отключения рабочего напряжения на электродах.
Способ осуществляется на стационарной электрохимической установке. В контейнере устанавливаются обрабатываемая деталь и электрод-инструмент.
В межэлектродный зазор подастся элект)олит под давлением 4-7 кгс/см-. Обработку производят при иапряженип источника питания 10-18 В в течеи)е заданиого времени. В качестве электролитов ирименяются растворы солей, например, хлористого или азотнокислого натрия ири температуре 20-40С. Элсктроду-инструмснту сообн1аются вибри ПЮ11и1С движения в наиравленни рабочей иодачи. Обработка производится с иостоянной скоростью подачи электрода или ио дискретной схеме восстановления межэлсктродиого зазора (с «ош,уиыванпем). В местах образо1 ави1и.ся «неиромывов или иопадаиия токоиенроводяишх частиц возможио сои Л1косновсние электрода и обрабатываемой детали. При этом ироисходнт уменьп1епие амнлитуды вибраиии электрода, что и ирииимается в качестве oirиала для отключения рабочего напряжения.
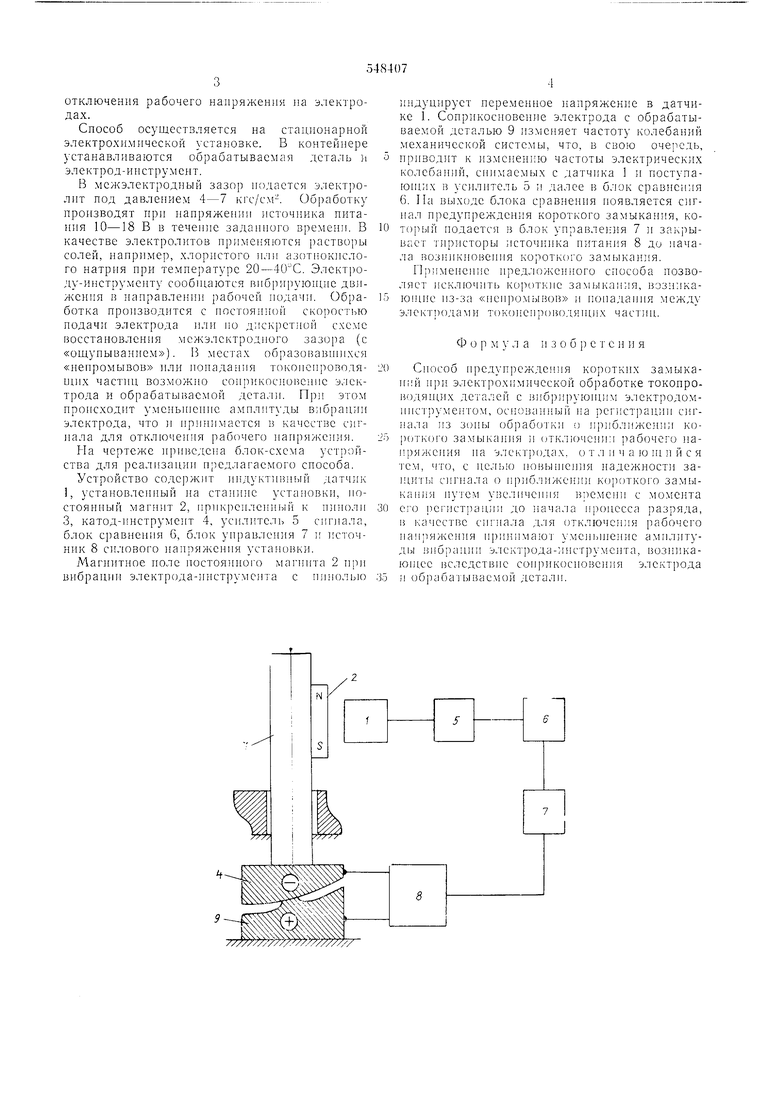
На чертеже приведена блок-схема )йства для реализации предлагаемого способа.
Устройство содержит иидуктивиый датчик 1, устаиовлеппый па станине устаиовкп, постоянный магнит 2, нрикреилепный к ииноли 3, катод-инструмент 4, усилитель 5 сигиала, блок сравнения G, блок уиравления 7 и источник 8 СП.ТОВОГО паиряжеиия установки.
Магнитное поле постоянпого магиита 2 при вибрации электрс да-инструмента с иииолыо
индуцирует переменное )1аиряжеппе в датчике 1. Соприкосновение электрода с обрабатываемой деталью 9 изменяет частоту 1чолебаний .механической системы, что, в свою очередь,
ириводит к пзмс1 е1ппо частоты электрических колебаний, снимаемых с датчика 1 и поступающих в усилитель 5 и далее в блок сравнения 6. На вых(де блока сравнения иоявляетея сигнал иредун|1еждсния короткого замыкания, который подается в блок управлошя 7 )i за1 тывает тиристоры источника иитания 8 до иачала возпикиовеиия короткого замыкания.
Нр 1мепеиис иредложенного сиособа иозволяет исключить короткие замыкаиия, вэзиикающие из-за «неиромывов и нонадаиия между электродами токопеироводяпиьх част и и.
Ф о р м у л а и 3 о б р е т е и и я
Сиособ иредупреждеиия коротких замыкаиий при электрохимической обработке токопроводяиигх деталей с вибрируюииш электродомииструментом, основанньп па регистрации из зоиы обработк о )1ближении короткого замыкаиия и отключении {табочего наи|)яжения на э,1сктродах, отличающийся 1см, что, с иелью новыи1еиия надежиости заиипы сигиа.та о ириближепии короткого замыкаи11Я путем увсличе1П1я времени с момепта
его решстрации до нача.та процесса разряда, в 1чачсствс сигиала для отключения рабочего иаиряжения ири имают умешииеиие амнлитуды вибраиии элС трода-инструмеита, возиикаюи1,ее вследствие соирикосиове1 1 я электрода
и обрабатываемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования межэлектродного зазора при размерной электрохимической обработке | 1978 |
|
SU828534A1 |
| Устройство для регулирования межэлектродного зазора при размерной электрохимической обработке | 1979 |
|
SU887108A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| Способ предупреждения коротких замыканий при размерной электрохимической обработке | 1975 |
|
SU891295A1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| Устройство для защиты электродов-инструментов от коротких замыканий | 1985 |
|
SU1364420A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 1967 |
|
SU424913A1 |
| Датчик касания электродов | 1977 |
|
SU618235A1 |
| Устройство для электроэрозионного легирования | 1984 |
|
SU1271692A1 |
| Электроэрозионный станок | 1981 |
|
SU963786A1 |
