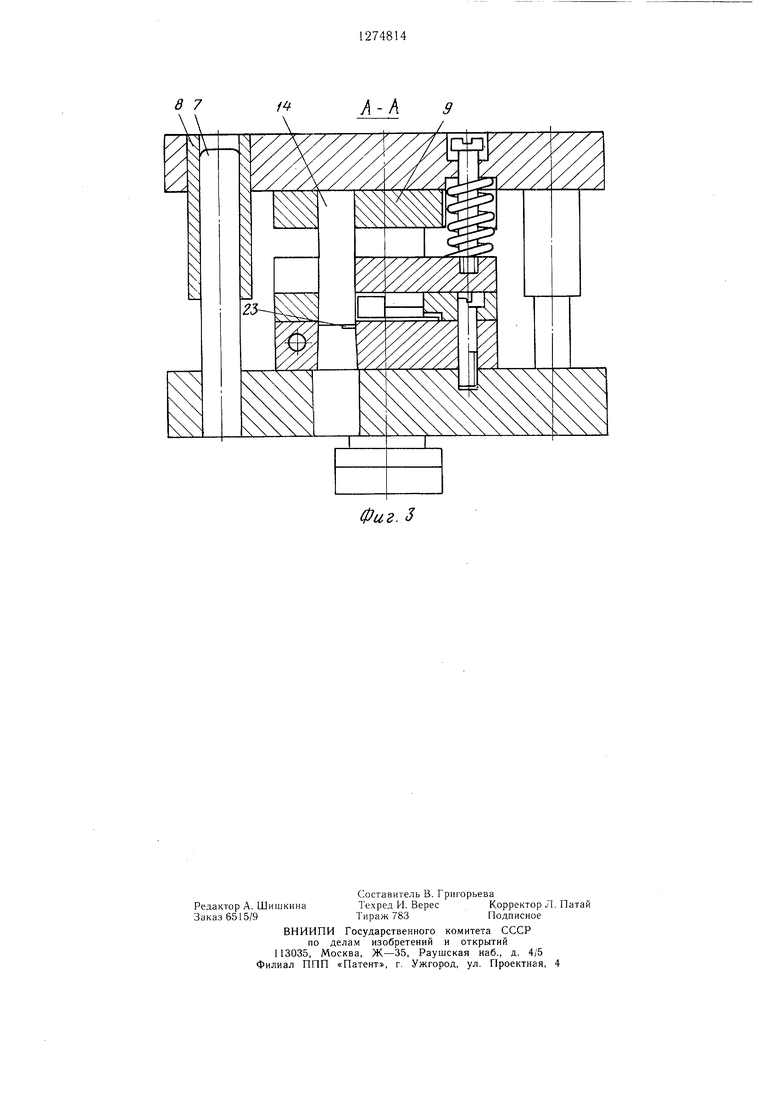
На фиг. 1 изображен матричный узел, общий вид; на фиг. 2 - нижняя часть штампа, вид сверху; на фиг. 3 - разрез А-А на фиг. 2.
Штамп, включающий предлагаемый матричный узел, содержит матрицу 1, направляющие линейки 2 и 3, неподвижно закрепленные на матрице 1, и съемник 4, установленный сверху над направляющими линейками. Перечисленные элементы образуют направляющий канал для прохода ленты, из которой вырубаются детали. Матрица I закреплена на нижней плите 5. Верхняя плита 6 подвижно сопрягается с нижней плитой 5 посредством колонок 7 и втулок 8 и содержит пуансонодержатель 9 с набором пробивного пуансона 10, формующих 11 и 12 и отрезных 13 и 14 пуансонов. Нижние формующие пуансоны 15 и 16 закреплены в держателе 17 и направляются в отверстиях плиты 5 и матрицы 1. Направляюш,ие линейки 2 и 3 имеют выступы 18 и 19 с центрирующими плоскостями для точного центрирования ленты 20 по детали 21, вырубаемой из ленты.
Центрирующие плоскости выступов 18 и 19 направляющих линеек 2 и 3 расположены на одной линии с режущими кромками 22 и 23 отрезных пуансонов 13 и 14. Размеры ai и ag окон матриц, соответствующих пуансонам 13 и 14 в направлении, перпендикулярном направлению подачи ленты 20, выполняют каждый не меньшим расстояния между рабочими плоскостями соответствующей направляющей в ее заходной и основной частях. В тоже время каждый из размеров ai или а, должен быть больше соответствующей ширины разрубаемого отхода 24 или 25, т. е. окна матрицы 1 выступают за габариты ширины ленты. Это достигается конструктивно за счет взаимного расположения направляющих плоскостей 26 и 27 и центрирующих плоскостей выступов 18 и 19 направляющих линеек 2 и 3, а также окон матрицы 1 с соответствующими отрезными пуансонами 13 и 14. При этом размер окна ai больше размера bi между рабочими направляющими плоскостями линейки 3, а размер окна а2 больше размера Ь между направляющими рабочими плоскостями линейки 2. В направлении подачи ленты 20 размер окна ti и соответствующий размер отрезных пуансонов 13 и 14 выполнены больще ширины перемычки 28. Плоскости 26 и 27 направляющих линеек 2 и 3 образуют заходную часть для предварительного направления ленты.
Штамп работает следующим образом.
Лента 20 механизмом подачи (не изображен) подается в направлении, показанном стрелкой, на шаг штамповки. Пробивным пуансоном 10 вырубается раскрой детали, связанной в ленте 20 технологическими перемычками 28. Формующими пуансонами 11, 12, 15 и 16 производится последовательная формовка детали 21 без отделения ее от ленты. На последних позициях технологического цикла осуществляется отрезка деталей 21 от ленты 20 отрезными пуансонами 13 и 14. При этом пуансоны 13 и 14 на матрице 1 одновременно отрезают перемычку 28 и разрубают отход ленты. Отход удаляется, а детали 2 сжатым воздухом, управляемым командоаппаратом на распределительном валу автомата (не показаны) и подаваемым через штуцер 29 по системе каналов в матрице 1 и направляющей линейке 2, сбрасываются в ловушку 30.
Предлагаемый матричный узел позволяет автоматизировать процесс изготовления деталей типа контактных гнезд за счет высвобождения зоны для удаления деталей. Кроме того, решена проблема отделения деталей от отхода без усложнения конструкции штампа. Не требуется применения узла намотки отходов или дополнительного штампового блока для разрубки отходов, поскольку операция разрубки совмещена с операцией отделения детали от перемычек.
Формула изобретения
Матричный узел отрезки многопереходного штампа по авт. св. N° 1030069, отличающийся тем, что, с целью обеспечения автоматизации удаления отхода и упрощения конструкции штампа, расстояние между пазами кромок каждой отрезной матрицы, параллельных рабочим плоскостям направляющих, равно или больше расстояния между рабочими плоскостями соответствующей направляющей в ее заходной и основной частях.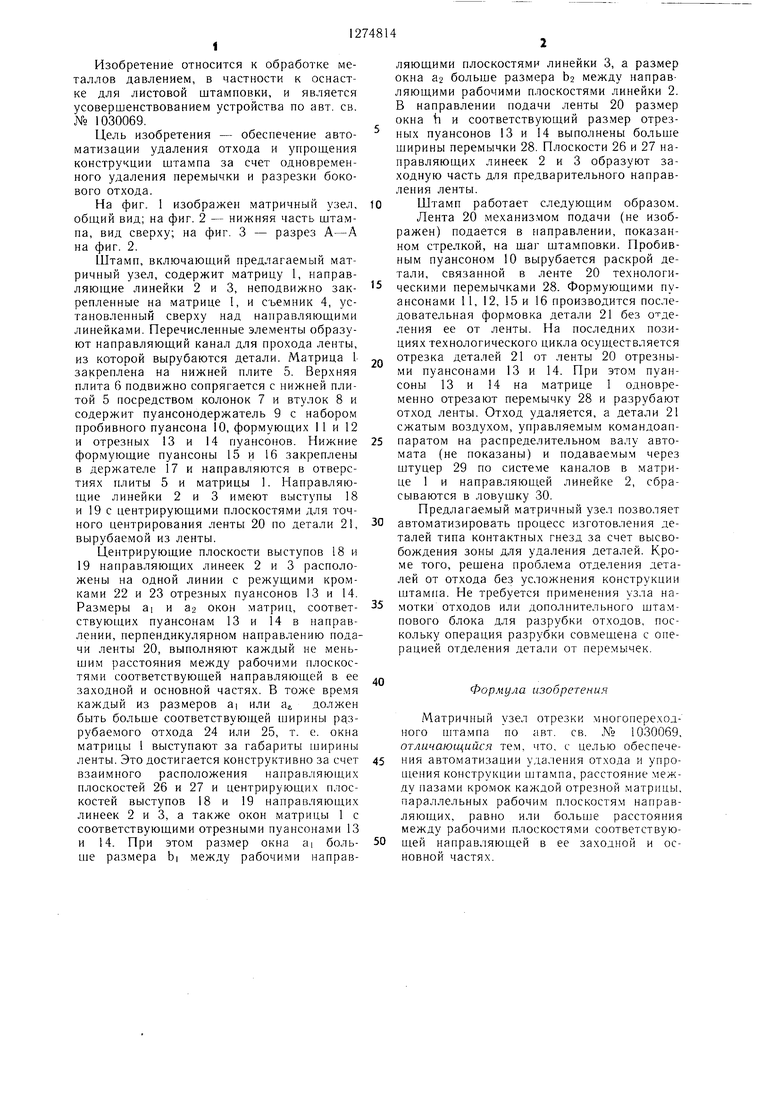
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Матричный узел отрезки многопереходного штампа | 1981 |
|
SU1030069A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Штамп для вырубки деталей из поло-СОВОгО МАТЕРиАлА | 1979 |
|
SU829263A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ТРАПЕЦИЕВИДНЫХ ЗАГОТОВОК ИЗ РУЛОНА, ЛЕНТЫ ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2013 |
|
RU2572008C2 |
Изобретение относится к оснастке для холодной листовой штамповки и может быть использовано при последовательной штамповке изогнутых деталей для автоматизации удаления отходов от ленты. Матричный узел содержит матрицу с рабочими окнами и направляющие линейки,закрепленные на матрице и имеющие каждая заходную часть и основную часть, образованную выступами. Рабочие плоскости основных частей направляющих расположены на расстоянии, соответствующем длине получаемых деталей. Ширина окон матрицы для отрезки отхода в направлении, перпендикулярном направлению подачи ленты, равна или больше расстояния между рабочими плоскостями заходной и основной частей соответствующей направляющей. Расширение окон матрицы и соответствующее увеличение щирины пуансоS нов обеспечивает не только отрезки перемычек, но и разрезку отходов. 3 ил. сл
A-h
фиг.З
| Дурандин М | |||
| М., Шихов Н | |||
| А | |||
| Штамны для холодной мостовой штамповки мелких деталей | |||
| - М.: Машиностроение, 1978, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Матричный узел отрезки многопереходного штампа | 1981 |
|
SU1030069A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
