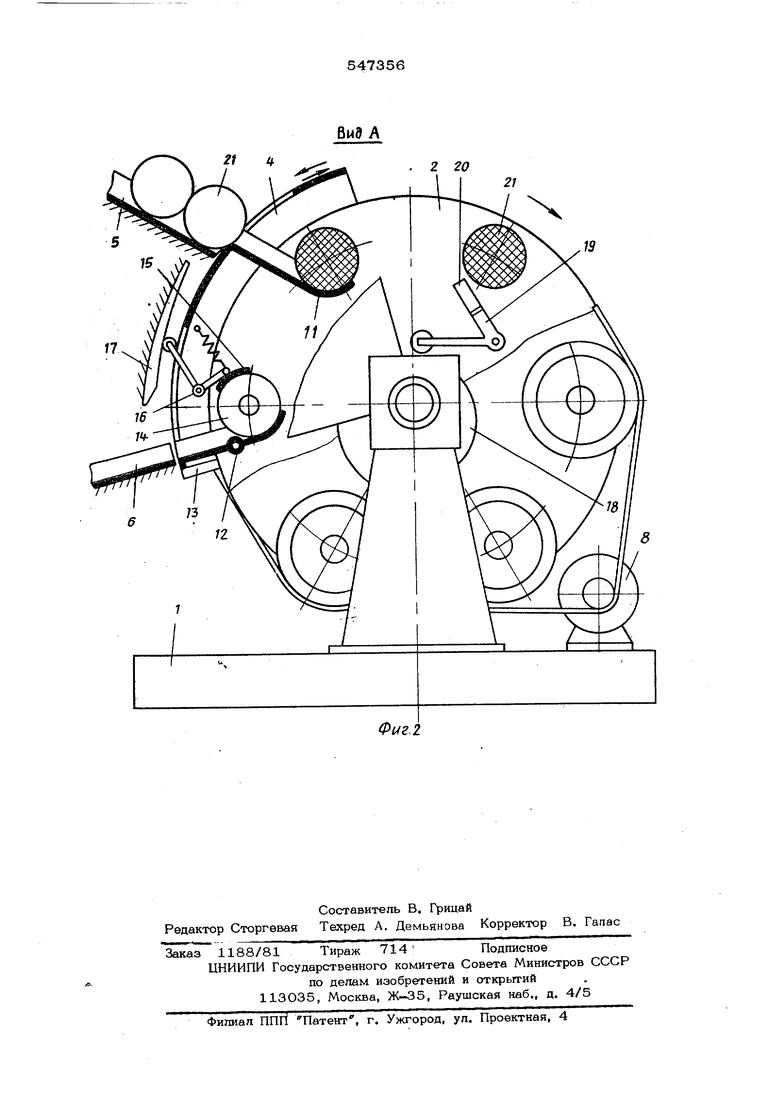
(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ Механизм зажима и удерживания готового изделия 14 Б определенном положении состоит из Бзаимодейств5гющей с лотком 12 зажимной колодки 15, смонтированной на рычаге 16.1 Для привода зажима служит неподвижный копир 17. Кудачок 18 предназначен для привода подачи резцедержателя 19 с резцом 20 ,, Полуавтомат работает следующим образом вращается непрерывно, без остановок йа позициях. Сектор 4 имеет возможность совмесгного со стоном поворота на определенный угол, возвратного поворота и ос тановки в исходном положении. При исходном положении сектора 4 его задняя стешса от крывает питатель 5 и заготовка из питателя поступает в загрузочный лоток 11. Плунжер 13, укрепленный на столе, выдвигается с помощью кулачкового механизма и приво дит в движение сектор 4 со скоростью, равной скорости стола 2. При этом ось заготовки совпадает с осями оправок 8. Под воэ действием когшров 10 и рычагов 9 оправки сходятся, зажимают заготовку 21 и увлекаю ее далее по кругу, гдеона обтачивается по заданному контуру, заглаживается и обрезается по торцам. Плунжер 13 утапливается и сектор 4 воз вращается в исходное положение, а в лоток 11 поступает очередная заготовка .При этом лоток 12 откинут в нижнее положение. Когда очередное готовое изделие на оправках войдет в зону лотка 12, плунжер 13 выдвинется. Сектор 4- начнет поворачиваться вместе со столом 2, а поток 12 займет пер воначальное положение и охватит снизу иэделие 14. Под действием копира 17 рычаг 16 с помощБю колодки 15 зажмет изделие в строго пределенном положении. После этого враающиеся оправки 3 разойдутся и освободят изделие, которое скатится на приемный лоок 6. Как только оправки захватят очередную заготовку, сектор 4 возвратится в исходное положение и цикл повторится. Обточка изделий производится резцами, установленными на резцедержателях 19, подача которых осуществляется при набегании ролика резцедержателя на кулачок 18. Резцедержатели установлены напротив каждой пары оправок. В настоящее время опытный образец установки разрабатывается. Намечено .широкое внедрение таких установок на заводах изоляторной промышленности. Формула изобретения Установка для изготовления полуфабрикатов керамических изделий, содержащая раму, многопозиционный стс с оправками, режущее, загрузочное и съемное устройства, а также приводы вращения стола и оправок, отличающаяся тем, что, с целью повышения надежности работы, она снабжена поворотным сектором, на котором смонтированы загрузочное и съемное устройства, вы- полненные в виде откидных лотков, причем съемное устройство снабжено копиром и при-i жимной колодкой с приводом, взаимодейст вующим с копиром.
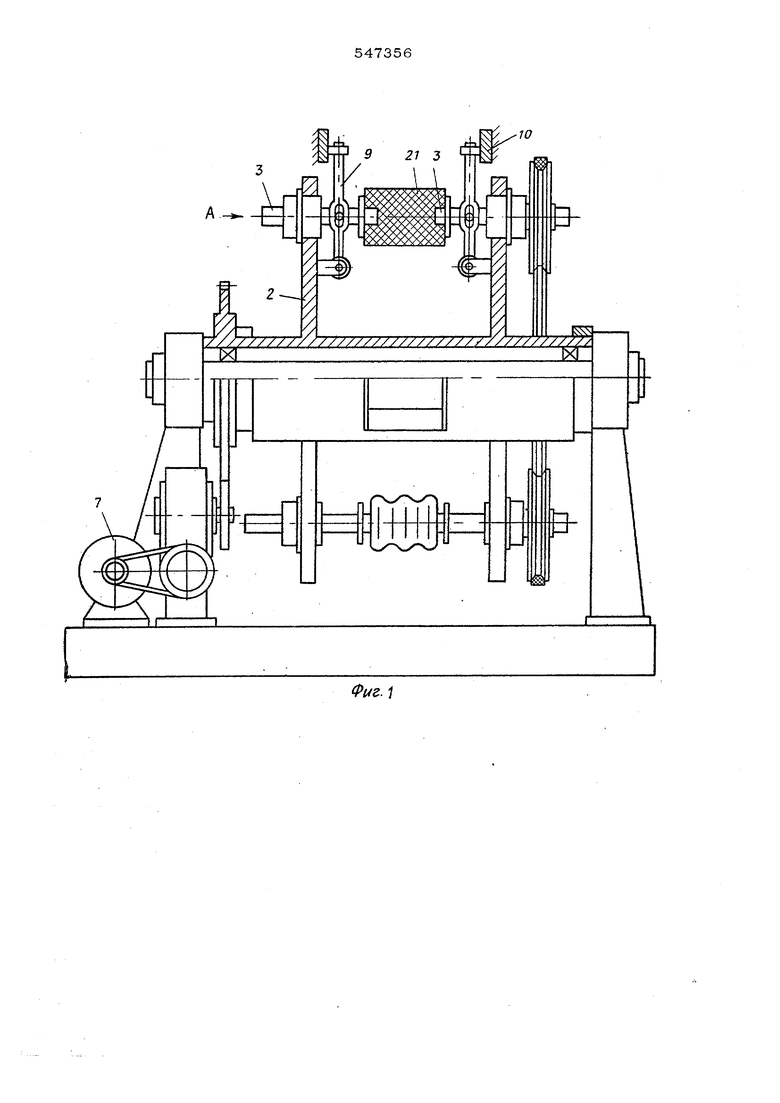
Фиг.1
Вид А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полуфабрикатов керамических изделий | 1973 |
|
SU442934A1 |
| Установка для изготовления полуфабрикатов керамических изделий | 1982 |
|
SU1027041A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU338387A1 |
| Установка для формования изоляторов | 1975 |
|
SU599978A1 |
| Установка для формования керамических изделий | 1979 |
|
SU1006236A1 |
| Устройство для изготовления полуфабрикатов керамических изделий | 1973 |
|
SU513851A1 |
| Установка для обработки полуфаб-рикатов проходных керамических изо-ляторов | 1973 |
|
SU508399A1 |
| Полуавтоматическая установка дляизгОТОВлЕНия пОлуфАбРиКАТОВ KEPA-МичЕСКиХ изОляТОРОВ | 1979 |
|
SU816754A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |