(54) ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ КЕРАМИЧЕСКИХ ИЗОЛЯТОРОВ
ренних поверхностей, поскольку при опоре заготовки торцом к оправке происходит постепенное засорение торца оправки, это ведет к смещению последующих заготовок относительно обрабатывающего инструмента, т. е. к браку.
Цель изобретения - повыщение производительности и улучщение качества.
Поставленная цель достигается тем, что загрузочное устройство выполнено в виде лотка, содержащего корпус и держатели, закрепленные в нем, подпружиненного толкателя с центральным сквозным отверстием, установленного в корпусе лотка, пневмозолотника, соединенного посредством гибкого шланга с толкателем, упора лотка, жестко закрепленного на щтанге, взаимодействующей с кулачком, кинематически связанным с приводом, и кассеты с подпружиненным отсекателем, контактирующим с корпусом лотка посредством захвата, причем упор лотка взаимодействует с пневмозолотником..
Кроме того, зажимное устройство выполнено в виде центробежного патрона, содержащего зажимные кулачки, на рабочей поверхности которых выполнена выемка, и эластичные кольца, установленные по периметру внещней поверхности кулачков, а на опорных торцовых поверхностях оправок установлены тарельчатые шайбы из эластичного материала.
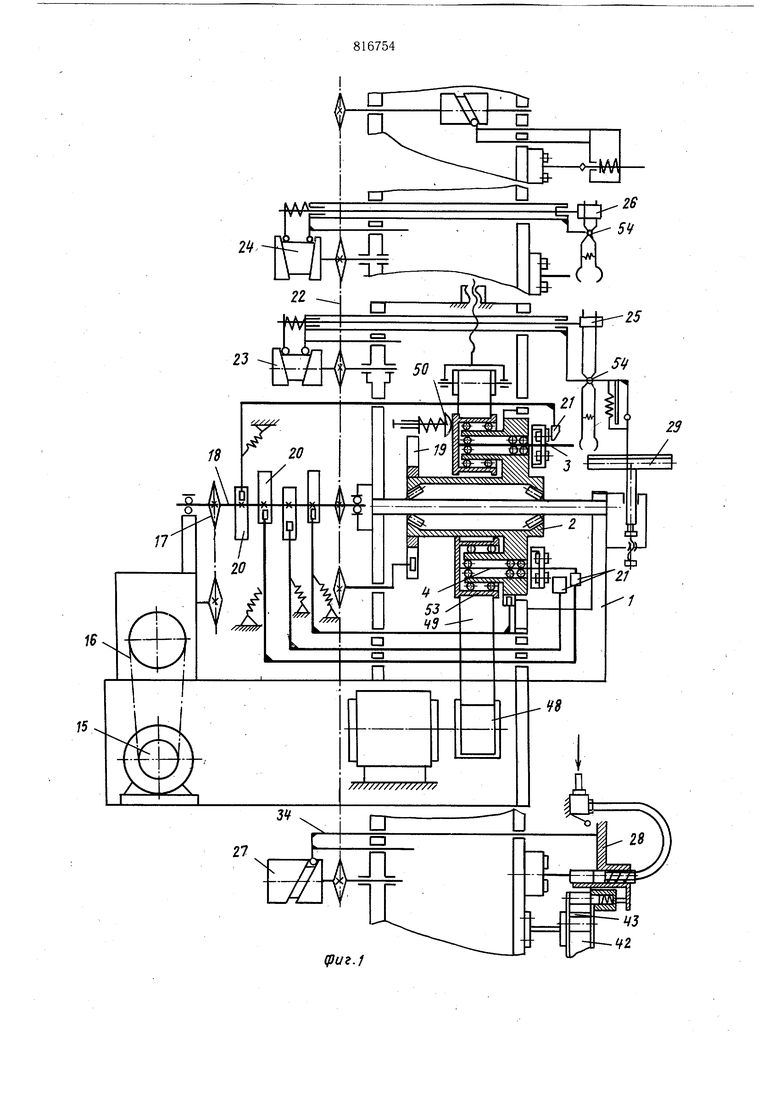
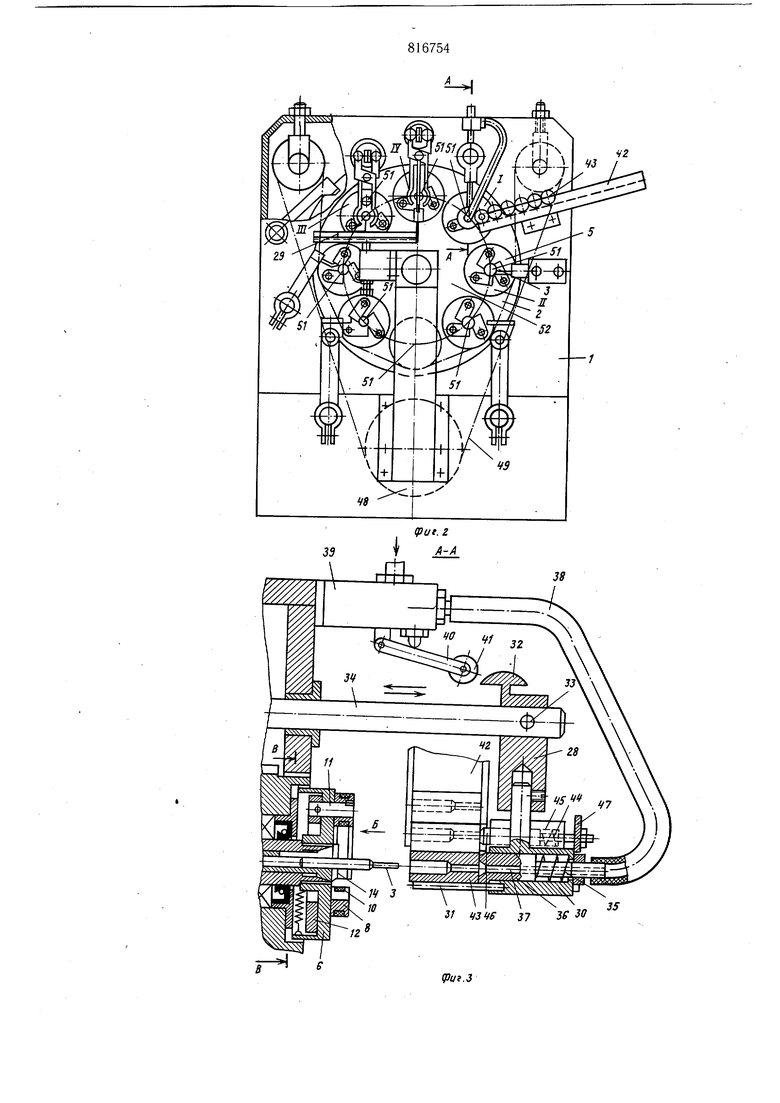
На фиг. 1 дана кинематическая схема установки; на фиг. 2 - установка, общий вид; на фиг. 3 - разрез А-А на фиг.5 , на фиг. 4 - вид Б на фиг. 3; на фиг. 5 разрез В-В на фиг. 3.
Установка содержит станину 1, на которой установлен многопозиционный стол 2 с оправками 3, являющимися продолжением щпинделя 4.
Каждая оправка снабжена зажимным устройством 5, выполненным в виде центробежного патрона 6, состоящего из корпуса 7, трех зажимных кулачков 8, на рабочей поверхности которых выполнена выемка 9, и трех эластичных колец 10, установленных по периметру внещней поверхности каждого кулачка. Зажимные кулачки жестко соединены осью 11 с центробежными грузами 12, связанными пружинами 13 с корпусом 7.
На оправке 3 концентрично ей установлена выпуклой стороной к заготовке тарельчатая шайба 14 из эластичного материала, например резины, образующая опорный торец для заготовки и препятствующая его засорению.
Стол 2 получает периодическое вращение от постоянно работающего привода 15 через ременную 16 и цепную 17 передачи, распределительный вал 18 и мальтийский крест 19.
Распределительный вал 18 с помощью кулачков 20 управляет всеми резцовыми механизмами 21 и через цепную передачу 22 связан с кулачками 23 и 24 механизма
25 выгрузки, механизма 26 снятия остатка и кулачком 27 загрузочного устройства 28.
Механизм 25 выгрузки кинематически связан с кассетным столом-накопителем 29.
Загрузочное устройство 28 содержит лоток, выполненный в виде корпуса 30 со штыревыми держателями 31, установленными на торце корпуса 30, упор 32, жестко закрепленный посредством щтифта 33 на штанге 34, взаимодействующей с кулачком 27, подпружиненный пружиной 35 толкатель 36 с центральным сквозным отверстием 37, установленный в корпусе 30.
Центральное отверстие 37 толкателя 36 с помощью гибкого шланга 38 соединено с выходным отверстием пневмозолотника 39, снабженного нажимным рычагом 40 с роликом 41..
Загрузочное устройство содержит также кассету 42, в которую укл.адываются заготовки 43. На кассете смонтирован подпружиненный отсекатель 44, содержащий корпус 45, внутри которого установлен подпружиненный шток 46 и захват 47, закрепленный на щтоке 46 и взаимодействующий с корпусом 30 загрузочного устройства.
Кроме того, установка включает привод 48 главного движения, ременную передачу 49, тормоз 50 шпинделей, шпиндели 51, поворотный стол 52, шкив 53, манипулятор 54.
Полуавтоматическая установка работает следующим образом.
После включения привода 48 главного движения начинают вращаться пять нижних шпинделей 51 с оправками 3, входящих в зацепление с ременной передачей 49.
Три верхних шпинделя 51, не входящие в зацепление с ремнем 49, неподвижны, на одном из них происходит загрузка заготовки на оправку 3, Это осуществляется так. Корпус лотка 30 с лежащей на держателях 31 заготовкой 43 под воздействием кулачка 27 начинает перемещаться в сторону оправки 3. Когда упор 32 нажмет на ролик 41 рычага 40, включается пневмозолотник 39, и воздух от сети (давление воздуха регулируется в зависимости от массы заготовки) через гибкий шланг 38 и отверстие 37 в толкателе 36 перемещает заготовку 43 на оправку 3. При этом заготовка 43, не имея силового контакта с толкателем 36, под действием воздуха самоустанавливается на оправке 3, чем исключаются повреждения внутренней поверхности заготовки 43. После ориентации заготовки на оправке 3 отключается воздух, и подпружиненный толкатель 36 досылает заготовку до упора в тарельчатую эластичную щайбу 14.
При отходе корпуса лотка 30 от оправки 3 упор 32 снова входит в контакт с роликом 41 рычага 40, и поступающий воздух очищает щтыревой держатель 31 от керамической крошки в случае отслаивания или разрушения заготовки, подготавливая держатель 31 для следующей заготовки. Б конце хода корпус лотка 30 через захват 47 отводит отсекатель 44, освобождая следующую заготовку в кассете 42, которая скатывается на держателе 31 лотка.
После загрузки происходит поворот стола 52, оправка 3 своим шкивом 53 входит в зацепление с ременной передачей 49 и начинает вращаться, кулачки 8 центробежного патрона 6 под действием центробежных сил сходятся и зажимают заготовку 43, при этом . независимо от формы заготовки эластичные кольца 10 плотно облегают ее и надежно фиксируют на оправке 3, полностью исключая поворот заготовки 43 при обработке резцами 21.
На П-ой и последующих четырех позициях (по часовой стрелке) происходит обработка заготовки и отрезка.
При переходе с обрабатывающей позиции на позицию III оправка 3 выходит из зацепления с ременной передачей 49 и входит в контакт с тормозом 50.
Вращение оправки 3 прекращается, и кулачки 8 зажимного патрона 8 разводятся под действием пружин 13,
На позиции III заготовка снимается с оправки 3 манипулятором 54 и укладывается в кассету стола-накопителя 29.
На позиции IV второй манипулятор 54 снимает отрезанный керамический остаток с оправки, тарельчатая шайба 14 распрямляется и самоочищается от крошек. Оправка 3 готова, к новой загрузке. На этом заканчивается цикл работы станка.
При автоматизации процесса установки кассет 42 с заготовками на позиции I установка будет работать в автоматическом р жиме.
Технико-экономический эффект предлагаемой установки заключается в улучщении качества за счет комбинированной механовоздушной установки заготовки на оправку, исключающей повреждение внутренней поверхности заготовок, и опорной поверхности оправки, выполненной в виде самоочищающейся эластичной тарельчатой шайбы из эластичного материала, что обеспечивает точное взаимное расположение внутренних и наружных поверхностей в осевом направлении. Кроме того, на установке обеспечивается повышение производительности благодаря снижению брака за счет надежной
фиксации заготовки от проворота кулачками с эластичной оболочкой и за счет исключения останова станка для очистки загрузочного лотка и торца оправки при разрушении заготовки.
Формула изобретения
. Полуавтоматическая установка для изQ готовления полуфабрикатов керамических изоляторов, преимущественно свечей зажигания, содержащая раму, многрпозиционный поворотный стол с оправками и зажимными устройствами, режущее, загрузочное и съемное устройства, а также приводы 5 вращения стола и оправок, отличающаяся тем, что, с целью повышения производительности и улучшения качества, загрузочное устройство выполнено в виде лотка, содержащего корпус и держатели, закрепленные в нем, подпружиненного толкателя с центральным сквозным отверстием, установленного в корпусе лотка, пневмозолотника, соединенного посредством гибкого щланга с толкателем, упора лотка, жестко закрепленного на штанге, взаимодействующей с ку5 лачком, кинематически связанным с приводом, и кассеты с подпружиненным отсекателем, контактирующим с корпусом лотка посредством захвата, причем упор лотка взаимодействует с певмозолотником.
2.Полуавтоматическая установка по п. 1, 0 отличающаяся тем, что зажимное устройство
выполнено в виде центробежного патрона, содержащего зажимные кулачки, на рабочей повехности которых выполнена выемка, и эластичные кольца, установленные по периметру внешней повехности кулачков.
3.Полуавтоматическая установка по пп. 1 и 2, отличающаяся тем, что на оправках концентрично им установлены тарельчатые шайбы из эластичного материала, образующие опорные поверхности для загоТОВОК.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 547356, кл. В 28 В 11/08, опублик. 1977.
2.Авторское свидетельство СССР
№ 508399, кл. В 28 В 11/08, опублик. 1976.
2
3/ 43 че 37 зе зо
Риг.З
1Z
13
7 фиг. Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Загрузочно-разгрузочное устройство | 1987 |
|
SU1563893A1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |