его симметрии н точка приложеиия активной нагрузки от гидроцилиндров.
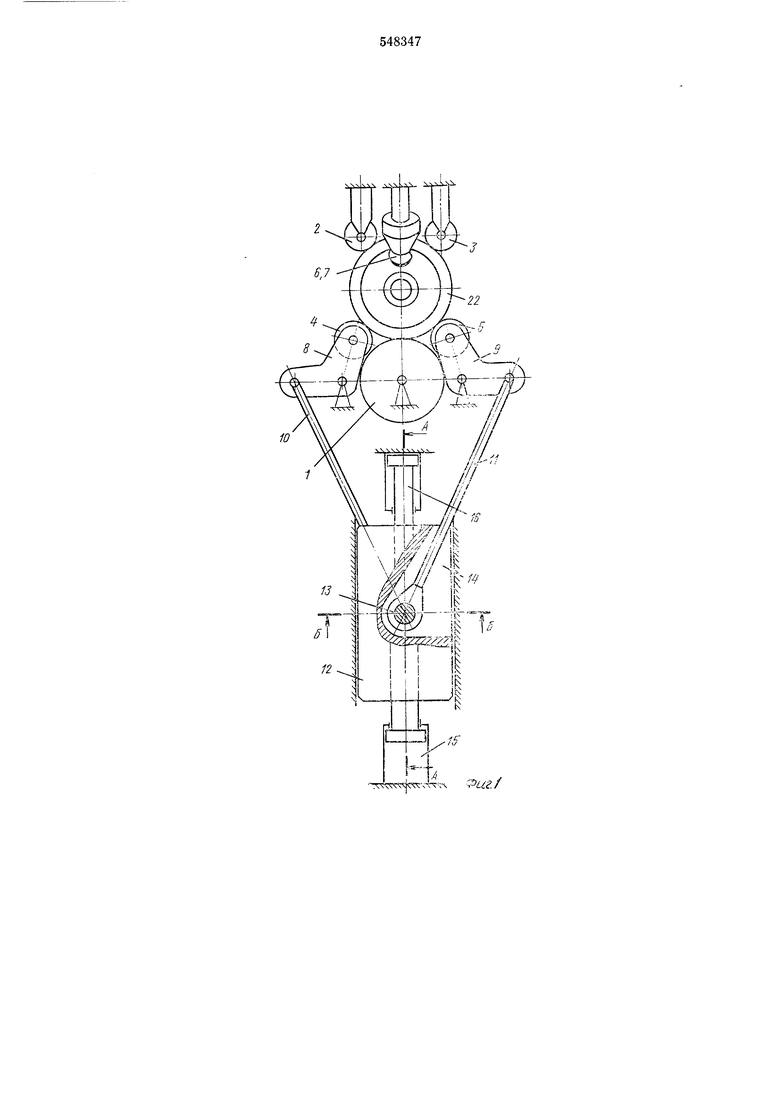
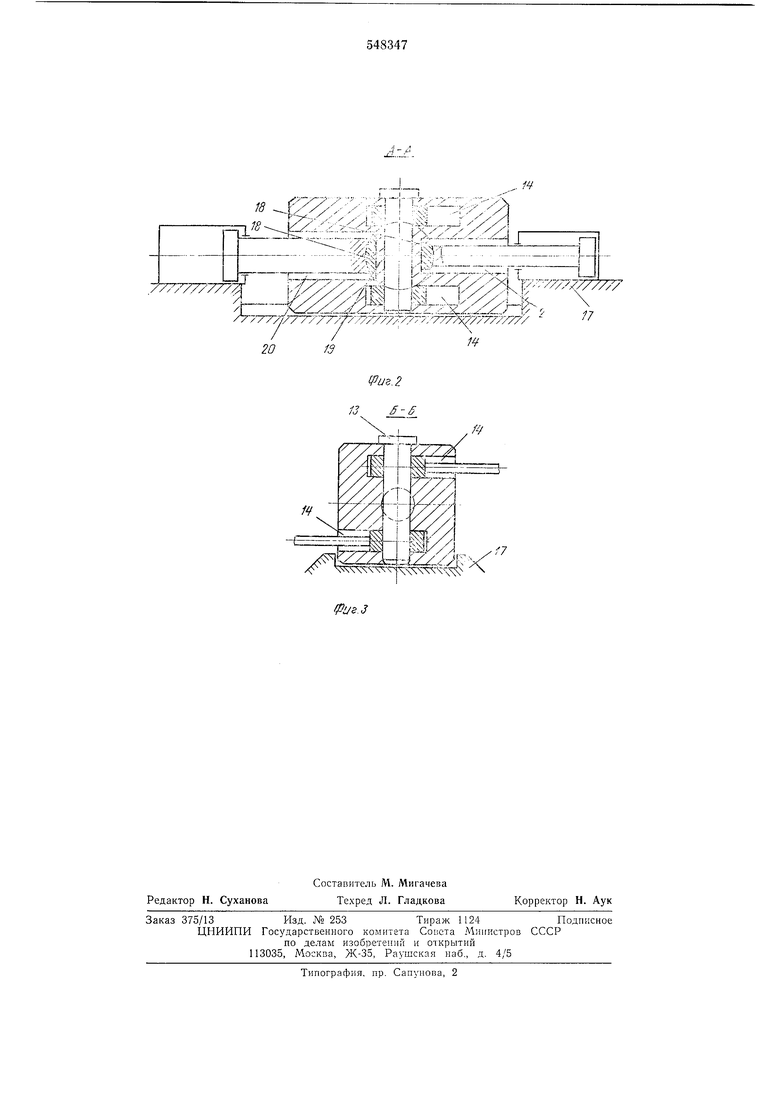
На фиг. 1 показан колесонрокатиый стан, вид в плане; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез ио Б-Б на фиг. 1.
Колесопрокатный стан имеет пять валков в горизонтальной плоскости - один главный валок 1, два нажимных валка 2, 3 и два направляющих валка 4, 5. В вертикальной плоскости стан снабжен двумя наклонными валками 6, 7. Наиравляющие валки смонтированы на поворотных рычагах 8, 9, которые при помощи тяг 10, 11 соедипены с ползупом 12. Ось 13 служпт щарниром, вокруг которого качаются тяги относптельпо ползуна, а карманы 14 обеспечивают кинематику качания тяги и ее монтаж на ось.
Гпдроцилиндры 15 п 16 соответственно прямого и обратного хода служат для перемещения нолзупа вдоль осп прокатки по направляющим станционарной станины 17.
Стан спабжеп шарппрнымн сегментами 18, центр оипсаппой сферической поверхности которых совпадает с центром п симметрии нолзупа. Сегменты соприкасаются сферическими новерхиостял1и со пттокамп цилиндров прямого и обратпого хода. Плоскими новерхностямн сегменты установлены па дне 19, которое образовапо прорезями 20 н 21. В прорезях размещены штоки гпдроцплпндров.
Толщина сегментов определяется диаметром гптока п усплнем гпдроцплнндра. Прн этом донускается иметь па каждом сегменте свой диаметр сферы. Одпако должно соблюдаться основное требоваппе - цептр всех сфер должен совпадать с центром тяжести ползуна.
Стан работает в следующей носледовательностп.
Все валки колесопрокатного стана разводят, для чего подают рабочую жпдкость в поргнневую нолость гндроцплнпдра 16 обратного хода. Рабочую полость гидроцилнпдра 15 прямого хода включают на слив рабочей жидкости. Шток цилиндра 16 передает усилие через сегмент 18 на иолзун 12, в результате чего носледний перемещается. Ползун через ось 13 перемещает за собой тяги 10 н 11, а иоследние нриводят во вращеппе рычаги 8 н 9. Направляющне валки 4 п 5 раскрываются.
В межвалковое пространство при помощи загрузочного устройства (не показано) подается заготовка 22. К последней подводят нажимные валки 2, 3 и оиускают верхний иаклопный валок 6. Включают привод вращения
валков 1, 6 и 7. Подают в иоршневую полоеть гидроцплиидра 15 рабочую жидкость. Шток этого гидроцилиндра упирается в шариириый сегмент 18 п, воздействуя па дно 19, перемещает ползун 12 вперед. Поскольку ползун песет ось 13, то п тяги 10 и 11 получают постунатсльиое движение вперед. Рычаги 8 и 9 поворачиваются в сторону заготовки 22 и направляющие валки 4, 5 вступают в контакт с
заготовкой. Начинается собственно ироцесс ирокатки колеса.
В процессе прокатки заготовка увелнчивается в диаметре, и.менно в это время необходимо строгое центрирование колеса относительпо иродольной оси стаиа, в протпвиом случае появляется искажеиие геометрических размеров, что ведет к доиолпительиым затратам при обточке колеса. Главиый валок 1, вращаясь, остается неиодвижиым отпосительио станины,
он выполняет роль оиоры для заготовки.
После получения задаппых размеров колеса двигатели стана останавливают, процесс прокатки прекращают. Все валкп разводят в исходпое положеппе. Готовое колесо убпрают
из межвалкового пространства. Цнкл повторяется.
Формула изобретения
Колесонрокатный стан с горизоптальиым
расположепием прокатываемой заготовки, содержащпй главиый валок, нажимные валки, нанравляющие валки, связанные с ползуном, и.меющим гидроцилиндры прямого и обратного хода, а также механнзм центрирования заготовки по осп стаиа, от л и ч а ю nui и с я тем, что, е целью повышения точности центрирования заготовкн для повышения качества колес, ползун выполнен с прорезями вдоль его оси, совиадающей с осью стана, штоки гидропилнидров прямого п обратиого хода размещены в прорезях ползупа, а механиз.м центрпроваиия заготовки по оси стапа выполнен в виде сферических сегментов, установлеиных ,свопл:и плоскими иоверхностями па дне прорезей ползуна и соприкасающихся своими сферическими поверхностями со штоками гидропилиндров ирямого и обратного хода, при этом центр онисанной поверхности сферических сегмеитов совмен1еп с пептром тяжести
п спмметр1п-1 ползуна.
Источник информации, припятый во вниманне Прн экспертизе:
1. Авт. св. №. 389872, кл. В 21П 1/04, 1971 (прототпн).
13
ll%l
iCf4
// if
N;1Л
IP
Ъ
иг. / 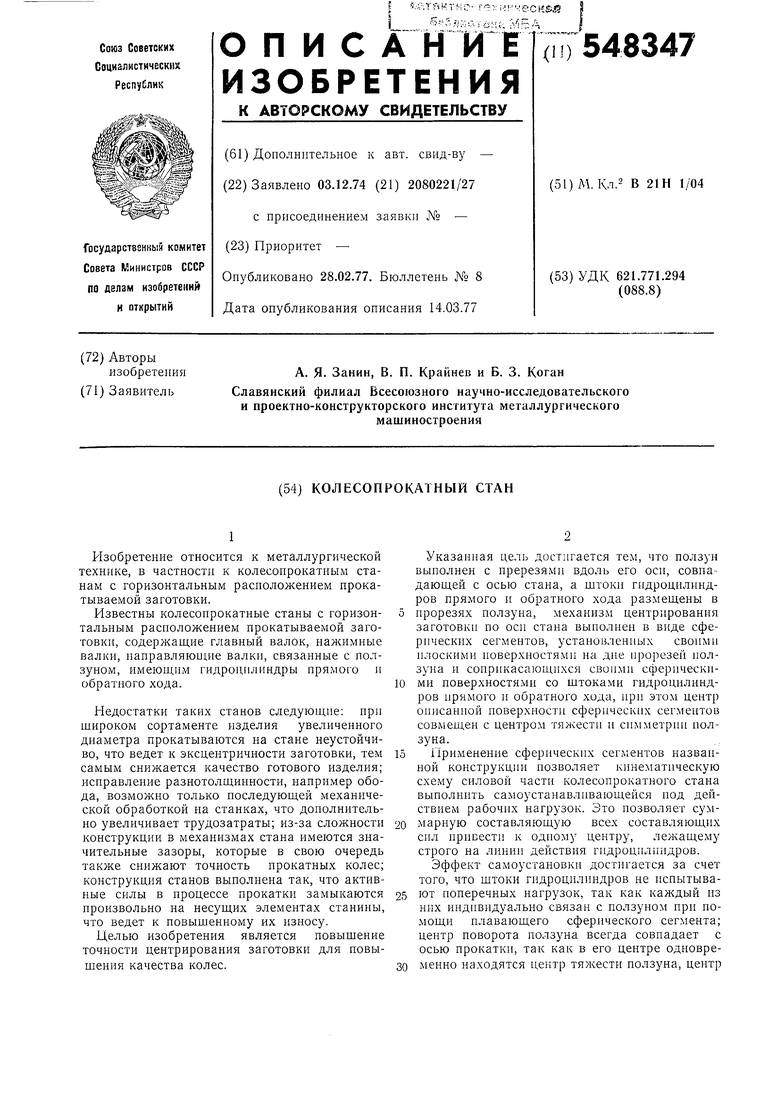
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ТИПА КОЛЕС | 1994 |
|
RU2073577C1 |
| Способ прокатки желзнодорожных колес | 1974 |
|
SU642059A1 |
| Способ прокатки железнодорожных колес | 1985 |
|
SU1442310A1 |
| Колесопрокатный стан | 1969 |
|
SU275039A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Способ прокатки железнодорожных колес и устройство для его осуществления | 1987 |
|
SU1491603A1 |
| Способ получения заготовок изделий типа железнодорожных колес | 1989 |
|
SU1682021A1 |
| Способ прокатки железнодорожных колес | 1992 |
|
SU1831401A3 |
| Способ прокатки железнодорожных колес | 1978 |
|
SU721201A1 |
| Способ получения заготовок типа тел вращения | 1982 |
|
SU1225656A1 |