(54) СПОСОБ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть для вибрационной прокатки | 1977 |
|
SU707623A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| Устройство для регулирования поперечной разнотолщинности полосы | 1976 |
|
SU686794A1 |
| Устройство для регулирования профиля межвалкового зазора четырехвалковой прокатной клети | 1985 |
|
SU1324698A1 |
| Способ прокатки профилей | 1986 |
|
SU1382561A1 |
| ПРОКАТНАЯ КЛЕТЬ "КВАРТО" | 2018 |
|
RU2699489C1 |
| Рабочая клеть прокатного стана | 1981 |
|
SU959858A1 |
| ПАТЕНТНС-КХШГ^'НБИБЛИОТЕКА | 1971 |
|
SU305929A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2392073C2 |
Известен способ прокатки металлов с помощью вибрационных колебаний, которые прикладывают к рабочим валкам клети в вертикальной плоскости путем вращения многогранного опорного валка 1. Недостаток этого способа заключается в том, что при вращении многогранного опорного валка возникают значительные динамические усилия, воздействующие на рабочей клети.
Известен способ прокатки металлов, при котором для регулирования толщины и профиля проката к валкам прикладывают в вертикальной плоскости цилиндрически меняющиеся усилия с переменной в функции толщины металла частотой 2. Недостаток данного технического решения заключается в том, что энергосиловые параметры процесса прокатки снижаются незначительно, а товарный вид готовой продукции ухудшается.
Известен способ прокатки металла, при котором усилия для регулирования прикладывают к валкам в горизонтальной плоскости 3. Однако и этот снособ прокатки пе обеспечивает получения готовой продукции высокого качества.
Для устранения указанных выше недостатков предложен способ прокатки с помощью вибрационных колебаний, приложенных к валкам в горизонтальной плоскости, при котором колебания прикладывают одновременно к
верхнему н нижнему валкам с относительныл. сдвигом фаз колебаний на величину их полупериода.
Это позволяет снизить энергосиловые параметры процесса прокатки и повысить качество проката.
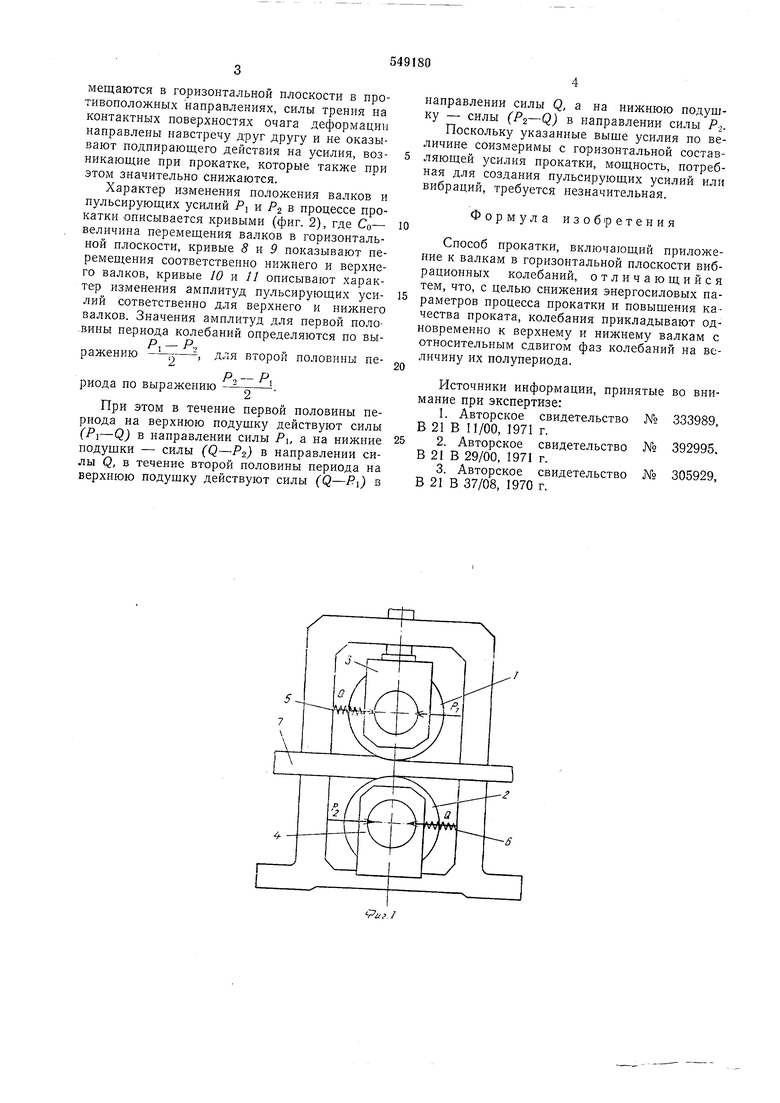
На фиг. 1 показана схема прокатного стана для реализации описываемого способа; нл фиг. 2 - кривые изменения положения валков в горизонтальной плоскости и прикладываемых к ним колебаний.
Прокатка металлов в соответствии с описываемым способом осуществляется на прокатном стане, включающем верхний / и нижний 2 валки, установленные в подушках 5 и 4, нружины 5, 6, смонтированные на разных горизонтах между подушками каждого валка и стойками станин стана и развивающие противонаправленные усилия.
При приложении во время прокатки металла 7 одновременно к верхнему и нижнему валкам виброколебаний или пульсирующих усилий PI и 2, действующих в горизонтальных плоскостях, с относительным сдвигом фа, этих колебаний на величину их полупериода, на контактной поверхности ирокатываемого металла существенно снижаются си„ты трения, так как колебания валков происходят параллельно направлению действия сил трения.
0
При этом вследствие того, что валки перемещаются в горизонтальной плоскости в противоположных направлениях, силы трения на контактных поверхностях очага деформации направлены навстречу друг другу и не оказывают подпирающего действия на усилия, возникающие при прокатке, которые также при этом значительно снижаются.
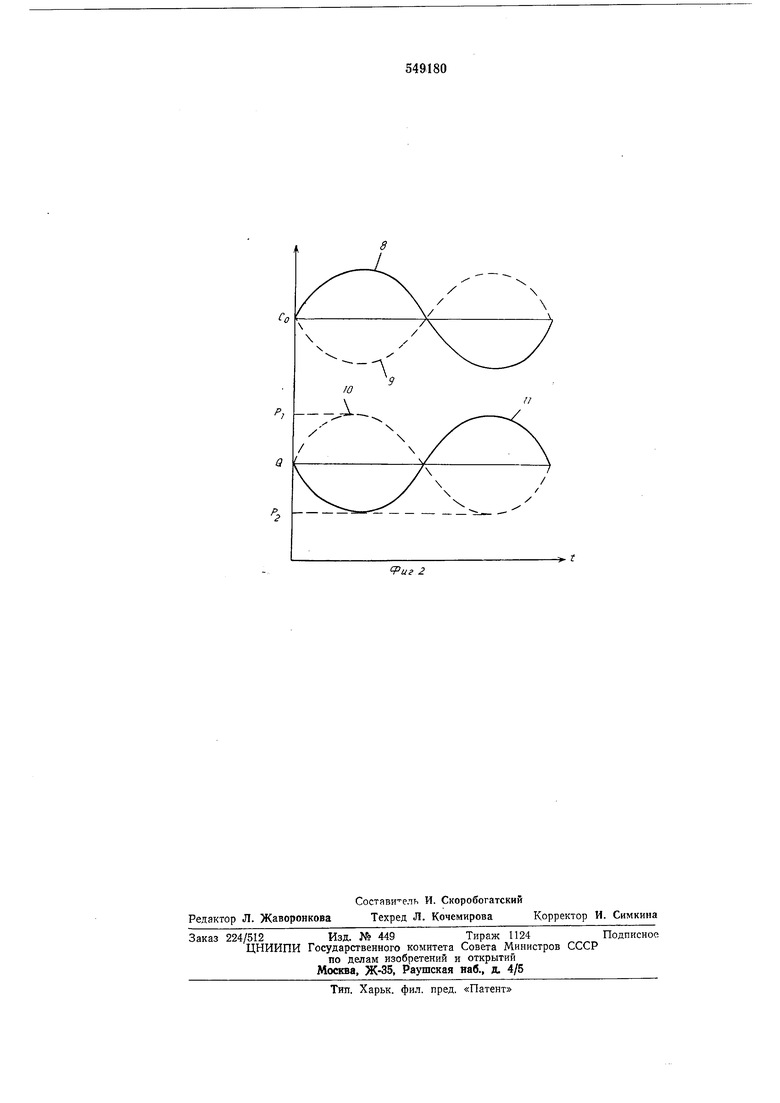
Характер изменения положения валков и пульсирующих усилий PI и PZ в процессе прокатки описывается кривыми (фиг. 2), где Со- величина перемещения валков в горизонтальной плоскости, кривые 8 к 9 показывают перемещения соответственно нижнего и верхнего валков, кривые 10 и // описывают характер изменения амплитуд пульсирующих усилий сответственно для верхнего и нижнего валков. Значения амплитуд для первой поло-ВИНЫ периода колебаний определяются по выР, - Р;
ражению - -75-- второй половины пе2
рр
I риода по выражению
При этом в течение первой половины периода на верхнюю подущку действуют силы (Pj-Q) в направлении силы PI, а на нижние подущки - силы (Q-Pz) в направлении силы Q, в течение второй половины периода на верхнюю подушку действуют силы (Q-Р) в
5
направлении силы Q, а на нижнюю нодущку - силы (Pz-Q) в направлении силы Р-,. Поскольку указанные выще усилия по величине соизмеримы с горизонтальной составляющей усилия прокатки, мощность, потребная для создания пульсирующих усилий или вибраций, требуется незначительная.
Формула изобретения
Способ прокатки, включающий приложение к валкам в горизонтальной плоскости вибрационных колебаний, отличающийся тем, что, с целью снижения энергосиловых параметров процесса прокатки и повыщения качества проката, колебания прикладывают одновременно к верхнему и нижнему валкам с относительным сдвигом фаз колебаний на величину их полупериода.
Источники информации, принятые во внимание при экспертизе:
