овлепы фрикционные полумуфты 10, прииодящие оправки во вращение иа рабочих иозициях,
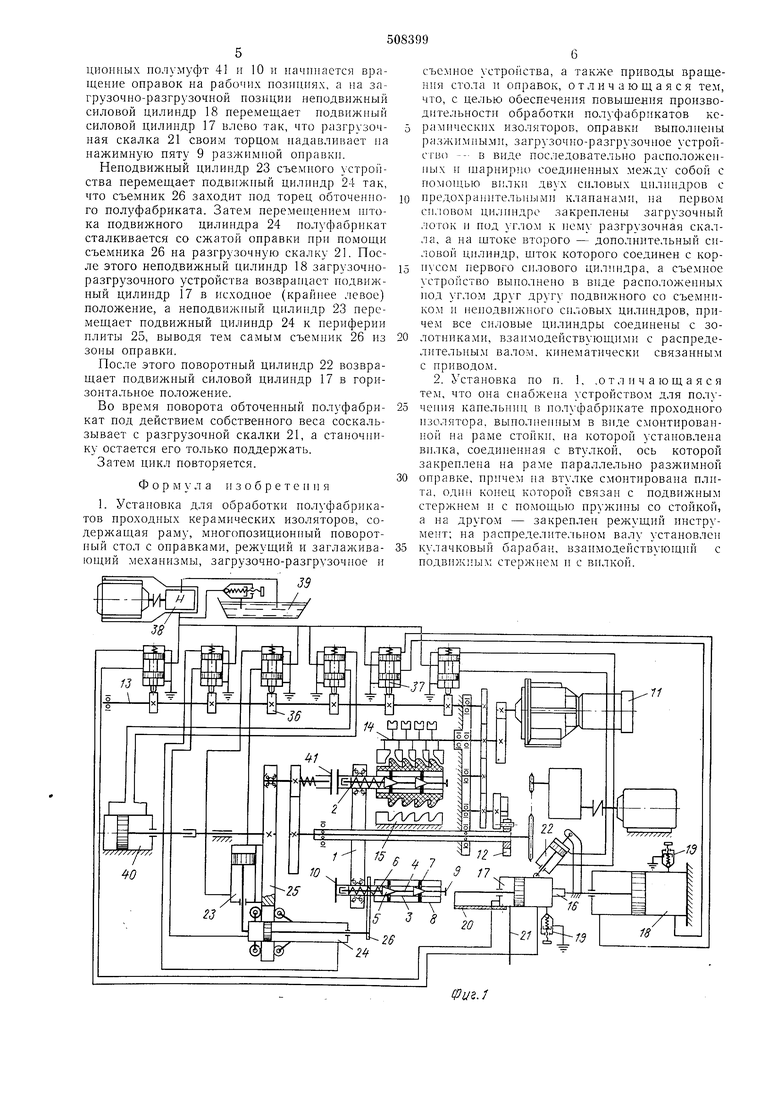
Стол 1 иолучает периодическое вращение от постоянно работа1ои1,его мотор-редуктора 1 1 через систему шестерен и мальтийский крест 12. Одновремеиио с этим мотор-редуктор II через систему шестерен приводит в иеирерыв юе вращеиие распределител1)ИВ1Й вал 13 и режущий механизм, содержапщй резцовв1Й вал 14 с закрепленным иа нем набором пет.тевых резцов.
Установка также содержнт заглажнваюнии механизм 15, загрузочио-разгрузочпое устройство, выпо;1иенн()е в виде последовательно расположеииых и пифннрно соединенных между собой с HOMOHihio вилки 16- снловых ии.тиидрои 17 и 18 с иредохраиительиыми клапаиами 19. На силовом иилиидре 17 закреплены загрузочный лоток 20 и иод углом к нему разгрузочная скалка 21, а па цггоке силового цилиндра 18 щарнирио закреилеи доиол1штельный силовой цилиндр 22, И1ТОК которого соединен с цилиидром 17.
Съемное устройство выиолнеио в виде силовых цилиндров 23 и 24, закреилеииых иа п(движпой плите 25 н расположенных перпендикулярно друг к другу. Причем цилиидр 24 подвижный н на его штоке закренлен съемник 26 вилообразного вида, служащий для стаскивания полуфабрикатов со сжатых оправок иа разгрузочную скалку 21.
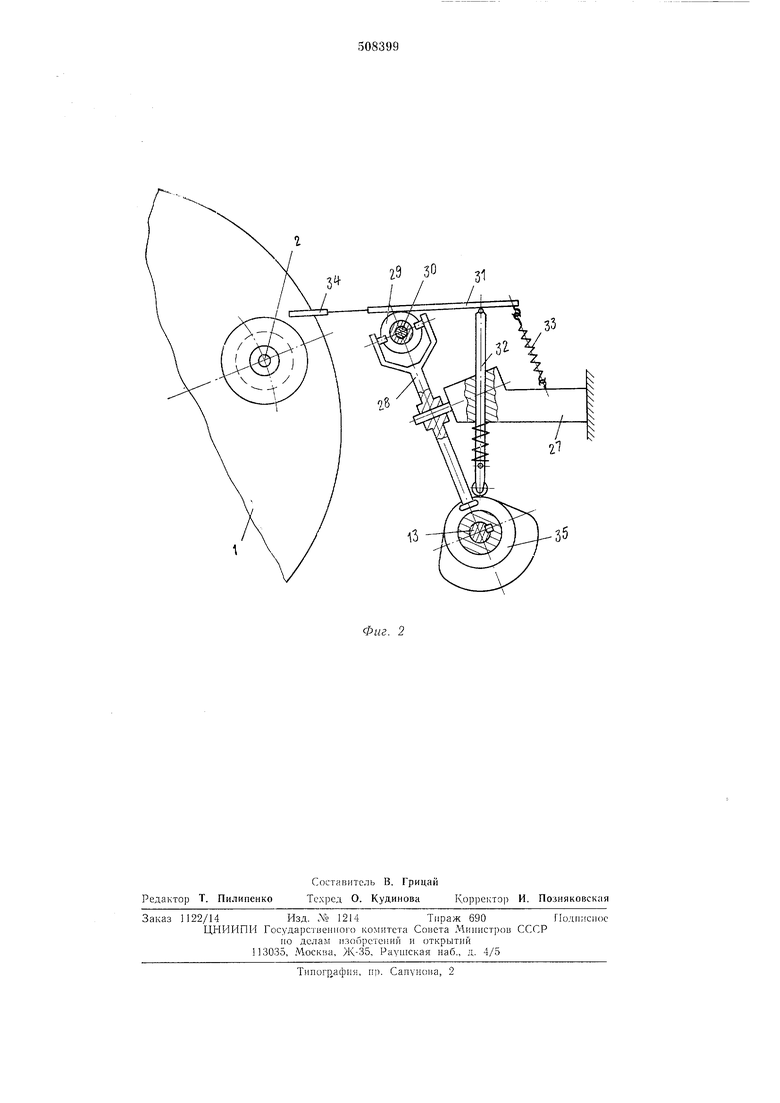
Устройство для иолучепия каиелыпщ в иолуфабрикате проходного изолятора выиолнеио в виде смонтированной на раме стойки 27, на которой установлена вилка 28, соединенная с втулкой 29, ось 30 которой закреплена ца раме параллельно разжимной оиравке 2, причем иа втулке 29 смонтироваиа плита 31, одии конец которой связан с подвижным стержнем 32 и с иомощыо иружииы 33 со стойкой, а иа другом - закреплеи режущий инструмент 34; на )аспределпте;пзиом валу 13 установлен кулачковый барабан 35. взаимодействующий с вилкой 28.
Работа загрузочио-разгрузочпого и съемиого устройств и устройства для получения капельниц циклически синхронизирована использованием распределительпого вала 13 с кулачковым барабаном 35 и набором кулачков 36, приводящих в- действие четырехходовые золотники 37, распределяющие потоки масла, нагнетаемого насосом 38 из бака 39.
Установка работает следующим образом.
Заготовка определеццого диаметра и длины кладется па загрузочный лоток 20 загрузочио-разгрузочного устройства. Затем масло от соответствующих золотников 37, приводимых Б действие кулачками 36, поступает в правые полости цилицдров 17 и 18, причем в цилиндр 17 с некоторым опережеиием.
При этом шток цилиндра 17 проходит через внутреннее отверстие заготовки и оказывает гепрерывное давление иа иажимную пяту 9 разжимиой оправки во все время загрузки.
Под действием этого дав.чеиия стержень 4 с к()пус1П)1мп элеме1Г1ами 5, иреодолевая соиротцвле)1ие пружгшы 6, иеремеи1,ается шево. при этом сектора 8 с закрепленными на них uiTbiрями 7 перемещаются к осп ои)авки под .leiiствием эластичной резнновой оболочки,
Диал1етр оправки в сжатом состоянии стаиовится MenbHje внутреннего днаметра заготовки.
Затем под действием ипока неиодвнжного ии;1индра 18, имеюп.его несколько больини диаметр, чем у цилнндра 17, начнет неремещаться по направляюни1м подвижный 17 н своей нередней стенкой будет н :дви1ать заготовку на сжатую оправку.
При этом да леппе масла в п) лолостн ни.тиндра 17, pacTyHtee в этот мол1епт нз-за дополнительного сжатия масла , поддерживается в пужиых пределах и)ед()храннтельным iciananoM 19.
По окончании надевания заготовки на онравку масло поступает от соответствующнх золотников 37 в левые нолостн цилиндров 17 и 18, причем в цилиндр 17 с некоторым опережением.
Шток цилиидра 17 перестает оказывать давление иа нажимную ияту 9 разжнмной онравки, н под действием пружгпы 6 оправка )азжимаетея, закреп;1яя заготовку. Заготовка остается па оиравке, а подви/киый цилиндр 17 с лотком 20 возвран1ается в исходное положение. При возвращеиии в исходное положение подвижный еи.човой цилиндр 17 поворачивается иа 90° поворотным цилиндром 22, нрн это.м разг)узочная скалка 21 за.чимает горизонтальное положение и становится соосной оси оправки. К этому моменту ца предыдущих цозициях заканчивается вынолнение всех рабочих операций (иаружиой обточки, нол чення каиельниц, заглажнвання).
Для получе|ц-1я капе,лы1цц стержень 32, г)иводимый в движение кулачковым барабаном 35, вранииощимся с раснределптельным валом 13. подни.мает правы ) конец плиты 31.
Левый коней с закренлеиными на нем иетлевы.1И резца.м1 оцускается до тех нор. иока |1езцы не встанут по оси оправки. Затем под действием кхлачкового барабана 35 шатунная 1шлка 28 приходит в двнженне качания и закреилеинымп на ней пальцами иередвигает скользящую вту.тку 29 но оси 30.
Режуи1.ие инструменты 34 нрн этом производят обработку капельниц.
По окончаш-ш вьшо.тнення всех рабочих операций гидроцилнидр 40 иеремещеппем плиты 25 с установленными па ией ведущими фрикипоиными полумуфтамп 41 ггропзводпт расцепление полумуфт 41 и 10 и происходит поворачивание МНОГОП031ПДП01П10ГО поворотного стола 1 механизмом мальтийского креста 12. После окоичапия поворота, когда очередная онравка с готовым обточенным полуфабрикатом встанет на загр-узочно-разгрузочную позицию, гидроцилиндр 40 передвигает подвижную плиту 25 вираво, происходит сцеиление фрикциоиных полумуфт 41 II 10 и начинается вращение оправок на рабочих позициях, а на загрузочно-разгрузочной позиции неподвижный силовой цилиндр 18 перемещает подвижный силовой цилиндр 17 влево так, что разгрузочная скалка 21 своим торцом надавливает на нажимную пяту 9 разжпмпой оправки.
Неподвижный цилиндр 23 съемного устройства перемещает подвижный цилиндр 24 так, что съемник 26 заходит под торец обточенного полуфабриката. Затем перемен1ением HITOка подвижного цилиндра 24 полуфабрикат сталкивается со сжатой оправки при помощи съемника 26 на разгрузочную скалку 21. После этого неподвижный цилиндр 18 загрузочноразгрузочного устройства возвраниют подвижный цилиндр 17 в исходное (крайнее левое) положение, а неподвижный цилиндр 23 перемещает подвижный цилиндр 24 к периферии плиты 25, выводя тем самым съемник 26 из зоны оправки.
После этого поворотный цилиндр 22 возвращает подвижный силовой цилиндр 17 в горизонтальное положение.
Во время поворота обточенный полуфабрикат под действием собственного веса соскальзывает с разгрузочной скалки 21, а станочнику остается его только поддержать.
Затем цикл повторяется.
Формула изобретения
1. Установка для обработки нолуфабрикатов проходных керамических изоляторов, содержащая раму, многопозиционный поворотный стол с оправками, режущий и заглаживающий механизмы, загрузочно-разгрузочное и
съемное ycTpoiicTBa, а также приводы вращения стола II онравок, отличающаяся тем, что, с целью обеспечения повышения производ 1тельности обработки полуфабрикатов керамнчсских изоляторов, оправки выполнены разжимными, загрузочио-разгрузочное устройсгво - в виде последовательно расположенных н шарнирно соединенных между собой с номопдью вилки двух силовых цилиндров с предохранительными к.чапанами, на первом силовом цилиндре закреплены загрузочный лоток н под углом к нему разгрузочная скалла, а на штоке второго - дополнительный силовой цилиндр, шток которого соединен с корпусом первого силового цилиндра, а съе.мное устройство выполнено в виде расположенных под углом друг другу подвижного со съемником н неподвижного силовых цилиндров, причем все снловые цилиндры соединены с золотниками, взаимодействующими с распределительным валом, кинематически связанным с приводом.
2. Установка но п. 1, .отличающаяся тем, что она снабжена устройством для пол}чения канелыпщ в полуфабрикате проходного изолятора, выполненным в виде смонтированной на раме стойки, на которой установлена вилка, соединенная с втулкой, ось которой закренлена на раме параллельно разжпмпой оправке, причем на втулке смонтирована плита, одни конец которой связан с подвижным стержнем и с помощью пружины со стойкой, а на другом - закреплен режущий инструмент; на распределительном валу установлен кулачковый барабан, взаимодействующий с подвижным стержнем н с вилкой.
гэ 30 31
зз
зб
Ф«г. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU338387A1 |
| Машина для сварки трением | 1977 |
|
SU740443A1 |
| Устройство для получения изделий из листового винипласта | 1960 |
|
SU139075A1 |
| Установка для формования изоляторов | 1975 |
|
SU599978A1 |
| Автомат для изготовления и установки стопорных колец на вал | 1982 |
|
SU1085741A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Установка для испытания центраторов и скребков | 1970 |
|
SU439581A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| Намоточный станок для изготовления стеклопластиковых изделий | 1972 |
|
SU476189A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |