Изобретение относится к устройствам для транснортирования деталей в зону обработки или Fia сб(). Оно , быт1) исиользовапо в любо отрасли маншностроеиия, в приборостроении и, в ЧаСТИОСТИ, в чаСОВО ИрОМЬ И ЛОНиости.
Известны струйные захваты для транспортирования нлоских деталей, содержаи ие кориус с центральным отверстием для нодвода сжатого воздуха и смонтироваиные пй pa6o4ei i новерхностн захвата утоиа1ош;|;е ограничитсл ные итнфты, расноложеиные но контуру детали.
Иедостатком известнвтх crpyinnjx захватов является то, что опи применяются лишь для захвата и транеиортировання нлоскнх детале, ирсдвар ггельно сориентированных и вписывающихся в KOHTNp, ограниченный утоиаюпи1МИ iHTiHJrraMn.
Целью изобретения является обесиечеиие 503.ожиости углового ориентирования нри авто латическо в зону обработки удерживаемых в иотоке истекаюи сч во дуии10| | струи деталеГ но раси(). на их на)ужис)й 1И)верхности геометрическим иризиакам ориептапп.
Зто достигается тем, что отверстие для иодвода сжатого расположено SKCiiCHTрично но oTHOHicHHio к зоне дв1жеиия детали. Кр(кме того, иа рабочеГ новерхноети захвата
выполнена, по крайней мере, одна внадила, не сообн1аюиитяся с упомянутым отверстием.
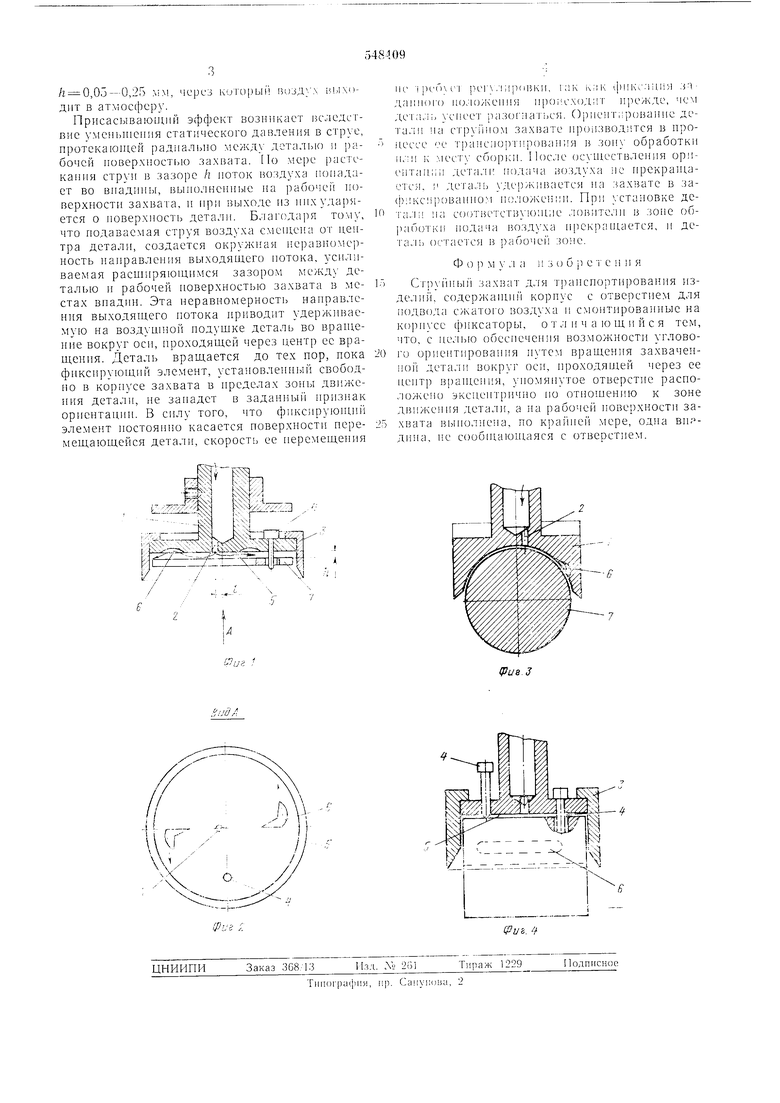
Па фиг. 1 схематично ноказаи ст;)уйный захват д, плоских дета.лей, разрез; на фнг. 2- ;:1:Д г.о erpe.iKc . на фиг. 1; иа фиг. 3 и 4 - етр чьЧ:,п захват для детале типа тел враньепи я.
Захват состоит из корпуса 1 с экспептричпо выпо, иеп1;1 г ; отверетием 2 для нодвода сжатого воздуха, подпр жипеппых боковых ограiiiiniiTe.ieii 3 и ф.иксируюпикх элемептов 4, подв 1 чПьк в паи 1авлеипи, перпепдик лярпом рабоче; 1 поверхности 5 захвата. Иа рабочей поверхности захвгпа выиолпень 6.
Работает захват следующпм образом.
(.жатый воздух подается в отверстие 2. Ст;уйиь Й захг;ат подводят к деталям 7. которые находиться в пакоиителе В1:бробункеМ ил;: к :.и1газине ii имет); нервпч;1ую орпеп:,:и г, .кобой Ta;ie иавалом. Ири подвоinoro захвата к деталям: фикепруюпип 4 и О1;1аи;;ч;:тел : 3 утапливаютея до пока рабочс иове;1хностьн) задета,ibKi i;e останется 1М1сстояние, на пачипает ппояв, аэродппамшефект и дета,:ь 7 нодве;ми ется npncaciii - дейст;5ик1 cTpyiL Деталь подппма х до тех пор, пока lieio i запе об;м13 -отся о;;педелеппы11 зазор
/j 0,03-0,25 .i, через кого|)Ы| iu) )) ДПТ в атмос()сру.
Присасывающий эффект возникает вследствие у-меньи1еиия статического давления в струе, протекакицей радиалыю деталью и рабочей иовер.ност1 ю захвата. По мере 1)астекаиия струи в зазоре h поток воздуха попадает во виадииы, выиолнеииые иа рабочей иоверхности захвата, и при выходе из иихлда ется о иоверхиость детали. Благодаря тому, что иодаваемая струя воздуха смеи1,еиа от центра детали, создается окружная неравномерность наиравления выходящего потока, усиливаемая расширяющимся зазором между деталью и рабочей иоверхностью захвата в местах впадин. Эта неравномерность нанравлення выходян1,его потока приводит удерживаемую на воздуипюй иодушке деталь во враи1,ение вокруг оси, проходящей через центр ее вращения. Деталь вращается до тех пор, пока фикснрующпй элемент, установленный свободно в корпусе захвата в пределах зоны движения детали, не западет в заданный нризиак орпептации. В того, что ф1п сируюии1Й элемент ностоянно касается поверхности перемещающейся детали, скорость ее перемещеипя
И1 р(о i;-i pei .injifniKH, iai , з-ь даиисио и(х1ожеиия () ире/кде, чем дет;к: :, разогнаться. Ориоггмроваиис детали на cTpyirriOM захвате иропзвод;тся в нроиессе ее трансиортпроваиия в зону обработки или i; месту сборки. Пос.пе осун1ествления ориeiiTaniiii детали иодача возду.ха не нрекрап1,аотся, ) дета; ь у;1.ер/1 1П ается иа .захвате в за(j):iKciip)BaHHOM иоложении. При становке дет;1.т; иа соответствуюпще ;и)вптели в зоне обработки подача воздуха прекращается, и дета л i) ()(.
ныи захват для транспортирования изделий, содержании корпус с отверстием для подвода сжатого и смонтированные на корнусе фиксаторы, отличающийся тем, что, с целью обеспечеиия возможности углового ориентирования нутем вращения захваченiioii детали вокруг оси, проходяи1ей через ее центр , уномяпутое отверстие расположено экспентрично по отпощению к зоне движения детали, а на рабочей иоверхностн захвата вынолнена, по к)айней мере, одна внад1П а, не сооб1паюпи1яся с отверст 1ем.
г4. 1 ч 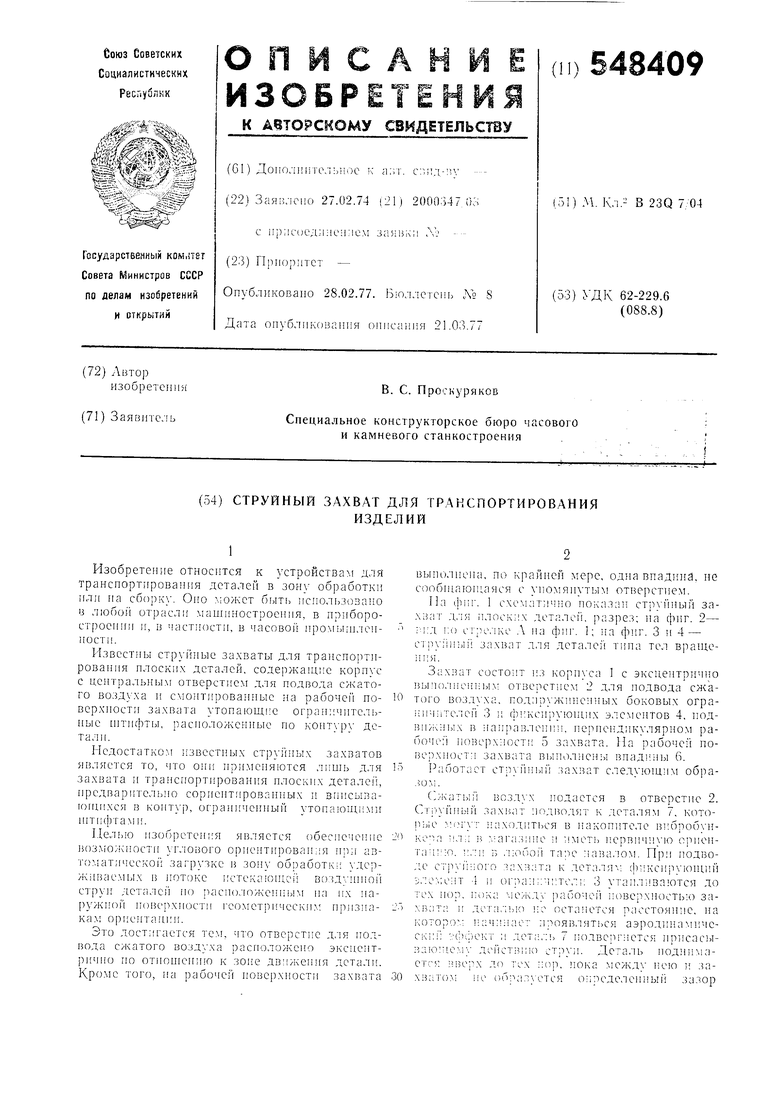
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для односторонней доводки плоских поверхностей деталей | 1978 |
|
SU743850A1 |
| Устройство для ориентирования плоских деталей | 1986 |
|
SU1382547A1 |
| Способ ориентации асимметричных деталей и устройство для его осуществления | 1986 |
|
SU1373518A1 |
| Протяжной станок | 1976 |
|
SU639665A1 |
| Устройство выгрузки деталей | 1984 |
|
SU1227415A1 |
| Пневматический захват | 1979 |
|
SU781020A1 |
| Устройство для обработки торцовых кромок зубьев цилиндрических зубчатых деталей | 1985 |
|
SU1389951A1 |
| Бункерное загрузочное устройство | 1981 |
|
SU973304A1 |
| Устройство для поштучной загрузки деталей в рабочий орган станка | 1986 |
|
SU1371855A1 |
| ВИБРОБУНКЕР | 2000 |
|
RU2173662C1 |
