(54) УСТРОЙСТВО ДЛЯ ПРАВКИ МНОГОЗАХОДНЫХ АБРАЗИВНЫХ ЧЕРВЯКОВ
быть достаточно большим, чтобы винтовая пара при обратном ходе работала плавно - без рывков и заеданий.
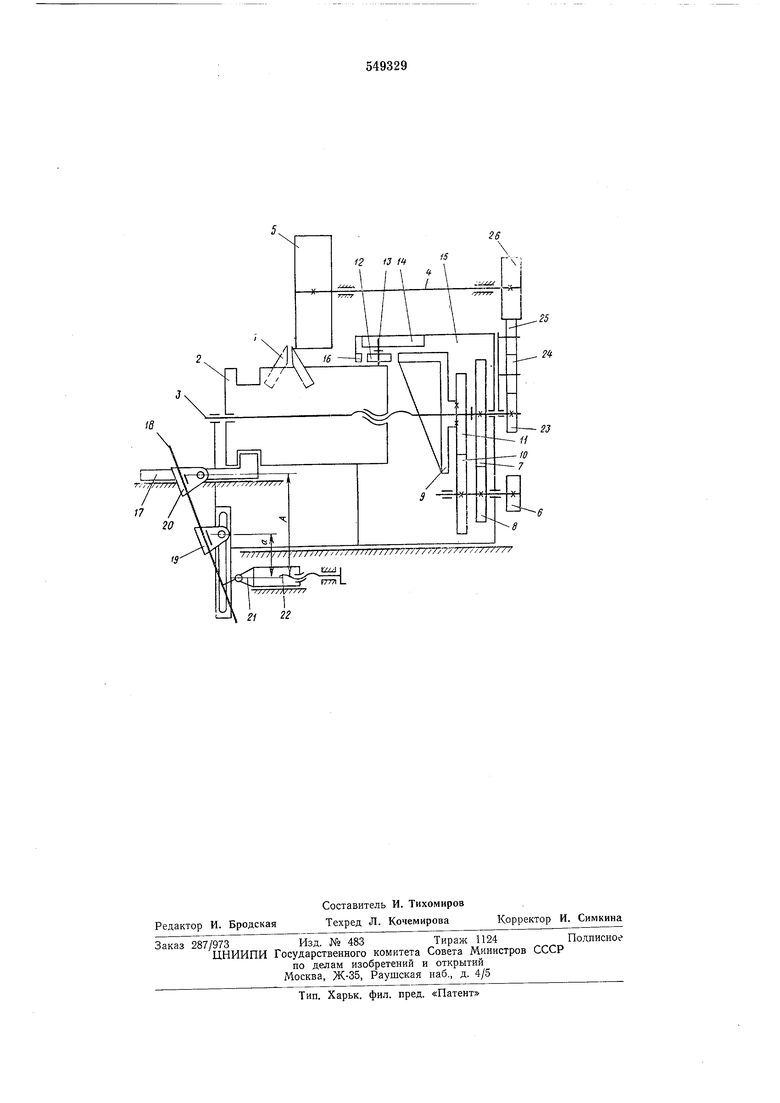
На инструментальной головке 2 против торцового кулачка 9 с возможностью контакта с ним установлен роликовый упор 12 холостого хода. Упор 13 рабочего хода установлен на инструментальной головке 2 против упорной липейки 14 (с возмол ностью скольжения по ней). Упорная линейка 14 расположена на продольной каретке 15 параллельно оси ходового винта. На продольной каретке 15 против роликового упора 12 укреплен кулачок 16, предназначенный для ограничения хода инструментальной голо-вки и для плавного перехода враш,ательного движения ннструментальной головки 2 в поступательное.
Рабочая высота торпового кулачка 9 должна быть несколько больше ширины абразивного червяка. Продольная каретка 15 установлена на направляюших, расположенных параллельно оси ходового винта. Инструментальная головка 2 с помош,ыо кольцевой выточкп подвижно соединена с ползуном 17, паправляюш,ие которого расположены также вдоль оси ходового винта. Продольная каретка 15 и ползун 17 соединены с рычагом 18 посредством шарнирных цолзушек 19 и 20.
Шарнирная опора ползушки 19 выполнена переставной. С помошью ее перестановки на продольной каретке 15 можно изменять и регулировать плечо а рычага 18.
Устройство позволяет закреплять шарнирную опору нолзушки 19 и по другую сторону опоры 2 рычага 18. Это рычажное устройство является корректирующим механизмом, который компенсирует несоответствие шага ходового винта с расчетным шагом. В случае, когда шаг ходового винта меньше расчетного, шарнирную опору ползушки 19 прикрепляют к продольной каретке 15 с той же стороны опоры 21, что и ползушка 20, а в том случае, когда шаг ходового винта больше расчетного, шарнирную опору ползушки 19 укрепляют к продольной каретке 15 по другую сторону опоры 21. Если jKe расчетный шаг и шаг ходового винта совпадают, то шарнирную опору 19 укрепляют на продольной каретке 15 соосио с опорой 21 рычага 18.
Корректируюший механизм обеспечивает настройку и работу устройства с одним бессменным ходовым впнтом для правки абразивных червяков с различным количеством заходов.
Плечи рычага 18-А и а находятся в следуюш;ей зависимости:
i
А а
расч
Г
расчетный шаг ходового винта
t
расч (расчетный шаг ходового винта равен частному от деления шага винтовой линии абразивного
червяка на передаточное отношение делительной гитары), At - алгебраическая разность между расчетным шагом и шагом ходового винта 3.
М t р,сч ± Х.В.
гх.в. - шаг ходового винта 3.
Опора 21 рычага 18 выполнена переставной. Ее можно переставлять в направлении, параллельном оси ходового винта с помощью винта 22. Это устройство предназначено для установки и изменения глубины резаиия в процессе правки многозаходного абразивного
червяка 5.
Ходовой винт 3 соединен делительной гитарой из цилиндрических зубчатых колес 23-26 со шпинделем 4 многозаходного абразивного червяка 5. Зубчатые колеса 24 и 25
являются паразитными, они позволяют устанавливать и изменять расстояние между осями ходового винта и абразивного червяка при наладке.
Зубчатые колеса 23-26 должны быть прямозубными и достаточной ширины для того, чтобы не нарушать кинематику устройства при перемещении продольной каретки 15 вдоль оси ходового винта.
Передаточное отношение делительной гитары между шпинделем абразивного червяка и ходовым винтом принимается равным отношению числа заходов абразивиого червяка к некратному ему числу. Таким подбором делительной гитары обеспечивается обработка
всех без исключения зубьев абразивного червяка.
В устройстве имеются средства для подачи резцов относительно инструментальной головки 2 н друг относительно друга, а также
тормоз для выборки люфта в кинематической цепи.
Устройство работает следующим образом. Правке подвергается предварительно накатанный многозаходный абразивный червяк.
При наладке устройства устанавливается соответствующее межосевое расстояние абразивного червяка и ходового винта.
Для этого шлифовальную бабку со шпинделем 4 перемещают по направляющим с помощью ходового винта (это устройство не показано).
Затем с помощью зубчатых колес 24 и 25 соединяются зубчатые колеса 23 и 26. Устанавливается длина плеча а рычага 18.
Для этого, вращая шкив привода 6 вручную, упор 13 вводится в соприкосновение с упорной линейкой 14 и опора 21 рычага 18 перемещается с помощью винта 22 в соответствующее положение. При этом продольная
каретка 15 с резцом / перемещается по своим направляющим, а зубчатое колесо 25 скользит по зубчатому колесу 26.
Таким образом, с помощью вращения шкива привода 6 и винта 22 устанавливается
зазор между резцом 1 и зубом многозаходного абразивного червяка 5 в начальном положении.
Устройство работает от механического
привода.
Вращение нолучает шкив привода 6.
Далее вращение передается ходовому винту 3, через зубчатую передачу 8 п 7 от ходового винта 3 - плпинделю 4 многозаходного абразивного червяка 5 через зубчатые колеса 23-26.
Кроме того, с помощью передачи 10 и 11 вращение получает торцовый кулачок 9, который вращается в ту же сторону, что и ходовой винт 5, но в два раза быстрее. Вращение ходового винта 3 происходит по часовой стрелке, если смотреть со стороны зубчатого колеса 23. Если упор 13 рабочего хода касается упорной линейки 14, то инструментальная головка 2 будет перемещаться поступательно вправо по ходовому винту 3, при этом резеп 1 пройдет во впаднне многозаходного абразивпого червяка 5 от левого до правого торпа шлифовального круга. После того как резец 1 выйдет из впадины многозаходного абразивпого червяка 5, упор 13 поравняется с концом упорной линейки 1-4 и сорвется с нее, затем инструментальная головка 2 начнет вращаться вместе с ходовым винтом 3. Далее торцовый кулачок 5 коснется роликового упора 12 холостого хода п возвратит инструментальную головку 2 по ходовому винту влево. Роликовый упор 12 холостого хода, соприкасаясь с кулачком 16, постепенно остановит вращение инструмептальпой головки 2 и Зпор 3 рабочего хода снова коснется упорной линейки 14. Соверщая вместе с инструментальной головкой 2 холостой ход, резец 7 участвует в сложном движении вне шлифовального круга и через один оборот ходового винта 3 приходит в исходное положение. За один оборот ходового винта 3, благодаря указанному передаточному отношению зубчатых колес 23 и 26 производится «деление, и против резца 1 оказывается новая впадина многозаходпого абразивного червяка 5.
Движение инструментальной головки 2 вдоль оси преобразуется и передается через ползун 17, шарнирную ползушку 20, рычаг 18 и шарппрную ползушку 19 продольной каретке 15. Движение продольной каретки 15 является дополнительным переносным движением резца /. В процессе работы устройства движение резца / складывается из движения инструментальной головки 2 по ходовому винту
3 и движения продольной каретки 15. Это суммарное движение резца / обеспечивает заправку заданного шага абразивного многозаходного червяка.
Во время работы устройства поворачивается винт 22, устанавливается глубина резания. Это происходит следующим образом.
При повороте винта 22 опора 21 рычага 18 перемещается параллельно оси ходового винта 3, опора 21 через рычаг 18, шарнирные
10 ползушки 19 и 20 перемещает продольную каретку 15, а вместе с этим перемещается резец 7.
Этим перемещепием сдвигается траектория движения резца 7 параллельно оси мпо15гозаходного абразивного червяка 5 и тем самым достигается подача на глубину резания.
В описываемом устройстве автоматические движения рабочего и холостого хода резца
0 сочетаются с процессом непрерывного деления, что должно обеспечить повыщение производительности правки многозаходных абразивных червяков.
Формула изобретения
5
1. Устройство для правки многозаходных абразивных червяков, содержащее несущую, по крайней мере, один алмазный резец, инструментальную головку, установленную в про0дольной каретке, связанной с помощью ходового винта и зубчатой передачи с приводом и спабженной взаимодействующим с корпусом корректирующим механизмом, о т л ичающееся тем, что, с целью повышения
5 производительности правки, оно снабжено свободно установленным на ходовом винте торцовым кулачком, связаппым с приводолч посредством передачи, имеющей передаточное отношение в два раза большее, чем передаточное отнсшение зубчатой передачи, соединяющей ходовой винт с приводом, и упорной линейкой, закрепленной на каретке неподвижно, причем инструментальная головка выполнена поворотной относительно оси ходового
5 винта и снабжена упорами, последовательно взаимодействующими с упорной линейкой и торцовым кулачком.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения универсальнос0ти, корректирующий механизм выполнен в виде рычага, ось поворота которого закреплена на корпусе, шарнирно связанного посредством ползушек с кареткой и инструментальной головкой.
18
Л 21 22