Изобретение относится к металлургическому производству, в частности, к прокатке листов и полос.
Известно устройство для прокатки полосы без волнистости, коробоватосгй и серповидности, содержащее рабочие валки с внутренней полостью, ультразвуковые вибраторы, выполненные в виде отдельных секций по длине бочки и присоединенные к индивидуальным регуляторам ультразвуковых колебаний 1 .
Недостатками этого устройства являются ограниченные пределы регулирования и большая поперечная разнотолщинность листов.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для регулирования поперечной разностолщинности, содержащее станину, валки, подушки, сопряженные с ними вертикальные и горизонтальные гидроцилиндры с автономными гидросистемами регулирования, включающими гидравлические пульсаторы 2.
К недостаткам такого устройства относятся большие усилия регулирования и значительная величина поперечной разнотолщинности.
Цель изобретения - улучшение формы межвалкового зазора и уменьшение поперечной разнотолщинности полосы.
Это достигается тем, что гидравлические пульсаторы вертикальных и горизонтальных гидроцилиндров соединены между собой через блок сдвига
0 фаз колебаний.
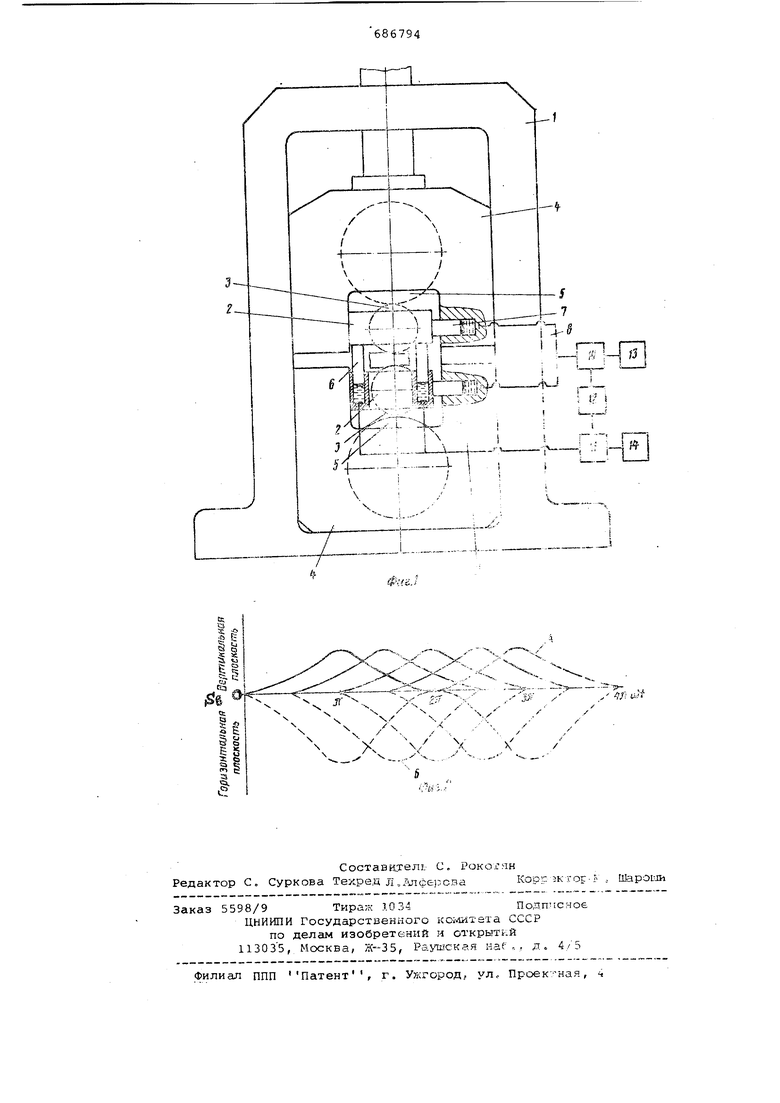
На фиг. 1 изображено предлагаемое устройство для регулирования поперечной разнотолщинности полосы; на фиг. 2 показан характер изменения
5 перемещения валков вследствие вынужденных колебаний.
В станине 1 в псяушке 2 рабочего валка 3 и подушке 4 опорного валка 5 установлены соответственно верти0кальные гидроцилиндры 6 и горизонТсшьные гидроцилиндры 7, соединенные через трубопроводы 8 и 9 с гидравлическими пульсаторами 10 и 11, которые соединены между собой через
5 блок 12 сдвига фаз колебаний, а пульсаторы подключены к гидравлическим привод: ам 13 и 14.
Устройство работает следующим образом.
0 При прокатке гидравлические при воды 13 и 14 подают жидкость с постоянным давлением в гидравлические пульсаторы 10 и 11, соединенные с блоком 12 сдвига фаз колебаний. Пул саторы преобразуют постоянное давление в переменное с необходимыми /частотой, амплитудой и сдвигом фаз колебаний. По трубопроводам 8 и 9 пульсирующая жидкость подается в гидроцилиндры 6 и 7. В результате этого осуществляются вынужденные колебания вгипков в горизонтальной и вертикгшьной плоскостях с относительным сдвигом фаз колебаний. Перемещения валков вследствие вынужденных колебаний в вертикальной (кривые Л) и горизсжтальной (кривые Б) плоскостях с относительным сдвиге фаз колебаний изменяются по закону: SB a(co8ajt - 1) где а - амплитуда колебаний Wt. - фаза- колебаний. . Одновременный протнвоизгиб валков в вертикальной и гс изонтальной плоскостях с наложением колебаний валков со сдвигом фаз колебаний при водит к снижению контактных сил трения и к снижению усилия противоизгиба, а также дает возможность получать различные сочетания форм межваьпкового зазора. В итоге снижается усилие регулирования и повышается эффективность регулирования поперечной разнотолвшнности полосы. Формула изобретения Устройство для регулирования поперечной разнотолщинности полосы, содержгцдее станину, валки, , сопряженные с ними вертикальные и горизонтальные гидроцилиндрп: с автонсмными гидросистемами регулирования, включаювцши гидравлические пульсаторы, отличающееся тем, что, с целью улучшения формы межвалкового зазора и уменьшение поперечной разнотолщинности полосы, гидравлические пульсаторы вертикальных и горизонтальных гидроцилиндров соединены между собой через блок сдвига фаз колебаний. Источники информации, принятые за внимание при экспертизе 1.Авторское свидетельство СССР W 248611, кл. В 21 В 37/04, 1969. 2.Развитие конструкций листовых станов для прокатки полосы точного профиля в СССР и за рубежом, НИИинформтяжмаш, 1-76-30, 1976, с. 23-24.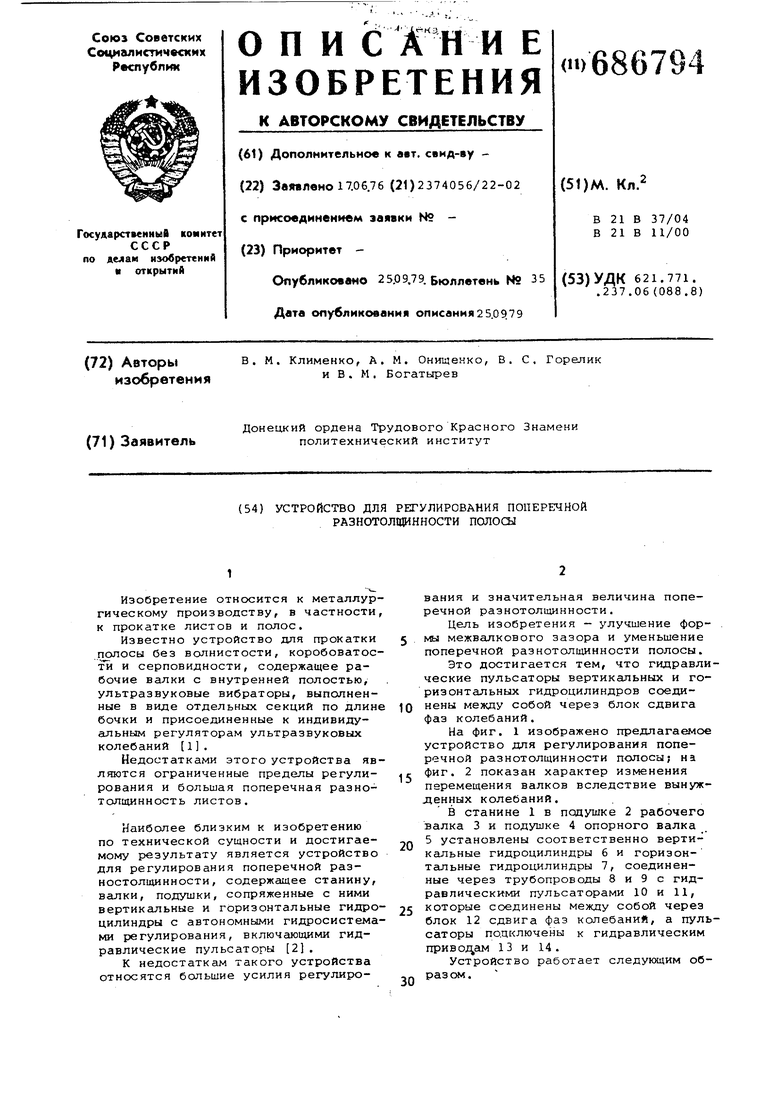
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Устройство для регулирования раствора и профиля валков | 1978 |
|
SU747703A1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| Прокатная клеть | 1990 |
|
SU1713697A1 |
| Устройство для компенсации биения валков | 1980 |
|
SU921647A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1989 |
|
SU1635386A1 |
| Способ вибрационной прокатки | 1977 |
|
SU617089A1 |