ливочной чаше и в неподвижную или медленно вращающуюся фор-му заливается металл до иоявления его в верхней части залив.очиой воронки 15, после чего центробежная мащина включается на полные обороты, а после понижения уровня жидкого металла производится один-два раза его доливка.
Форма вращается до полной к:ристаллизации металла, затем выключается мащина; после ее остановки сдвигаются кулачки 5, вся форма -с отливкой за рым-болты 14 снимается с мащины и ставится на или платформу для остывания до температуры окружающей среды, а «а центробежную мащину устанавливается следующая форма и производится отлиВКа.
После остывания отливки выбиваются клинья 21, соединяющие крыщку 11 с корпусом форМЫ, и за рым-болты 14 снимается крыщка, а затем за кольца, имеющиеся в верХНей части стальных прутков 22, из формы вынимается стержень 8 вместе с отливкой. Стержень и литники удаляются из отливки обычным опособом в обрубном отделении литейного цеха. Форма очищается от пыли и крощек, вновь красится противопригарной краской и собирается в той же последовательности.
Предлагаемая форма проста -по конструкции, может быть изготовлена на любом мапшцостроительном или ремонтном заводе, не требует осуществления сложных процессов подогрева до нужной температуры перед заливкой металла и охлаждения во время вращения. Применение предлагаемой формы гарантирует -получение высоко.качественных отливок, по структуре металла, близких к кованной стали, экономное расходование жидкого металла (больщой нроцент выхода годного),
чистоту отливки, сокращение припусков на обработку, экономию на Приготовление формы и расходование формовочных материалов и доступность применения центробежного литья па предприятиях страны.
Формула изобретения
Устройство для центробежной отливки толстостенных металлических заготовок, включающее форму, крышку, направляющее кольцо, НИЖНЮЮ плиту и центрирующие ролийи, отличающееся тем, что, с целью обеспечения направленной кристаллизации, уменьщения ее скорости и поъыщения качества отливки, форма снабжена стержнем с радиальными каналами внутри него и прибыльной полостью, расположенной вдоль оси стержня, причем радиальные каналы, соединяющие прибыльную -полость с полостью фор.мы, расположены ассиметрич-но ярусами по высоте стержня.
24
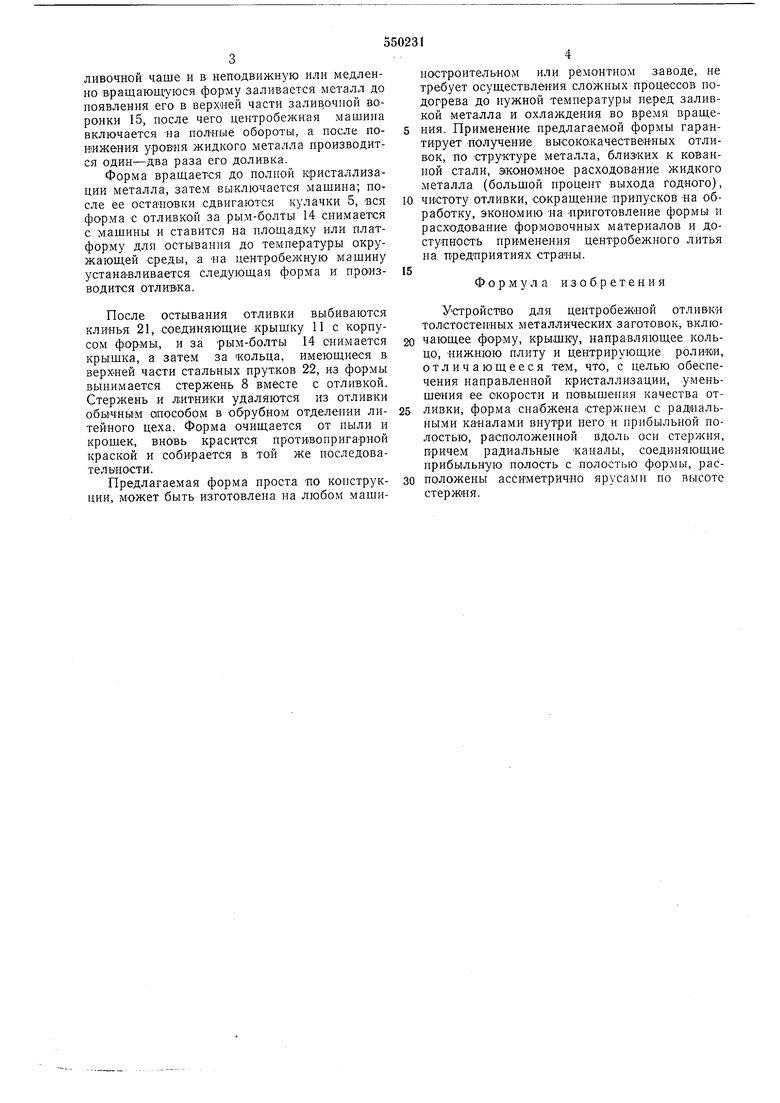
Фиг. 2.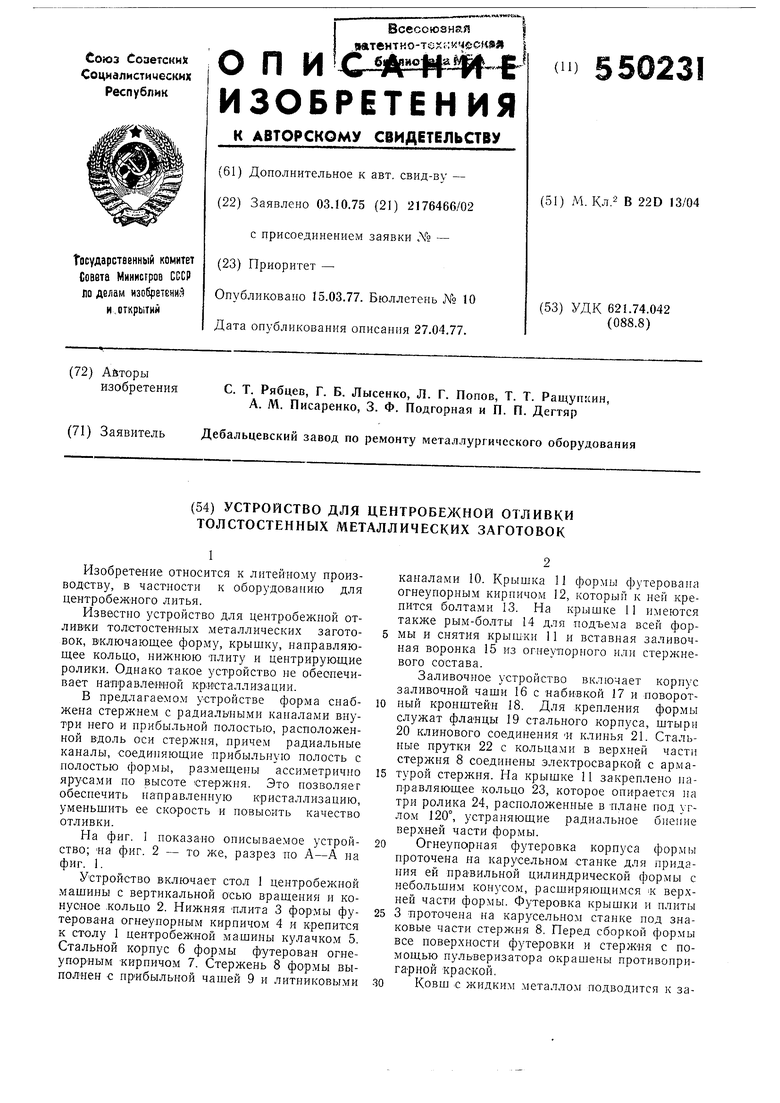
| название | год | авторы | номер документа |
|---|---|---|---|
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU719798A1 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| СПОСОБ И МАШИНА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1943 |
|
SU89850A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Центробежная стопочная форма | 1977 |
|
SU698718A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Машина карусельного типа для центробежной отливки | 1940 |
|
SU61435A1 |
| Способ и устройство для центробежной отливки труб из плавленного диабаза или шлака | 1935 |
|
SU50545A1 |
| Кокиль | 1979 |
|
SU835620A1 |
| Способ центробежного литья поршневых колец и форма для его осуществления | 1989 |
|
SU1694334A1 |

