« J 7
Фиг.1
тока, протекает ток сверх допустимой величины. Возрастание тока регист- риуется датчиком тока 7, который свя- аан с усилительно-преобразовательным блоком 6 и блоком управления 9. В этом случае блок 6 отключает источник технологического тока 5, а блок управления 9 - источник 8 тока повышенного напряжения. В случае возникновения коротких замыканий, которые в первую очередь происходят в зоне расположения электрода-зонда 3, происходит повреждение злектрода-эонда 3, т.к. он обладает по сравнению с обрабатываемой деталью более низкой температурой плавления. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| Способ защиты от коротких замыканий при электрохимической размерной обработке | 2021 |
|
RU2768409C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Устройство для электроэрозионной обработкипРОВОлОчНыМ элЕКТРОдОМ-иНСТРуМЕНТОМ | 1979 |
|
SU837705A1 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ предупреждения коротких замыканий при размерной электрохимической обработке | 1975 |
|
SU891295A1 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| Устройство для электрохимической обработки | 2015 |
|
RU2623949C2 |
| Способ электроэрозионной обработки детали из токопроводящей керамики на автоматизированных вырезных станках с ЧПУ | 2016 |
|
RU2629578C2 |
Изобретение относится к устройству для защиты электродов-инструментов от коротких замыканий при электрохимической обработке деталей типа тел вращения. Целью изобретения является повышение эффективности защиты электродов-инструментов от коротких замыканий. Устройство содержит электрод-инструмент, в который изолированно от- него встроен электрод-зонд, подключенный к источнику технологического тока повышенного напряжения, величина которого а 20-25% превьш1а- ет номинальное напряжение источника технологического тока, к которому подключен электрод-инструмент. Рабочая поверхность электрода-зонда выполнена заподлицо с рабочей поверхностью электрода-инструмента и покрыта сплавом с температурой плавления не выше , При уменьшении межэлект- тродных зазоров менее допустимых зна- с чений в электрической цепи, соединя- ющей электрод-зонд 3 с источником 8 Л
Изобретение относится к электрофизическим и электрохимическим методам .обработки, в частности к устройству для защиты электродов-инструментов от коротких замыканий при злек трохимической обработке деталей типа тел вращения.
Целью изобретения является повьпие- ние эффективности защиты от коротких замыканий.
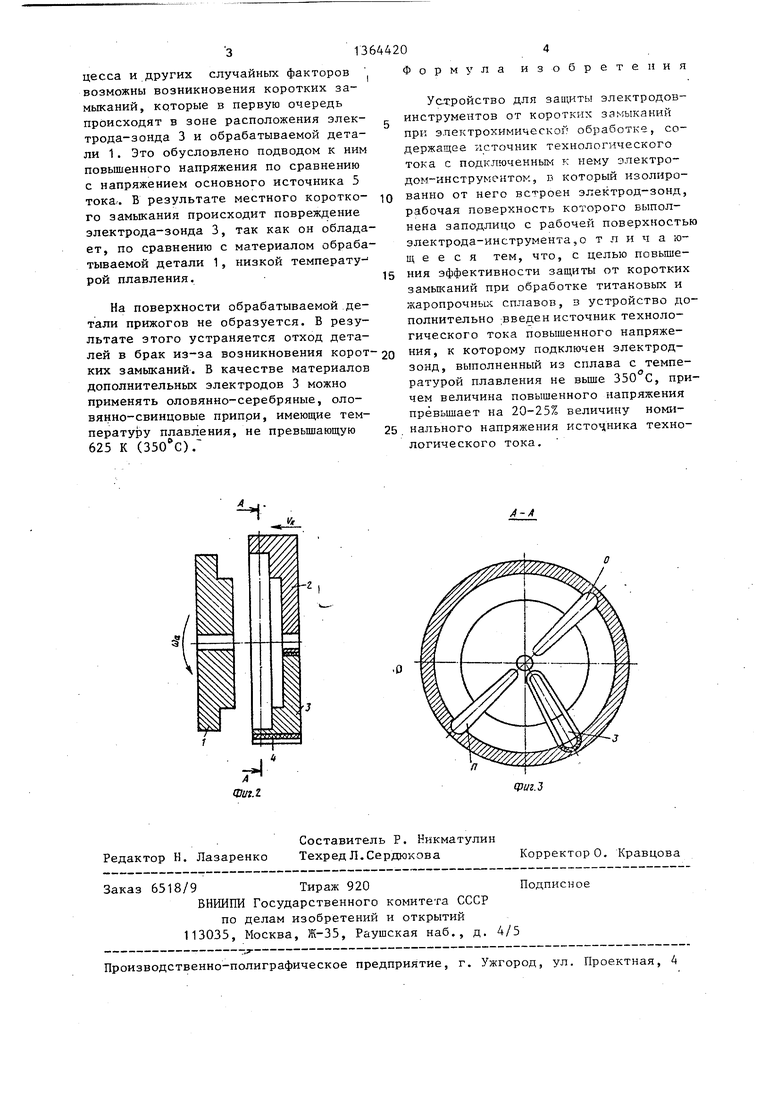
На фиг. 1 изображена блок-схема устройства; на фиг. 2 - конструкция электрода-инструмента с электродом- зондом; на фиг. 3 - разрез А-А на фиг. 2.
Устройство содержит обрабатываемую деталь 1, электрод-инструмент 2, электрод-зонд 3, выполненный из спла за с низкой температурой плавления, не превышающей 350°С, изоляцию 4 электрода-зонда, источник 5 технологи-(. ческого тока, усилительно-преобразовательный блок 6, датчик 7 тока, ис- точник 8 тока повышенного напряжения блок 9 управления. Обрабатываемая деталь 1 и электрод-инструмент 2 через усилительно-преобразовательный блок 6 соединены, с источником 5 техноло- гического тока. Электрод-зонд 3 изолирован от электрода-инструмента 2 изоляцией 4 и совместно с деталью 1 через блок 9 управления соединен с источником 8 повьш1енного напряжения. Датчик 7 тока встроен в цепь, сое- диняющую электрод-зонд 3 с источником 8 тока повьппенного напряжения, и соединен с усилительно-преобразовательным блоком 6, встроенным в элект рической цепи основного технологического тока.
Предлагаемое устройство работает следующим образом.
Обрабатываемую деталь 1 приводят во вращение с угловой скоростью со„, а электрод-инструмент 2 перемещают к детали 1 со скоростью подачи V. Электролит в межэлектродное пространство вводят через подводящую щель П, а отводят из него через отводную щель 0. В процессе формообразования детали удаление припуска осуществляется посредством тока, протекающего через катод-инструмент 2 и электрод- зонд 3. Напряжение, подводимое к детали 1 и электроду-зонду 3 от источ-- ника 8 тока,превьш1ает напряжение, подводимое к электродам от источника 5 технологического тока на 20-30% в зависимости от электрического сопротивления сплава электрода-зонда 3 и конструктивных особенностей обрабатываемой детали 1 и электрода-инструмента 2. При необходимости в электрод-инструмент 2 могут быть встроены несколько электродов-зондов 3. При уменьшении локальных межэлектродньк зазоров менее допустимых значений в электрической цепи, соединяющей электрод- зонд 3 с источником 8 тока, протекает ток сверх допустимой величины. Это возрастание тока регистрируется датчиком 7 тока, который передает сигналы об увеличении тока в усилительно-преобразовательный блок 6 и блок 9 управления. В этом случае усилительно-преобразовательный блок 6 отключает источник 5 технологического, тока, а блок 9 управления - источник
8 тока повышенного напряжения. I .,
Во время обработки детали из-за
неправильно выбранных режимов процесса и других случайных факторов возможны возникновения коротких замыканий, которые в первую очередь происходят в зоне расположения электрода-зонда 3 и обрабатываемой детали 1. Это обусловлено подводом к ним повышенного напряжения по сравнению с напряжением основного источника 5 тока,. В результате местного короткого замыкания происходит повреждение электрода-зонда 3, так как он обладает, по сравнению с материалом обрабатываемой детали 1, низкой температу- рой плавления.
На поверхности обрабатываемой детали прижогов не образуется. В результате этого устраняется отход деталей в брак из-за возникновения корот кик замыканий. В качестве материалов дополнительных электродов 3 можно применять оловянно-серебряные, оло- вянно-свинцовые припри, имеющие температуру плавления, не превьшающую 625 К ().
20
Фор
мула
изобретения
0
5
о 5
Устройство для защиты электродов- инструментов от коротких aahibiKaHHft при электрохимической обработке, содержащее источник технологического тока с подключенным к нему электродом-инструментом , в который изолированно от него встроен электрод-зонд, рабочая поверхность которого выполнена заподлицо с рабочей поверхностью электрода-инструмента,о т л и ч а ю- щ е е с я тем, что, с целью повышения эффективности защиты от коротких замыканий при обработке титановых и жаропрочных сплавов, з устройство дополнительно ;введен источник технологического тока повышенного напряжения, к которому подключен электрод- зонд, выполненный из сплава с температурой плавления не вьше 350 С, причем величина повышенного напряжения превышает на 20-25% величину номинального напряжения источника технологического тока.
-А
| УСТРОЙСТВО для ПОДДЕРЖАНИЯ ПОСТОЯННОГО | 0 |
|
SU205491A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
