1
Известны способы электрохимической обработки тел вращения, согласно которым обрабатываемое изделие получает вращение с постоянной угловой скоростью, а процесс обработки ведут при постоянном протекании электрического тока в среде электролита, подаваемого в рабочую зону.
Особенностью предложеппого способа является дискретная подача рабочего напряжения на электроды, т. е. подача напряжения только в те моменты времени, когда в зоне обработки находятся выступающие участки профиля, обусловленные исходной погрешностью геометрии заготовки и ее базировапия с предварительным зондированием рабочего промежутка высокочастотным сигналом с последующей демодуляцией и выделением переменной составляющей, отрицательной полуволной которой замыкают рабочую цепь.
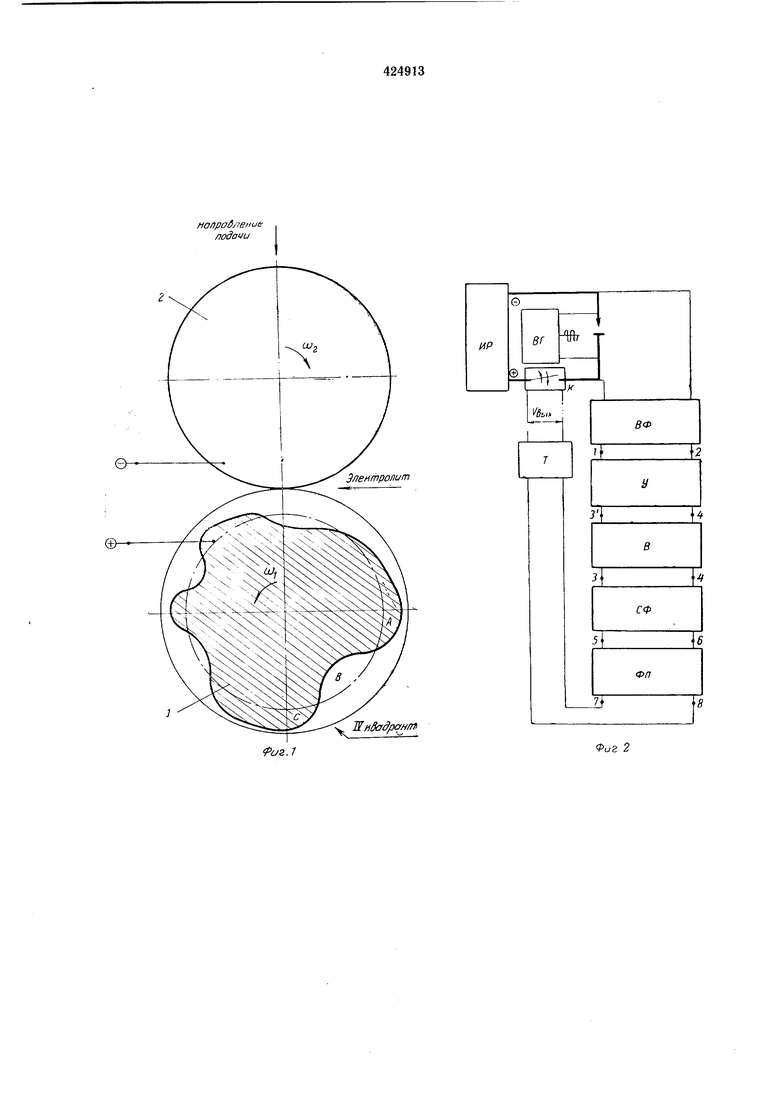
На фиг. 1 представлена принципиальная схема предложенного способа; на фиг. 2 - блок-схема управления источником рабочего напряжения; на фиг. 3 - графики, поясняющие работу блок-схемы.
Обрабатываемая заготовка 1, находящаяся под положительным потенциалом по отношению к электроду-инструменту 2, вращается с угловой скоростью соь а электрод - инструмент 2 имеет угловую скорость wzБлок-схема управления источником рабочего напряжения ИР (фиг. 2) обеспечивает включение его только в момент времени, когда в зоне обработки находятся подлежащие
удалению выступающие участки заготовки.
Графики, представленные на фиг. 3 для пояснения работы блок-схемы, соответствуют обработке профиля заготовки, изображенного в IV квадранте.
На электроды, помимо рабочего напряжения источника питания ИР (фиг. 2), подается вспомогательпый высокочастотный сигнал В Г. При этом ИР может быть как источником постоянного тока, так и импульсным. В последнем
случае частота высокочастотного генератора вр должна быть значительно больще частоты рабочего напряжения, , т. е. /gp /„р Высокочастотный фильтр (ВФ) пропускает
без затухания только частоту /gp .
При вращении заготовки со скоростью coj напряжение на выходе фильтра будет модулировано по амплитуде пропорционально величипе рабочего промежутка (фиг. За).
После усиления в усилителе У и выпрямления в выпрямителе В напряжение Us-t, будет иметь вид, представленный на фиг. 36. На выходе сглаживающего фильтра (СФ) напряжение (/5-6 будет иметь вид, представленный на
фиг. 36.
После прохождения через фильтр (ФП), пропускающий только переменную составляющую, напряжение f/y-s будет иметь вид, представленный на фиг. 3. При этом, очевидно, средняя линия на фиг. 3 будет соответствовать некоторой средней линии, относительно которой происходит развертка профиля обрабатываемой детали.
На фиг. 1 такой линией будет штрих-пунктирная окружность, разделяющая обрабатываемый профиль на условные зоны «впадии и «выступов.
Если высокочастотный источник имеет значительное внутреннее сопротивление, положительные значения t/v-s соответствуют «впадинам заготовки, отрицательные - «выступам. Следовательно, подача рабочего напряжения на электроды должна осуществляться в те моменты времени, когда i/Vy-s отрицательно.
Напряжение t/r-s прямо или через какоелибо устройство, например триггер Т, подается на ключ К, управляющий подачей рабочего напряжения на электроды.
Вследствие этого рабочее напряжение подается только в те моменты времени, когда в зоне обработки находятся «выступы детали. По мере удаления «выступов амплитуда напряжения f/7-8 все более уменьшается. При профиле детали, стремящемся к идеальной окружности, напряжение t/7-8 стремится к пулю. Ключ К при этом остается разомкнутым и обработка прекращается. Особенно эффективно применение предлагаемого способа при обработке тел вращения из труднообрабатываемых материалов. Форма кривой напряжения t/7-8 целиком и однозначно определяется только профилем обрабатываемой заготовки и совершенно не зависит от любых возмущений, возникающих в процессе обработки. Следовательно, работа устройства, обеспечивающего подачу рабочего напряжения на электроды в
соответствующие моменты времени, также определяется только профилем заготовки и не зависит от таких факторов, как изменение нараметров электролита, колебаний напряжения сети, площади обрабатываемой поверхности,
и т. д.
Указанная отличительная способность предложенного способа позволяет значительно иовысить точность обработки и снизить расход электроэнергии за счет снижения до минимума необходимой величины припуска на обработку.
Предмет изобретения
Способ электрохимической обработки тел
вращения при протекании электрического тока в среде электролита, отличающийся тем, что, с целью повышения точности и производительности процесса обработки и уменьшения до минимума необходимой величины припуска, подачу рабочего напряжения на электрод осуществляют только в те моменты времени, когда в зоне обработки находятся выступающие участки профиля, обусловленные исходной погрешностью геометрии заготовки и ее
базирования; причем предварительно нроизводят непрерывное зондирование рабочего промелсутка высокочастотным сигналом малой мощности с последующей демодуляцией и выделением переменной составляющей, отрицательные промежутки которой непосредственно или через какое-либо устройство замыкают рабочую цепь.
напрабленик
Риг.1
0
hfr Т
ИР
ВФ
Фиг 2
А
uj,t
Us-s
,i
Средняя миниЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимического формообразования регулярного рельефа | 1990 |
|
SU1775249A1 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| Способ электрохимической обработки с последующей электроэрозионной калибровкой | 1978 |
|
SU751552A1 |
| Способ алмазно-электрохимического шлифования | 1980 |
|
SU1000207A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2004 |
|
RU2257981C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |

7-8
UJ, t
JOHO А
ЗоноВ
