Изобретение относится к изготовлению полуфабрикатов керамических изделий, преимущественно для изготовления полуфабрикатов опорных электроизол оров.
.Известна установка для изготовле ния полуфабрикатов электроизоляторов типа токарного станка, содержащая раму, стол с оправками, резцедержате с петлевыми резцами, приводы оправок и резцов Е.
Однако такая установка имеет малую производительность в сочетании с большим объемом ручного труда.
Наиболее близким техническим решением к предлагаемому изобретению является установка для изготовления полуфабрикатов керамических, содержаСтая раму и установленные на ней МНОГОПОЗИЦИОННЫЙ стол с оправками, режуиее и загрузочное устройства, съемник с копиром и приводы вращения стола и оправок t2.
Недостатком известной установки является возможность смятия наружной поверхности сырых обточных изделий захватами съемного механизма при преодолении усилий съема и торможени вращающегося в оправках изделия в процессе формования армировочных впадин, что снижает качество и выход годных изделий.
Цель изобретения - повышение качесва изделий.
Поставленная цель достигается тем, что в установке для изготовления полу фабрикатов керамических изделий, содержащей раму, и установленные на ней йногопозиционный стол с оправками режущее и загрузочное устройства, съемник с копиром и приводы вращения стола и оправок, каждая из оправок выполнена из тарелки и прокалывателя,
установленных с возможностью осевого перемещения относительно друг друга, причем тарелка и прокалыватель снабжены упорами, взаимодействующими с копиром, а привод вращения каждой оправки содержит шкивы, один из которых, приводной, установлен на тарелке, а другой, тормозной,- на пр6калы вателе.
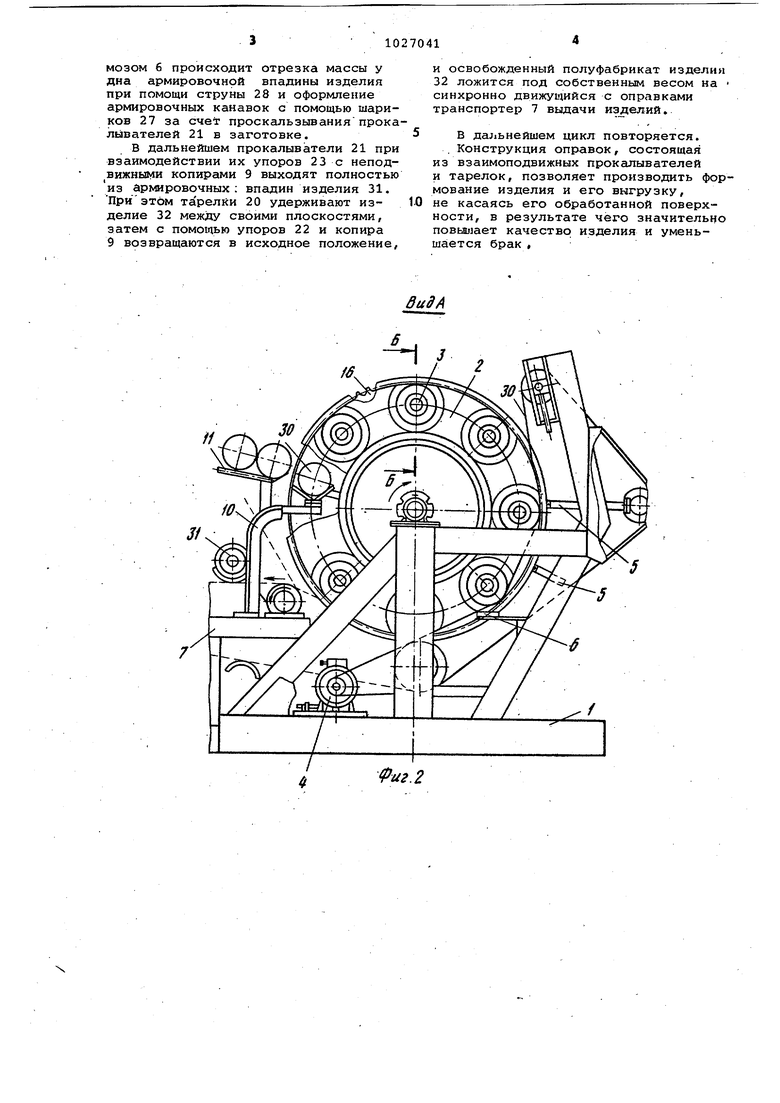
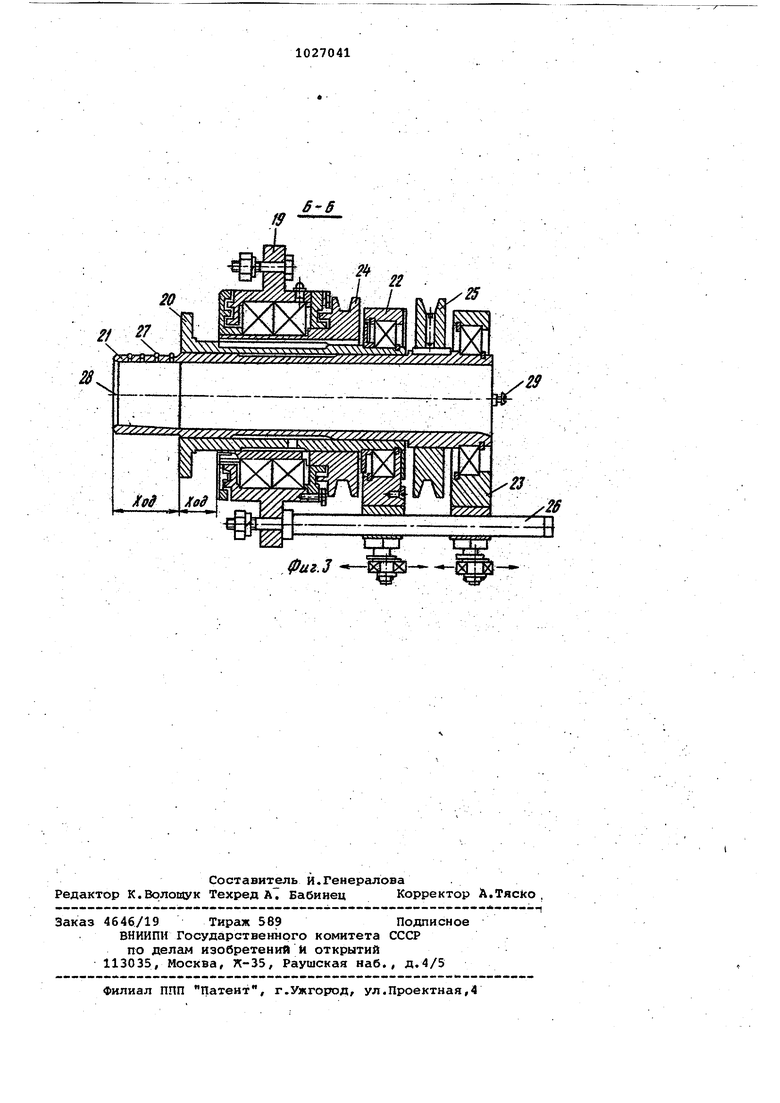
На фиг.1 изображена установка, общий вид; на фиг.2 - вид Л фиг.1; на фиг.З - разрез .R-B на фиг.2.
Установка для изготовления полуфабрикатов керамических изделий сое- тоит из сварно par-ifj 1, на которой закреплен многопозиционный стол 2 с оправками 3, привод 4 вращения оправок, резцы 5, тормоз б, транспортер 7 выдачи: изделий, привод 8 стола и транспортера съемника с копиром 9, упор 10, питатель 11. Многопозицибнный стол 2 представляет собой ротор с двумя щеками 12 и ступицей 13, по-саженной на подшипниках качения на
оси 14. На щеках 12 ротора закреплены попарно и соосно оправки,, а к ступице 13 на подшипнике скольжения закреплена загрузочная рука 15 с возможностью вращения вокруг оси ротора Щеки 12 ротора по наружному диаметру имеют зубья 16 под роликовую цепь привода вращения стола и транстпортера. На одной из щек 12 установлены фиксаторы 17 привода загрузочной рук 15, взаимодействующие с упором 18. Оправка 3 состоит из корпуса 19, .тарелки 20, прокалывателя 21, упора 22 осевого перемещения тарелки 20, упора 23 осевого перемещения прокалывателя 21, приводного 24 и тормозного 25 шкивов и направляющей штанги 26. На формующей поверхности прокалывателя 21 запрессованы шарики 27 в торце прокалывателя 21 натянута струна 28, на другом конце прокалыватель 21 имеет винт 29 регулировки натяжения 28. Тарелки 20, упоры 22 и 23 прокалывателей и тарелок посажены в корпусе на подцшпниках качения. Вращение стола -2 и движение транспортера 7 вьадачи готовых изделий непрерывное и синхронное. Вращение оправок 3 осуществляется только в зоне резцов 5 и тормоза б прокалывателя при взаимодействии с ремнем 30 привода оправок 3.
Работа установки осуществляется следующим образом.
Стол 2 вращается неперерывно без остановок на позициях, оправки 3 вращаются вокруг своей оси только .в зонах резцов 5 и тормозов 6 прокалывателей. Исходное положение оправок 3 тарелки 20 максимально-разведены, прокалыватели 21 утолщены в тарелках 20. Загрузочная рука 15 имеет возможность совместного со столом 2 поворота на определенный угол и возврата в исходное положение до-упора 10. При исходном положении загрузочной руки 15 питатель 11 вы-дает очередную заготовку 30, которая при совместном движении со столом 2 центрируется:в оправках 3, накалываеся прокалывателями 21, загрузочная рука 15 возвращается в исходное полохсение, освобождаясь от фиксатора 17 при его взаимодействии с упором 18.
При дальнейшем вращении стола 2 происходит внедрение прокалывателей
21в заготовку 31. и зажатие ее тарелками 20 при взаимодействии упоров
22и 23 с неподвижными копирами 9, после чего заготовка 31 в оправках 3 при прмощи привода 4 и приводного шкива 24 начинает вращаться и, встречаясь с резцами 5, обтачиваться. После этого, вращаясь в оправках 3, заготовка 31 поступает в зону торможения прокалывателей 21, при взаимодействии тормозного шкива 25 с тормозом 6 происходит отрезка массы у дна армировочнрй впадины изделия при помощи струны 28 и оформление армировочных канавок с помощью шариков 27 за счет проскальзывания прокалывателей 21 в заготовке,
В дальнейшем прокалыватели 21 при взаимодействии их упоров 23с неподвижными копирами 9 выходят полностью из армировочных; впадин изделия 31. при этом тарелйи 20 удерживают изделие 32 между своими плоскостями, затем с помощью упоров 22 и копира 9 возвращаются в исходное положение,
и освобожденный полуфабрикат изделия 32 ложится под собственным весом на синхронно движущийся с оправками транспортер 7 выдачи изделий.
В да;1ьнейшем цикл повторяется.
Конструкция оправок, состоящая из взаимоподвижных прокалывателей и тарелок, позволяет производить формование изделия и его выгрузку, не касаясь его обработанной поверхности, в результате чего значительно повьвиает качество изделия и уменьшается брак ,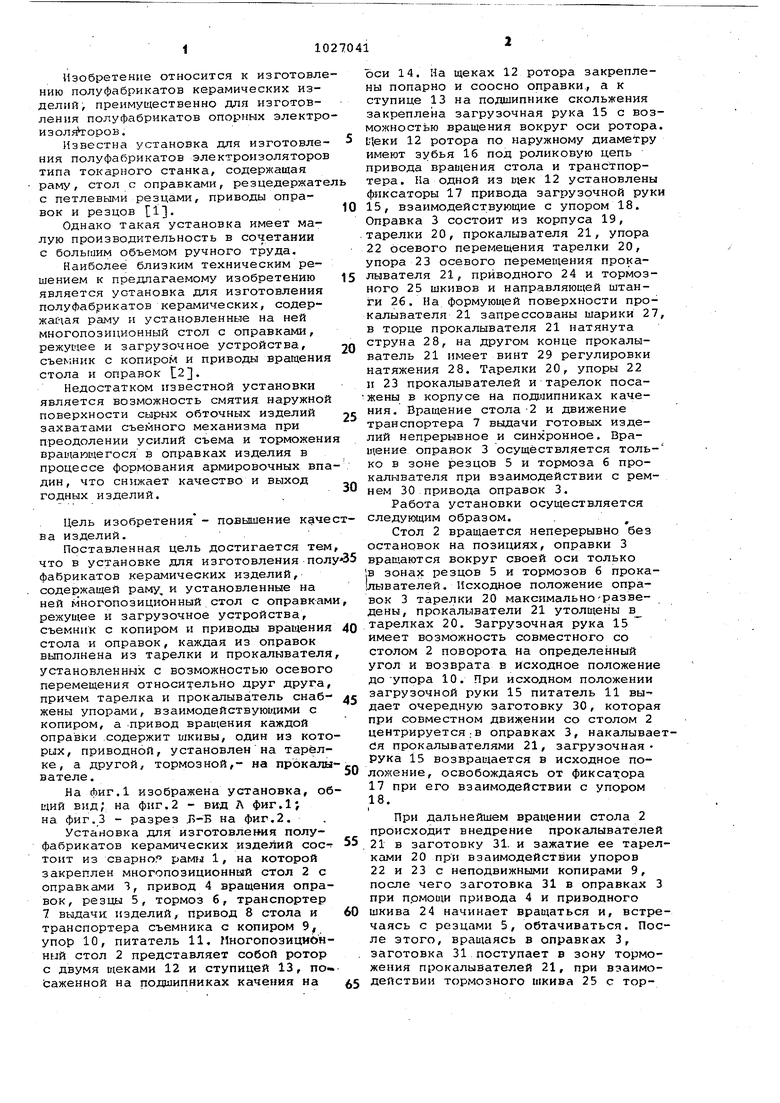
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая установка дляизгОТОВлЕНия пОлуфАбРиКАТОВ KEPA-МичЕСКиХ изОляТОРОВ | 1979 |
|
SU816754A1 |
| Установка для изготовления полуфабрикатов керамических изделий | 1975 |
|
SU547356A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU338387A1 |
| Установка для обработки полуфаб-рикатов проходных керамических изо-ляторов | 1973 |
|
SU508399A1 |
| Устройство для изготовления полуфабрикатов керамических изделий | 1973 |
|
SU442934A1 |
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
| Установка для формования керамических изделий | 1979 |
|
SU1006236A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПОСЛЕ ЛИТЬЯ | 1972 |
|
SU324155A1 |
| ПОЛУАВТОМАТ ДЛЯ ОПРАВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU339416A1 |
| Установка для армирования керамическихиздЕлий | 1978 |
|
SU835762A1 |
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, содержащая раму и у становленные на ней многопоэиционный стол с оправками, режущее и загрузочное устройства, съемник с копиром и приводы вращения стола и оправок,, отличающаяс я тем, что, с целью качества изделий, каждая из оправок . выполнена из тарелки и прокалывателп, установленных с возмджностью осевого перемещения относительно-друг друга, причем тарелка и прокалыватель снабжены упорами, взаимодействующими с копиром, а привод вращения каждой оправки содержит шкивы, один из которых, приводной, установлен на тарелке, а другой, тормозной - на прокалывателе. (Л С ND Ч О 4
SS
