захватным органом, один из рь чагов каждок пары которого снабжен шарнирно закрепленным на нем неуравновешенным коромыслом, взаимодействующпм с фиксирующим пазом, выполненным на втором рычаге, и уиором, установленным на раме.
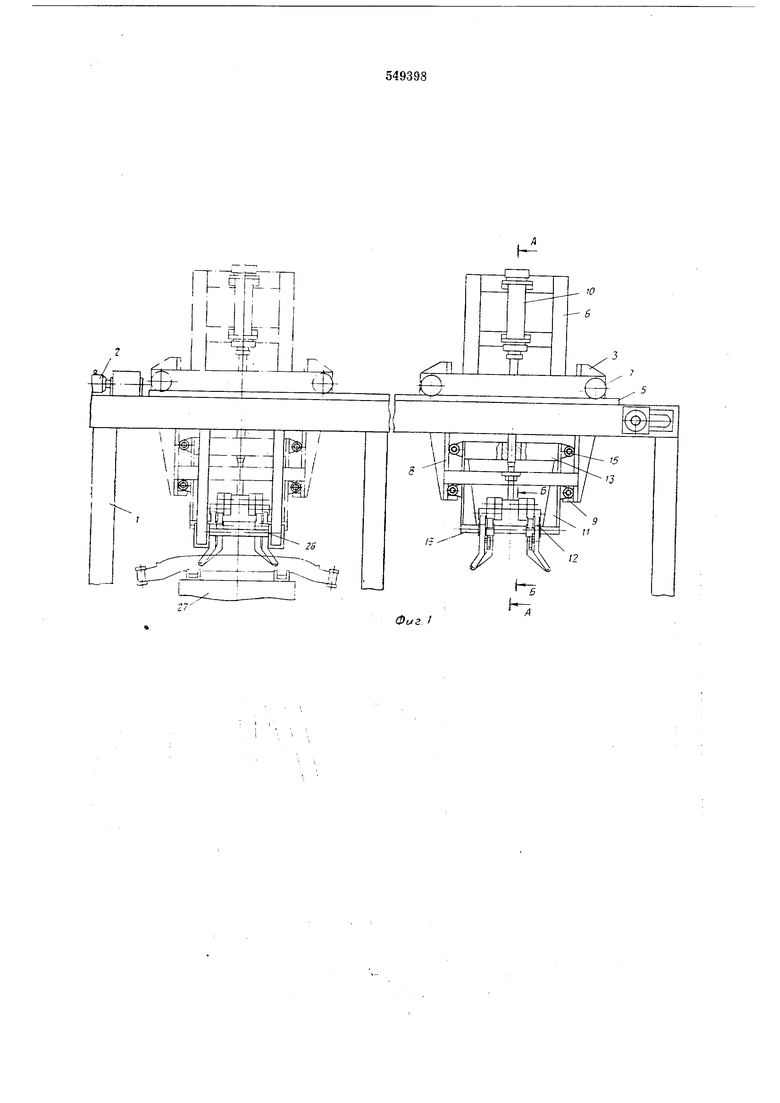
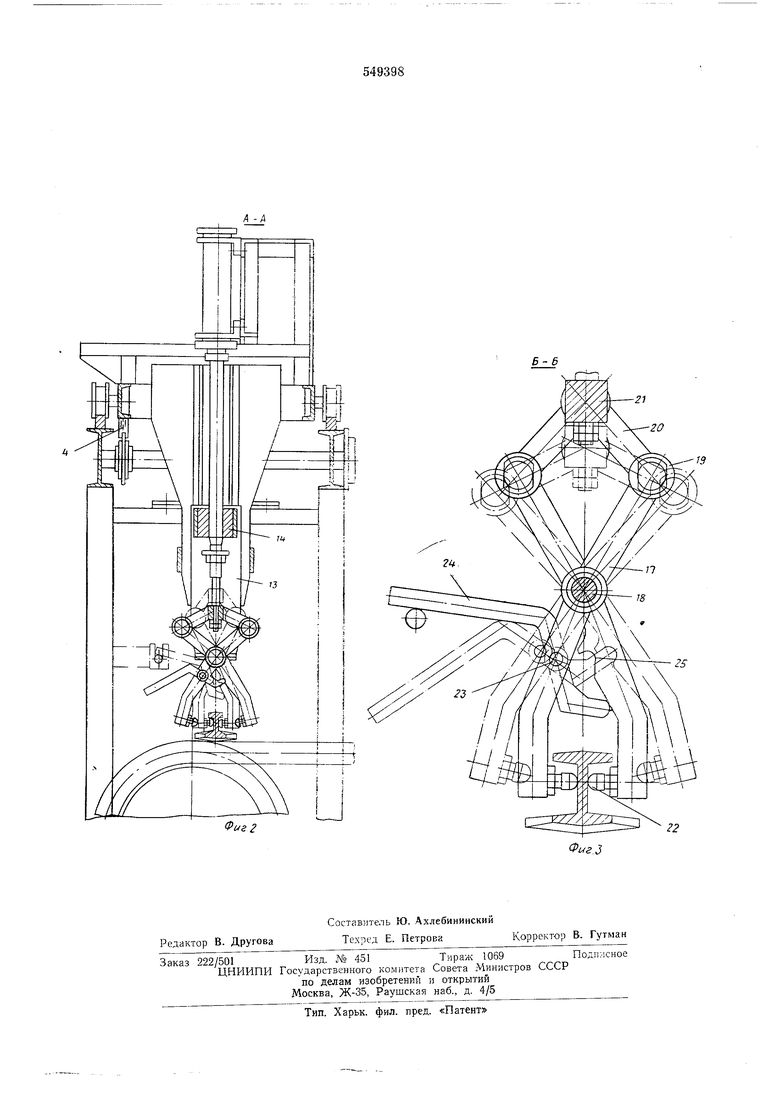
На фиг. 1 изображено устройство для загрузкн длинномерных деталей, общий вид; ня фиг. 2 - то же, разрез А-А фиг. 1; на фиг. 3 - то же, разрез Б-Б фиг. 1.
Устройство содержит раму /, на которой непод.вижно закреплен привод (электропривод) 2, соединенный с горизонтальпой кареткой 3 посредством передающего звена, например цени 4, которая установлена на нанравляющих 5.
Горизонтальная каретка 3 выполнена в виде рамы 6 и установлена на роликах 7.
Рама 6 имеет вертикальные нап)авляющие 8, жестко закрепленные на ней упоры 9. На раме 6 расположен гидравлический цплиндр W. Вертикальная каретка 11с захватом 12 выполнена в виде рамы }3 и содержит втулку М, ролики 15 и зажимы 16.
Захват 12 состоит из двух пар рычагов 17, соединенных между собой осью 18. Рычаги 17 соединепы шарниром 19 с звеном 20, которое щарпирпо крепится к плапке 21. Последняя соединена с штоком гндроцилиндра 10. Пальцы 22 установлены на каждой паре рычагов 17. На одном из рычагов каждой пары на оси 23 щарпирно закреплено коромысло 24, выполненное в виде неуравновешенного рычага, а на другом - фиксирующий паз 25.
На ра.ме / расположен упор 26. Накопитель 27 (фиг. 1) служит для подачи деталей на позицию приема механизма загрузки.
Устройство для загрузки длинномерных деталей работает следующим образом.
Накопитель 28 совершает шаг и очередную деталь подает на позицию приема, после чего поступает сигнал на насосную станцию (на чертежах не показана) и происходит ее включение. Шток гидроцилиндра 10 идет вниз, опуская каретку 11 с захватом 12 до упороч 9 горизонтальной каретки 3.
В конце хода каретки 11 с захватом 12 большое плечо коромысла 24 упирается в упор 26, коромысло поворачивается на оси 23 п
выходит из фиксирующего паза 25. Затем щток гидроцилиндра 10 идет вверх и поднимает за собой нлаику 21. Последняя через звено 20 и шарнир 19 поворачивает рычаги 17 вокру
оси IS; нижние концы рычагов сходятся и транспортируемую деталь зажимают иальцами 22, после этого вертикальная каретка с захватом и деталью поднимается. Работает электропривод 2, каретка 3 перемещается по
направляющим 5 на позицию разгрузки.
На позиции разгрузки щток гидроцилиндра опускает вертикальную каретку с захватоы до упоров 9, при этом деталь кладется на лоток выдачи. Шток гидроцилиидра
вниз и опускает планку 21. Планка через звено 20 и шарнир 19 поворачивает рычаги 17 вокруг оси 18, при этом нижние концы рычагов расходятся, и пальцы 22 освобождают деталь. Большое плечо коромысла 24 идет вверх,
и коромысло входит в фиксирующий паз 25.
После этого шток гидроцилиндра движется вверх и поднимает вертикальную каретку с захвато.м. Затем включают электропривод 2,
и каретка 3 перемещается на познцию приема. .Цикл работы устройства для загрузки закончился. Такая конструкция захвата позволяет поднимать, опускать и захватывать детали от одного гидроцилиндра, что значительно повышает падежность механизма загрузки в работе, упрощает его конструкцию.
Формула изобретения
Грузозахватное устройство для автоматической загрузки длинномерных деталей, напри.мер осей авто.мобиля в печь при термической обработке, содержащее раму, горизонтальную и вертикальную каретки с приводами для их перемещения и захватный орган, выполненный в виде двух пар шарнирных рычагов, отличающееся тем, что, с целью повыщеция надежности и упрощения конструкции, привод вертикальной каретки
соединен с захватным органом, один из рычагов каждой пары которого снабжен щарпирно закрепленным на нем неуравновешенным коромыслом, взаимодействующим с фиксирующим пазом, выполненным на втором рычаге,
и упором, установленным на раме.
m .,
OL
,
)) ITIF
- .
Фиг t
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия формирования колесных пар подвижного состава | 1972 |
|
SU490701A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Автомат для загрузки деталей на каретку автооператорной линии | 1977 |
|
SU708000A1 |
| ТРАНСПОРТНО-УСТАНОВОЧНЫЙ АГРЕГАТ СТАРТОВОГО РАКЕТНОГО КОМПЛЕКСА | 2011 |
|
RU2478539C2 |
| Автоматизированный шпулярник для сновальных машин | 1984 |
|
SU1280053A1 |
| Устройство для отделения деталей швейных изделий от пачки | 1972 |
|
SU441226A1 |
| Устройство для перегрузок подвесок подвесного конвейера с одного пути на другой | 1974 |
|
SU682431A1 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА ДЛИННОМЕРНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2076840C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |