Пзобретение относится к технологии прокатного производства, а именно к способам регулирования геометрии листового проката, например, при прокатке на станах кварто.
Существенным недостатком известных способов регулирования толщины и профиля прокатываемой полосы с использованием нротивоизгиба валков является необходимость приложения значительных величии распирающих усилий, что обусловлено больщой жесткостью валковой системы и стаиии прокатной клети, а также наличием треиия в зонах контакта рабочих валков с деформирующим металлом и с опорными валками.
Указанный недостаток приводит к увеличснию мощности и габаритов гидроцилпндров для противоизгиба валков, усложняет монтаж и демонтаж последних при обслуживании прокатной клети.
Предложенный способ обеспечивает снижение распирающих усилий, прикладываемых для регулирования геометрии межвалкового раствора, и отличается тем, что усилия противоизгиба циклически изменяют во времени с переменной в функции толщины полосы частотой.
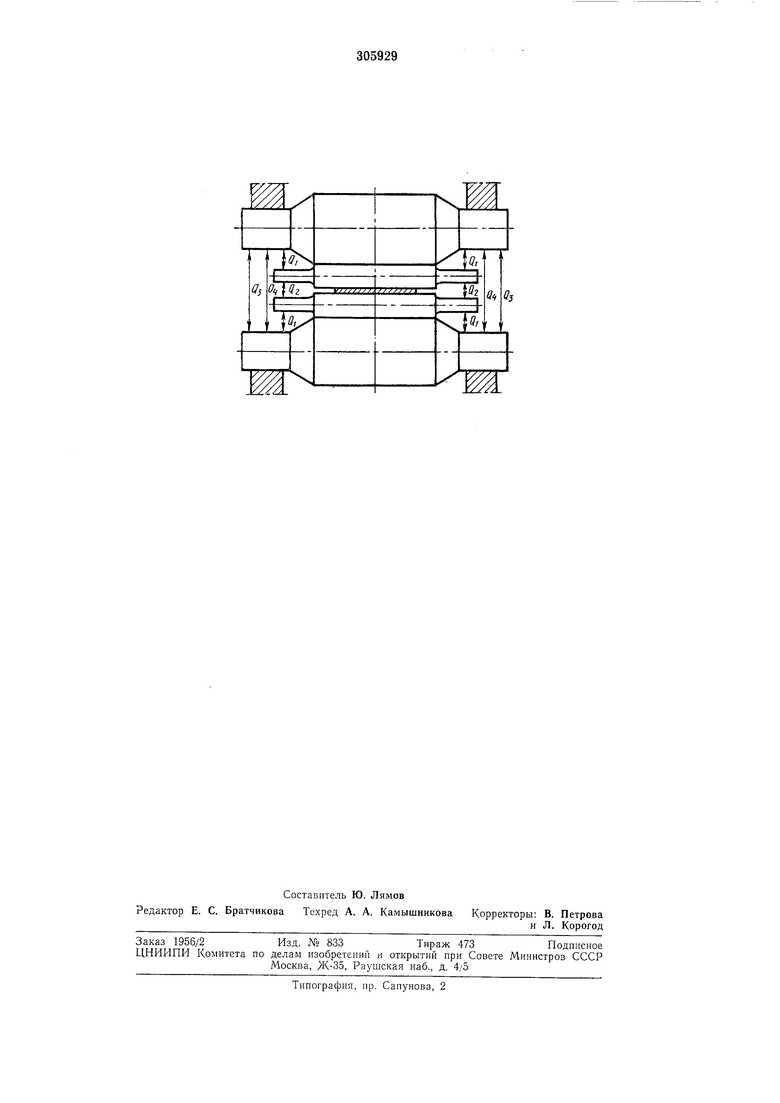
На чертеже нредставлена схема приложения пульсирующих усилий противоизгнба валков в стане кварто.
К щейкам валков прикладывают пульсирующие усилия QI, Q-2. Qs и Q.I. Вибрационный характер приложения этих усилий обеспечивает снижение трения в зонах контакта, а при приближении частоты пульсации расппрающих усилий к собственной частоте колебаний клети уменьщается ее динамическая жесткость. При равенстве частот усилий противоизгиба и частоты упруго деформируемых валков и станин возникает резонанс, вызывающий возрастание деформации проката. Посредством изменения частоты пульсаций распирающих усилий в функции толщины полосы, регулируют деформацию упругой систе.мы клети и геометрию межвалкового раствора, что позволяет вносить соответствующую корректировку величины об.жатия полосы.
Предмет изобретения
Способ регулирования толщины и ирофиля полосы, включающий нриложеиие распирающих усилий к гнеккам или подущкам валков, отличающийся тем, что, с целью снижения усилий нротивопзгнба и обеспечения возможности регулирования при постоянном усилии распора, усилия протпвоизгпба циклически измеияют во времени с переменной в функции толщины полосы частотой.
s
и iltf,
ft
QZ
i73
ff4
i ftv
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЫ | 1998 |
|
RU2122907C1 |
| Способ прокатки широких полос илиСТОВ | 1979 |
|
SU839625A1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |