Изобретение относится к литейному производству и может быть применено при изготовлении оболочковыхметаллических стержней.
Известна установка литья .под низким давлением для получе)1ия отливок с фасонными внутренними полостями, в которой предусмотрен слив расплава из полости формы, содержит герметизированную лечь, тигель для расплава, металлопровод, разделительную плиту и литейную форму 1.
Такая установка неудобна тем, что она малопроизводительна из-за трудности механизации литейного процесса, т. е. наличия песчаного стержня. Кроме того, использование сложного песчаного стержня приводит к удлинению производственного цикла, введению дополнительных технологических операций.
Целью настоящего изобретения является повышение производительности труда и обеспечение управления процессом намораживания.
Поставленная цель достигается тем, что установка снабжена газопроводбм, один конец которого расположен в полости литейной формы по ее осп и перекрыт пористым фильтром, а другой закреплен в разделительной плите и последовательно соединен с ат юсферой и источником сж.атого газа.
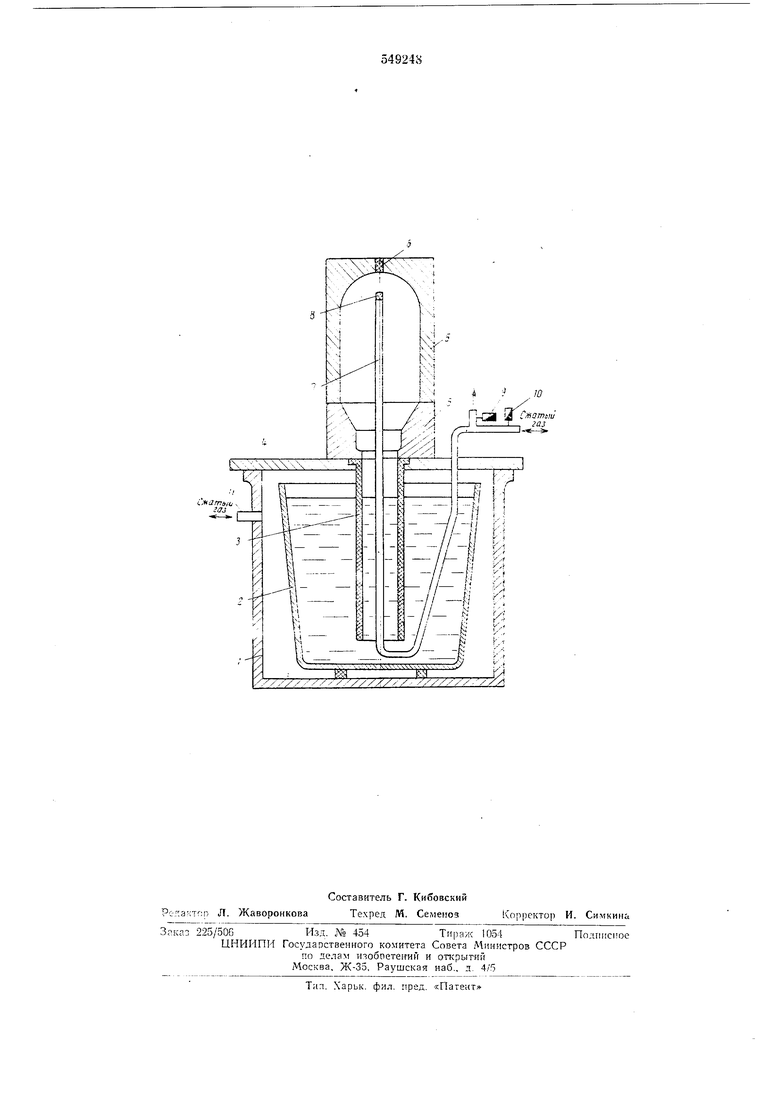
Па чертеже изображена установка для литья оболочковых алюминиевых стержней, общий вид.
Установка имеет герметизированную печь /, тигель 2 с расплавом, металлопровод 3, разделительную плиту 4, металлическую литейную форму 5 с газовым пористым фильтром 6, газопровод 7, один конец которого пере крыт несмачиваемы1М расплавом - огнеупорным пористым фильтром S и отстоит от дна формы на величину, превышающую толщину дна отливки стержня, а другой закреплен в плите 4 и связан через электромагнитные клапаны 9 и 10 соответственно с атмос|ферой и системой сжатого газа.
Регулирование давления в герметизированной печи / осуществляется через штуцер JJ. В качестве материала газопровода используется легированная сталь, а наружная поверхность его покрывается теплоизоляционным с.юем, например, методом плазменного напыления.
Установка работает слодующи.м образом.
Через штуцер 11 в герметизированную печь } подается 11збыточное давление газа, и
расплав из тигля
поднимается но металлопроводу 3 в литейную форму 5. При этом имеющийся в литейной форме воздух удаляется через фильтр 6 и фильтр 8 газопровода
7 7 в атмосферу. В этот период электромагн 1т ь;й клапан 9 хоткрыт, а клапан 10 перекрыт.
После заполнения расплавом формы 5 производится выдержка д.чя намораживания обо.гочки стержня необходимой толщины, электромагнитный «лапан 9 перекрывается, а открывается клапан 10, и сжатый газ по газопроводу 7 через фильтр 8 поступает в рабочую полость формы 5, вытесняя незатвердевшую часть расплава в тигель 2. Намороженная оболочка - стержень - извлекается из формы, и процесс .повторяется. В .момент-вытеснения жидкО|Го остатка из литейной формы 5 давление в печи / может быть сброшено до атмосферного или изменяться ло определенной програ;мме; взаимосвязано с изменением давления газа, подаваемого в газопровод 7. В отдельных случаях вытеснение жидкого остатка может быть осуш:ествлено сбросом давления (до атмосферного) в лечи / и соединением газопровода 7 с атмосферой через клапан 9.
.Применяя раз.тичные режимы подачи и истечения газа, .можно регулировать скорость удаления жидкого остатка i3 формы с целью регулирования толщины . стенки оболочки, т. е. управлять процессом намораживания.
Наличие в установке литья иод низким давлением газопровода, связываЕОщего рабочую полость литейной формы с атмосферой и источником сжатого газа, позволяет получать
полые тонкостенные отливки с , в частности оболочковые металлические выплавляемые сте)жни производительным и экономичным методом.
5странение иеочаного формообразующего
стержня для оформления иолости оболочкового металлического стержня позволяет повысить производительность литья более чем в 2 раза.
Фор м у л а изобретен и я
Установка для литья оболочковы.х металлических стержией, содержащая герметизированную печь, тигель для расплава, металлои.ровод, раз.делительпую плиту и литейную :форму, о т л и ч а ю щ а я с я тем, что, с целью повышення производительности и обеспечения управления .процессом намораживания, она
снабжена газопроводом, один «опец которого расположен в иолости литейной формы П ее оси и перекрыт лористым фильтром, а другой закреплен в разделительной плите и последовательно соединен с атмосферой и источннком сжатого газа.
Источник инфо)ма1ции, принятый во внимание при экспертизе:
1. Авторское свидетельство Ха 457538, В-.22 D ,27/14, 1975 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| Установка для литья расплавов под низким давлением преимущественно с противодавлением | 1974 |
|
SU482243A1 |
| Способ литья под низким давлением | 1973 |
|
SU457538A1 |
| Выплавляемый стержень | 1977 |
|
SU644595A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2307003C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2328359C1 |
| Способ литья под давлением и устройство для его осуществления | 1985 |
|
SU1523249A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 1983 |
|
SU1834098A1 |