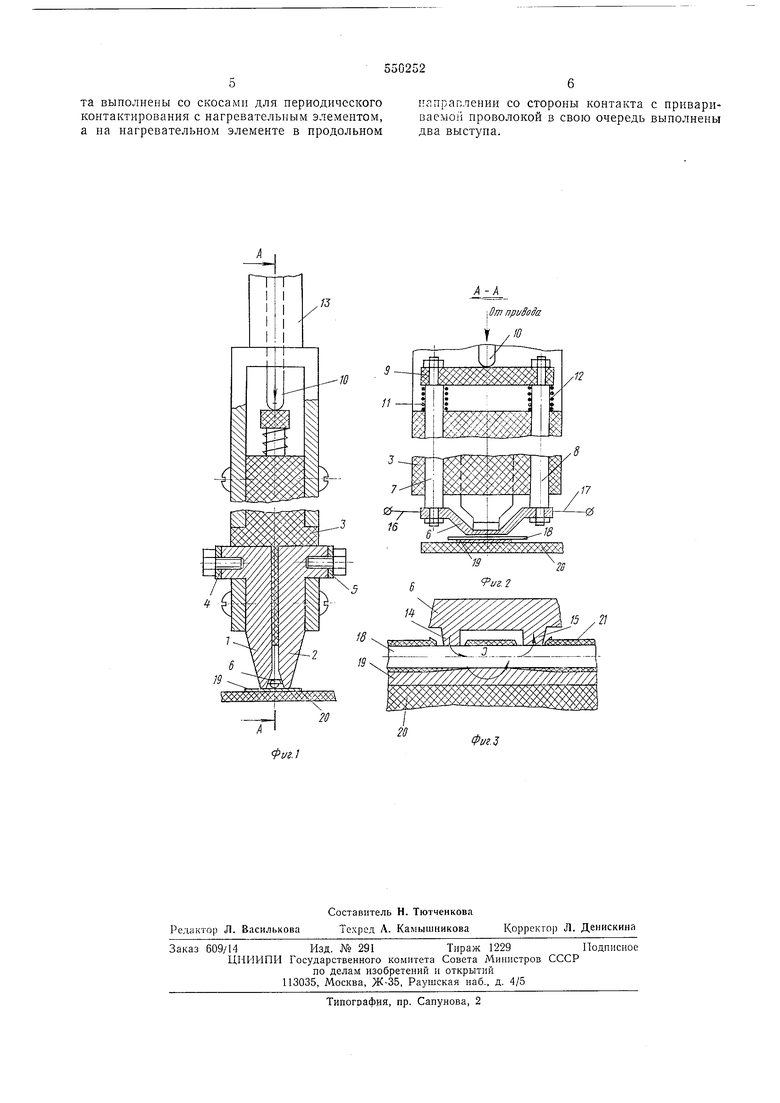
тельном элементе в продрльном направлении со стороны контакта с нривариваемой проволокой в свою очередь выполнены два выступа. На фиг. 1 изображено устройство для приварки изолированной проволоки предлагаемым способом (в момент приварки); на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - уве личенная зона присоединения на фиг. 2 (в момент приварки). Устройство содержит две токопроводяп1,ие пластины 1 и 2, которые закреплены на общем держателе 3, изготовленном из изоляционного материала. Пластины 1 и 2 снабжены отдельными токоподводами 4 и 5. Концы пластин 1 и 2, обраш,енные к проволоке, образуют выемку, в верхней части которой размещен подвижный нагревательный элемент 6. Элемент 6 находится в электрическом контакте с концами пластин 1 и 2 и имеет призматическое сечение. Он крепится к концам штоков 7 и 8, соединенных траверсой 9, выполненной из изоляционного материала, на которую воздействует шток 10 от привода (не показан). Элемент 6 прижимается к пластинам 1 и 2 с помощью пружин 11 и 12. Устройство с помощью переходника 13 можно закрепить на щтоке сварочной машины. На элементе 6 со стороны проволоки выполнены два контактирующих с проволокой выступа 14 и 15, образующих выемку в средней части элемента 6. Концы элемента 6 токоподводами 16 и 17 соединены с источником питания. С помощью такого устройства осуществляется нрпсоединение тонкой изолированной проволоки 18 (илп нескольких проволок одновременно) к контактной площадке 19 печатной платы 20. Присоединенная проволока 18 покрыта лаковой изоляцией 21. Работает устройство следующим образом. Изолированные проволоки 18 (одна или несколько одновременно) накладываются на контактную площадку 19 печатной платы 20. В исходном положении рамка, образованная деталями 6, 7, 8, 9, с помощью пружин 11 и 12 нахОлЧится в верхнем положении, образуя между пластинами 1 и 2 выемку для привариваемой изолированной проволоки 18. При этом, элемент 6 контактирует с концами пластин 1 и 2, закорачивая их. В таком положении устройство ставится концами пластин 1 и 2 на контактную площадку 19 печатной платы 20, а привариваемыепроволоки 18 размещаются в выемке, образованной концами пластин 1 и 2 и элементом 6. На пластины 1 и 2 подается напряжение. В результате этого между ними возникает электрический ток, который проходит по элементу 6, нагревая его. Часть электрического тока при этом шунтируется контактной площадкой. Нагретый элемент 6 с помощью привода опускается на изолированную проволоку 18 и своими выступами 14 и 15 вдавливается в изоляцию 21, которая разрушается от нагрева и давления. Выступы 14 и 15 контактируют с оголенными участками нроволоки 18. При этом элемент 6 размыкается с пластинами 1 и 2, отходя от них, одновременно концы элемента 6 с помощью токоподводов 16 и 17 соединяются с источником питаия и электрический ток (/) проходит как вдоль проволоки 18 между выступами 14 и 15, так и через контакт между деталями после разрушения изоляции со стороны контактной площадки. Таким образом, одновременно с нагревом контактной площадки 19 за счет пропускания по ней электрического тока с помощью электродов осуществляется нагрев проволоки 18 пропусканием электрического тока вдоль нее в пределах зоны приварки между выступами 14 и 15. В результате применения предлагаемого способа изоляция 21 проволоки 18 стабильно разрушается со стороны контактной площадки 19 там, где осуществляется электрический контакт проволоки 18 с контактной площадкой 19, уменьшается возможность перегрева контактной площадки 19 и ее отслаивание от подложки, так как нагрев проволоки 18 пропусканием тока вдоль нее уменьшает потребный нагрев контактной нлощадки 19 при сохранении величины требуемого для разрушения изоляции нагрева места контактирования изолированной проволоки с контактной площадкой, а также электрический ток, проходящий между выступами 14 н 15, осуществляет не только вдавливание проволоки 18 в контактную площадку 19, но и их сварку. Формула изобретения 1. Способ приварки изолированной проволоки к контактным площадкам печатных плат, при котором одновременно осуществляют сжатие свариваемых деталей, нагрев контактной площадки за счет пропускания по ней электри.. ческого тока и нагрев изолированной проволоки за счет теплопередачи от нагретого элемента, отличающийся тем, что, с целью устранения перегрева контактной площадки и отслаивания подложки для повыщения качества приварки, одновременно с указанными операциями осуществляют дополнительный нагрев изолированной проволоки, пропуская ток вдоль нее в пределах зоны приварки. 2. Устройство для осзществления способа по п. 1, содержащее механизм сжатия, электрод, выполненный в виде двух изолированных друг от друга-токопроводящих пластин, подсоединенных к одному источнику питания, и токонроводящего нагревательного элемента, размещенного между токопроводящими пластинами вдоль них, концы которого подсоединены к другому источнику питания, при этом между ,токопроводящими пластинами и нагревательным элементом образована выемка для размещения привариваемой проволоки, отличающееся тем, что, с целью повышения качества приварки, нагревательный элемент установлен с возможностью перемещения вдоль продольной оси электрода, токопроводящие пластины со стороны нагревательного элемента выполнены со скосамн для периодического контактирования с нагревательным элементом, а на нагревательном элементе в продольном
напраплении со стороны контакта с привариваемой проволокой в свою очередь выполнены два выступа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки изолированной проволоки к металлической детали | 1975 |
|
SU556915A1 |
| Устройство лоя приварки изолированной проволоки | 1975 |
|
SU546449A1 |
| Устройство для приварки изолированного проводника к металлической детали | 1975 |
|
SU541617A1 |
| Электрод для микросварки | 1980 |
|
SU893460A1 |
| Способ соединения изолированного проводника с выводной деталью | 1979 |
|
SU856716A1 |
| Устройство светодиодной ламели | 2015 |
|
RU2606994C1 |
| СОЕДИНЕНИЯ СИСТЕМЫ УВЛАЖНЕНИЯ | 2014 |
|
RU2661736C1 |
| СОЕДИНЕНИЯ СИСТЕМЫ УВЛАЖНЕНИЯ | 2014 |
|
RU2769422C2 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1980 |
|
SU927444A1 |
| Устройство для контактной микросварки | 1988 |
|
SU1590289A1 |
Фиг.
П
15 Л
Фиг.З
