сти клеима и проката в момент клеймения при управлении позиционным электроприводом в функции заданного шага клеймеиия.
Это достигается тем, что устройство управления позиционным электроприводом при исключении задания величины обгона по скорости дополнительно снабжено корректором амплитуды синусоидальной составляющей задающего сигнала в зависимости от величины разности скорости движения проката и окружной скорости клейма, измеряемой в каждом положении клеймения и запоминаемой до момента последующего измерения, состоящим из датчика скорости проката, датчика окружной скорости клейма и блока формирования, коррекции, причем последний соединен с блоком формирования задающего сигнала и датчиками скорости проката и окружной скорости клейма.
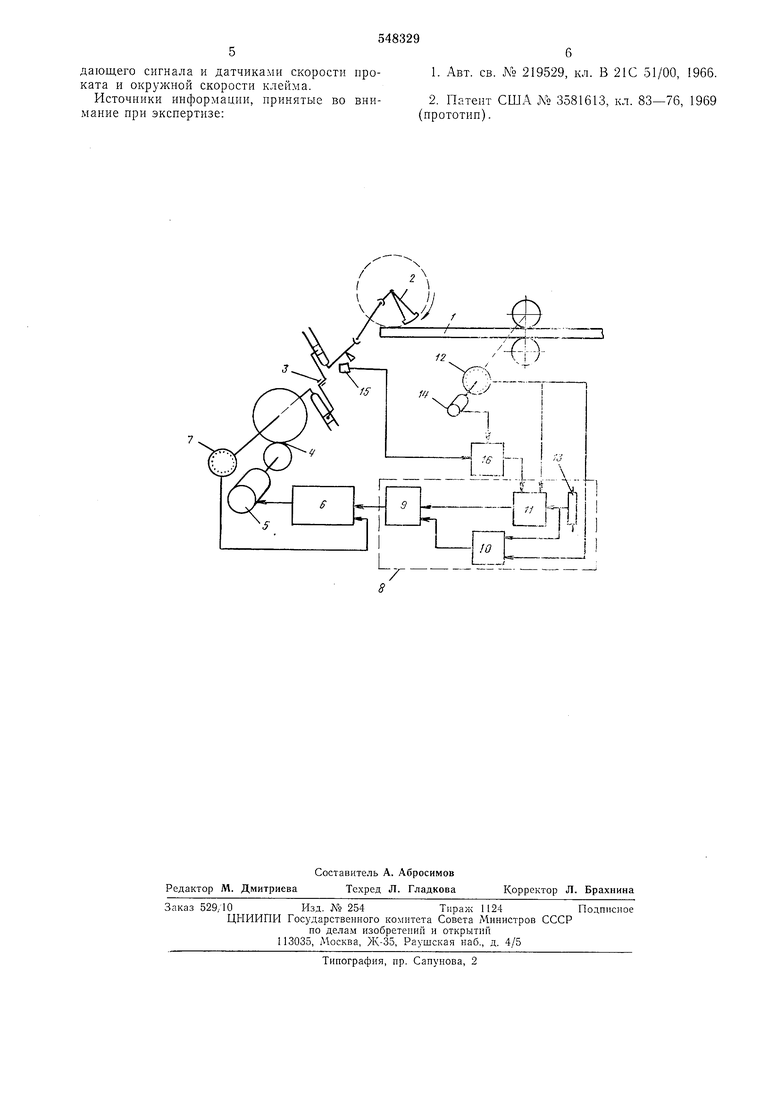
На чертеже изображено предлагаемое устройство управления клеймителем.
Движущийся прокат 1 клеймится набором клейм, закрепленным на вращающемся клеймодер кателе 2, приводимом в движение через механизм 3 неравномерного вращения и редуктор 4 от электродвигателя 5. Узел 6 управления позиционным электроприводом с датчиком 7 положения механизма связан с блоком 8 формирования задающего сигнала. Последний состоит из сумматора 9, формирователя 10 линейной составляющей и формирователя 11 синусоидальной составляющей сигнала по положению проката, измеряемому датчиком 12. Величина требуемого шага клеймения задается потенциометром 13. По сигналам датчика 14 скорости проката и датчика 15 окружной скорости клейм в положении клеймения блок 16 формирует величину коррекции амплитуды синусоидальной составляющей задающего сигнала.
Устройство работает следующим образом.
По величине требуемого шага клеймения L, задаваемого потенциометром 13, и положению проката S, измеряемому датчиком 12 за цикл клеймения (период одного оборота клеймодержателя 2), блок 8 формирует задающий сигнал для узла 6 управления позиционным электроприводом. Электродвигатель 5 отрабатывает заданное угловое положение клеймодержателя 2, равное
L,-L 2nS(t)
,().т -: Sin:-,
где длина окружности вращения клеймодержателя радиуса R.
При этом в положении клеймения (S L) заданная окружная скорость клейм
/
,
S LR
di
т. e. равна скорости движения проката. В диапазоне задания длин L и скорости проката V, при которых максимальное значение
/ заданного ускорения --превышает
V at /make
возможности электропривода, производится перестройка механизма 3 неравномерного вращения, выполненного, нанример, в виде кулисно-кривошипного механизма с регулируемым эксцентриситетом. При этом корректируется величина синусоидальной составляющей задающего сигнала электропривода для выравнивания скорости клейм и проката в положении клеймения с уменьшением величины максимального ускорения электропривода до допустимого значения. Величина сигнала коррекции а амплитуды формируется блоком 16 коррекции в зависимости от разности значений скорости движения проката, измеренной датчиком 14, и окружной скорости клейм, измеренной датчиком 15 в положении клеймения и запоминаемой до момента последующего измерения. Таким образом, электропривод отрабатывает заданное угловое положение
клеймодержателя
p()2.)sm2:.
L 0/обеспечивающее при клеймении выравнивание скорости клейм и проката с уменьшением величины ускорения электропривода и сохранением заданного шага клеймения L. Датчик 15 окружной скорости клейм в положении клеймения может быть построен на принципе
измерения времени замкнутого состояния бесконтактного путевого переключателя, которое обратно пропорционально окружной скорости клейм. В качестве датчиков положения проката и
клеймодержателя для существенного упрощения схемы управления могут быть использованы сельсины, позволяющие получить выходной сигнал синусоидальной формы с аргументом 2п - .
fИзобретение позволяет увеличить точность согласования скорости клейм и проката при клеймении для улучшения качества отпечатка клейма в расширенном диапазоне изменения
шага клеймения и скорости проката.
Формула изобретения
Устройство управления клеймителем, содержащее узел управления позиционным электроприводом с датчиками положения проката и клеймодержателя и блок формирования задающего сигнала, состоящий из сумматора и формирователей линейной и синусоидальной составляющих сигнала по положению проката, отличающееся тем, что, с целью улучшения качества отпечатков клейм за счет более точного выравнивания скоростей клейм и проката в момент клеймения, устройство
дополнительно содержит корректор амплитуды синусоидальной составляющей задающего сигнала, состоящий из датчика скорости проката, датчика окружной скорости клейма и блока формирования коррекции, причем последний соединен с блоком формирования задающего сигнала и датчиками скорости проката и окружной скорости клейма.
Источники информации, принятые во внимание при экспертизе:
6
1.Авт. св. N° 219529, кл. В 21С 51/00, 1966.
2.Патент США Л 3581613, кл. 83-76, 1969 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многократного клеймения поверхности горячего проката на ходу | 1977 |
|
SU700225A2 |
| Устройство для многократного клеймения поверхности горячего проката на ходу | 1977 |
|
SU668739A2 |
| Устройство для клеймения | 1990 |
|
SU1813024A3 |
| АВТОМАТ ДЛЯ КЛЕЙМЕНИЯ И РАЗМЕТКИ ДЕТАЛЕЙ | 1967 |
|
SU216469A1 |
| Устройство программного управления сменой клейм в головках клеймовочной машины | 1983 |
|
SU1130423A1 |
| Автоматическая клеймовочная машина | 1987 |
|
SU1526869A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1993 |
|
RU2086325C1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ | 1992 |
|
RU2015767C1 |
| Устройство для клеймения деталей | 1977 |
|
SU725864A1 |
| Устройство для клеймения | 1982 |
|
SU1134256A2 |
