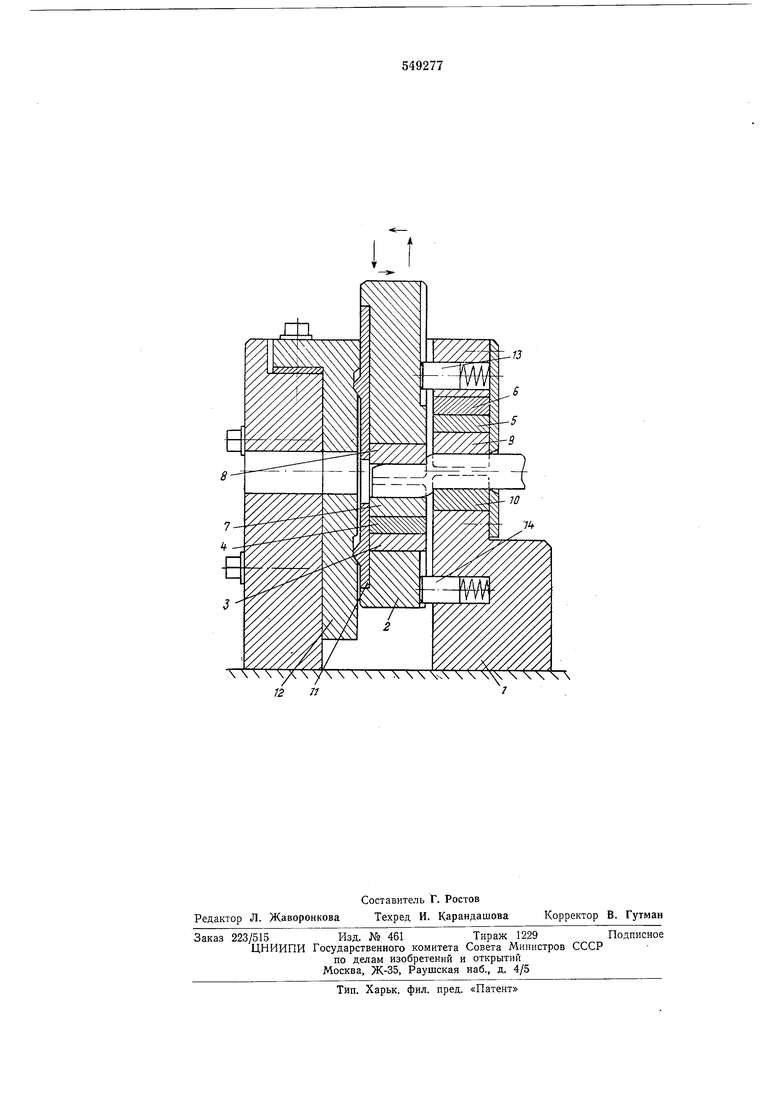
Штамп содержит корпус /, перемещающийся :в нем ползун 2 с расположенными в них механ«3ма|МИ зажима лрутка в виде клиновых пар 3, 4, 5, 6, оснащбниыми режущим ийслрументом в ;виде ножей - полувтулок 7, 8, 9, 10. На корлусе 1 и ползуне 2 украплены взаимодействуюЩИе .между собой планки 11, 12 с BbicTynaiMH, а Между корпусо,м и ползуном расположены толкатели 13, 14.
IIJTaiMin работает следующим образо-м.
Пруток, поступая в штамП, зажимается ножами - 1полувтул1ка,ми 7, 8, 9, 10 - нооредСТ.ВОМ клиновы:Х .пар как в корпусе, так и в ползуне усилиями, достаточиыМИ для .восприятия осево.го напружепия без (Проскальзывания в oceBOiM налраВЛании. Ползун 2, перемещаясь, производит сдеИГ отрезаемой заготовки относительно прутка. В заданный мо:мант реза, предшеств.уюЩ|Ий появлению трещин, выступы планки 11, установлениой на ползуне, начинают скользить по выступам планки 12 .корпуса /, и ползун, помимо перемещения 3 1на;пра1влении реза, начинает .двигаться вдоль оси прутка, осуществляя сближение отреэных ножей. В результате этого создается осевое сжатие прутка в очаге деформации. При дальнейшем движении ползуна 2, в момент образования поверхности ра.здела, .выступы планки // лолзуна соакальзывают с выступов планки 12 корпуса, в .результате чего ползун 2 под действием толкателей 13 и 14 отходит от корпуса, отводя отрезанную заготов1ку от прутка и исключая, такИМ образом, трение торцов, что предотвращает появление вырывов, задиров, пригаров. Ва|рьируя формой и расположением выступов планок, можно обеспечить необходимое осевое усилие, интервал его действия, а также установить нужный осевой зазор между ножами.
Таким образам, осевое усилие действует не на протяжении всего процесса резки, а только с момента, .предшествующего появлению трещин на трубке, до окончания реза, после чего сжИ1мается, что значительно повышает качество отрезаемых .поверхяостей.
Формула изобретения
Штамп длЯ резки Пруткового материала, содержащий неподвижный и перемещающийся в нем ползун с расположенными в них механизмами зажима .прутка, оона.щенными режущим инструментом, Отличающ и и с я тем, что, с целью повышения качества реза за счет осево-го Сжатия металла в очаге деформации, он снабжен укрепленными на корпусе и ползуне в плоскости, параллельной плоскости реза, взаимодействующими одна с другой .планками с выступами, а в плоскости реза .между корпусом и ползуном установлены толкатели.
Источники информации, принятые во внимание при экспертизе:
1.Авт. ов. Яо 261874, В 23 D 23/00, 1968 г.
2.Авт. св. jYo 288946, В 23 D 23/ОЙ, 1968 г.
3.Па.тент ВНР № 152686, 49 С 10-19, 1963 г.
I f
гз
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1998 |
|
RU2129935C1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| Штамп для резки пруткового мате-РиАлА | 1979 |
|
SU804250A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2007 |
|
RU2339489C1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ | 2013 |
|
RU2532654C2 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗ ПРУТКА ДЕТАЛЕЙ С ПОЛОСТЬЮ | 2002 |
|
RU2219011C1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |