Известен колесопрокатный стан с гориэовт,альным расположением прокатываемой заготовки, включающий два наклонных валка смонтированных в неподвижной станине, два вертикальных нажимных валка, установленных подвижно, и подвижную каретку с приводным главным валком.
Предлагаемый колесопрокатный стан отличается тем, что для обеспечения равномерных обжатий между валками,улучшения центрирования заготовки в процессе прокатки и повышения качества прокатываемых изделий стан снабжен дополнительно вторым главным валком, размещенным на поцвижной каретке рядом с приводным главным
валком, а нажимные подвижные валки смонтированы независимо друг относительно другй на отдельных ползунах.
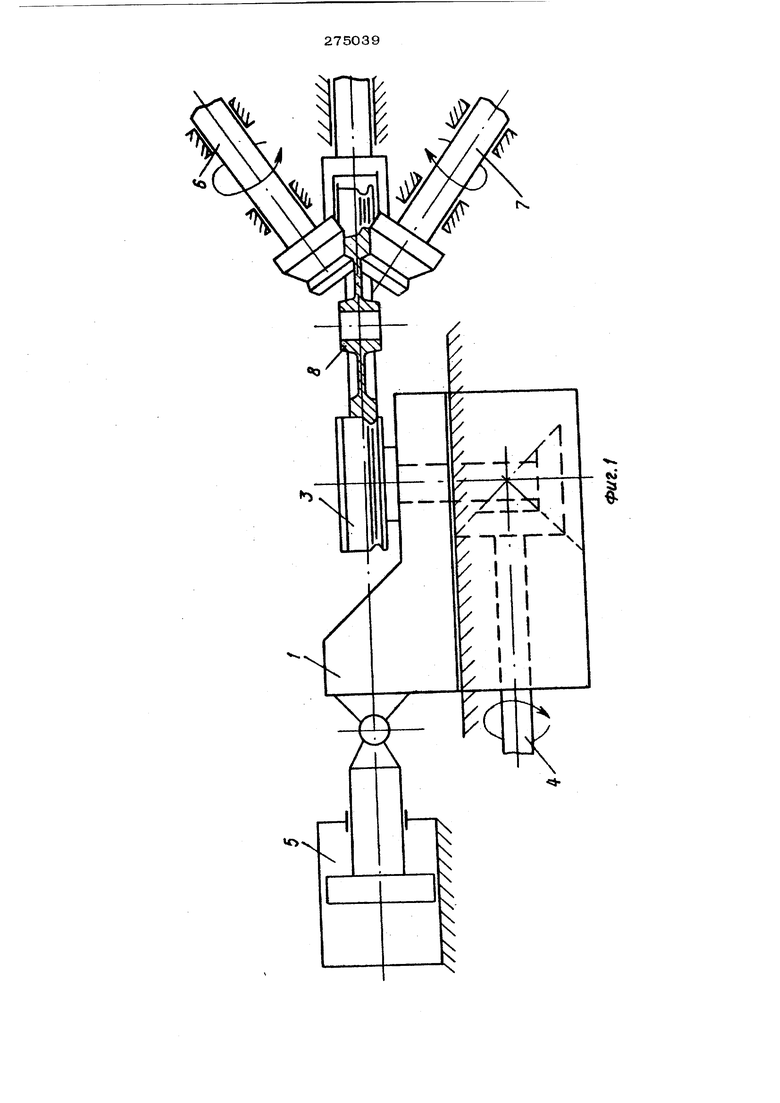
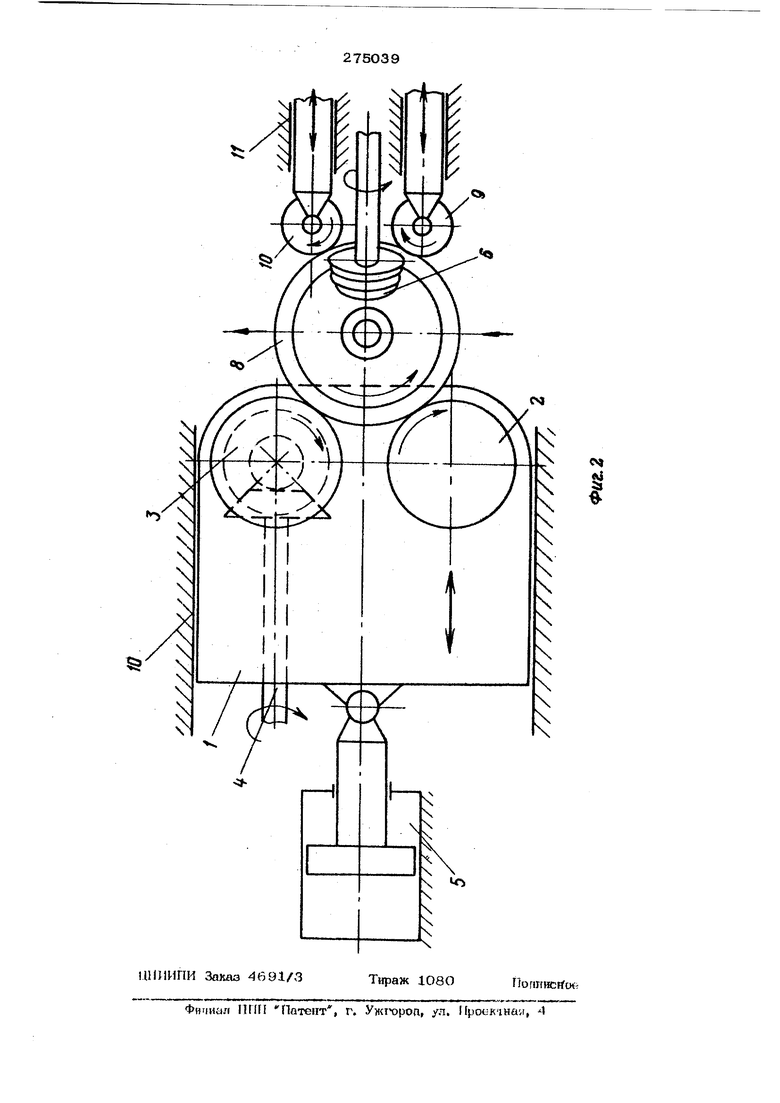
На фиг. 1 изображен стан, обший вид; на фиг. 2 - то же,вид в плане.
Колесопрокатный стан содержит подвижную каретку 1, на ксугорой смонтированы Главные валки 2 и 3. При этом валок 2 выполнен холостым, а валок 3 привош1ым от индивидуального гфивоца через папопровод4
Каретка перемещается гидроцилиндром 5. Стан, кроме того, имеет приводные верхний 6 и нижний 7 наклрнные валки, которые формуют внутреннюю и боковые поверхности колеса 8. Выкатка поверхности катания производится холостыми нажимными валками 9 и 1О. Стан имеет одну общую станину 11. на базе которой монтируются «все узлы. Каретка 1 выполнена подвижной относительно станины. Валок 7 зафиксирован в станине 11 и не имеет никаких перемещений. Валок 6 совершает только качательное движение вверх- вниз при задаче и выдаче заготовки. Валки 9 и Ю выполнены подвижными независимо друг относительно друга. Главный валок 2 может быть холостым или привоцным.
Стан работает следующим образом.
В исходном положении все валки стана разведены, Гидроцилинцром 5 каретка I подается вперец в сторону прокатываемого колеса 8. Нажимные валки 9 и 1О также подводят к колесу 8, Затем включают двигатели всех приводных валков стана. Одновременно опускают вниз верхний наклонный ва-
лок 6. с этотч момевта начинается проквт ка колеса 8. Наклонные валки 6 н 7 форми руют внутренний 9 боковой профиль колеса. Нажимные валки 9 в 1О и главные 2 и § производят выкатку поверхности катания колеса 8. Сначала обычно выкатывают поверхность катания, а затем проиэвопят прокатку колеса по диаметру ао нужных размеров, а затем полировку колеса,
Формула изобретения
Колесопрокатный стан с горизонтальным расположением прокатываемой заготовки,
включающий ова наклонных валка, смонтированных в непоовижной станине, два вертикальных нажимных валка, установленных по(Ьвижно, и подвижную каретку с привошшм главным валком, отличаю, шийся тем, что, с целью обеспечения равномерных обжатий между валками, улучшения центрирования заготовки в процессе прокатки и. повышения качества прокатываемых изделий, стан снабжен дополнительно вторым главным валком, размещенным на подвижной каретке рядом с приводным главным валком, а нажимные подвижные смонтированы независимо друг относвтельно друга Hia отдель ных ползунах.
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки железнодорожных колес | 1985 |
|
SU1442310A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ТИПА КОЛЕС | 1994 |
|
RU2073577C1 |
| Способ прокатки железнодорожных колес | 1981 |
|
SU978991A1 |
| Способ прокатки железнодорожных колес и устройство для его осуществления | 1987 |
|
SU1491603A1 |
| Способ прокатки желзнодорожных колес | 1974 |
|
SU642059A1 |
| Колесопрокатный стан | 1974 |
|
SU548347A1 |
| Способ формовки заготовок колес | 1986 |
|
SU1449236A1 |
| Способ прокатки изделий типа тел вращения | 1986 |
|
SU1458056A1 |
| Способ получения заготовок изделий типа железнодорожных колес | 1989 |
|
SU1682021A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОКАТАНЫХ КОЛЕС | 1991 |
|
RU2010654C1 |