1
Изобретение относится к оборудованию для ириварки тонкой изолированной ироволоки к металлической детали в радиоэлектронике и приборостроении.
Известно устройство для приварки изолированной проволоки, содержащее нижний и верхний электроды и контактный электрод, нижняя кромка которого лежит в одной плоскости с верхним электродом и касается его боковой поверхности 1.
Недостатком известного устройства является ненадежность фиксации привариваемой ироволоки.
Также известно устройство для приварки изолированной проволоки, содержащее два закрепленных в держателе изолированных один от другого электрода, рабочие концы которых выполнены со скосами, образующими выемку призматической формы для размещения привариваемой проволоки, и установлены с возможностью контакта между собой ио верщине указанной призматической выемки 2
Однако это устройство недостаточно универсально, с его помощью невозможно присоединять проволоку разных диаметров. Если необходимо присоединять проволоки других диаметров, то требуется иметь соответствующее количество устройств, что снижает эффективность применения устройства.
С целью расширения диапазона диаметров привариваемых проволок путем регулирования расстояния между рабочими концами электродов, обращенными к проволоке, с со5 храиеиием электрического контакта между ними предлагаемое устройство для присоединения изолированной проволоки снабл епо двумя ползунами с регулируемыми упорами и закрепленными в электрододерлсателе ради0 усиыми наиравляющими, ось которых расположена в вершине призматической выемки при этом ползуиы устаиовлены с возможностью иеремещения в указаиных радиусных ианравляющих, а электроды шариирио закреи5 лены на иолзунах с возможностью взаимодействия с регулируемыми упорами
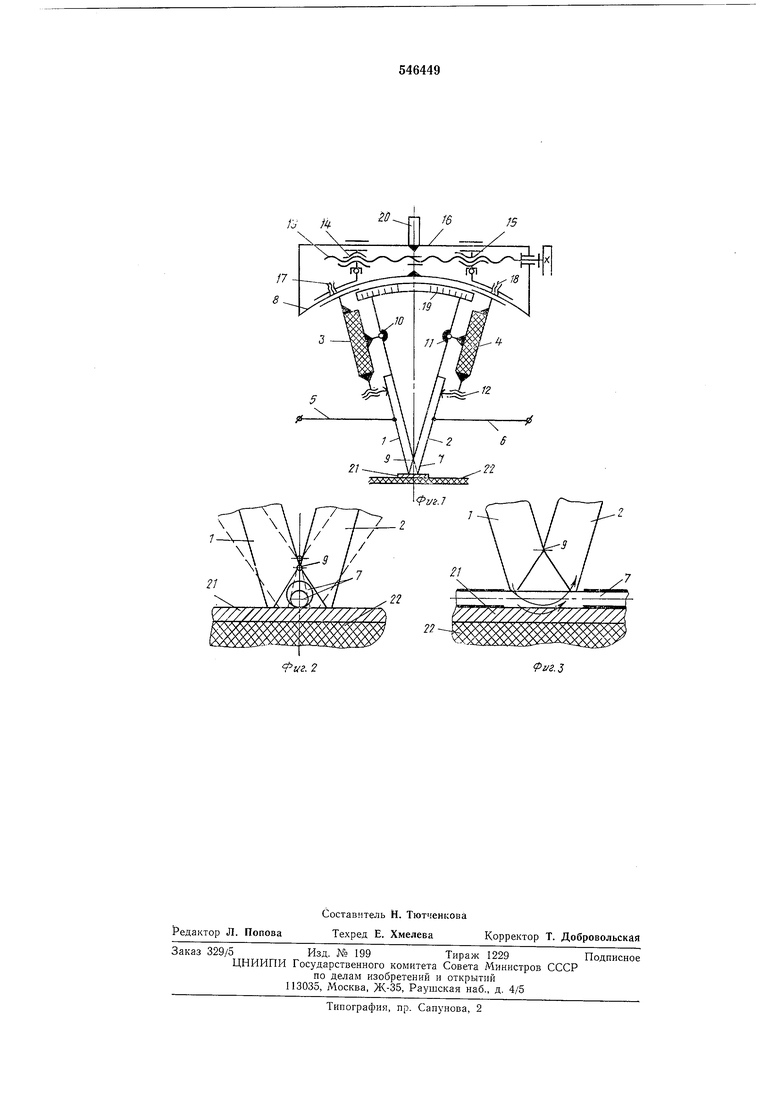
На фиг. 1 схематически изображеио устройство для приварки изолированной проволоки; на фиг. 2 - выемка меледу концами
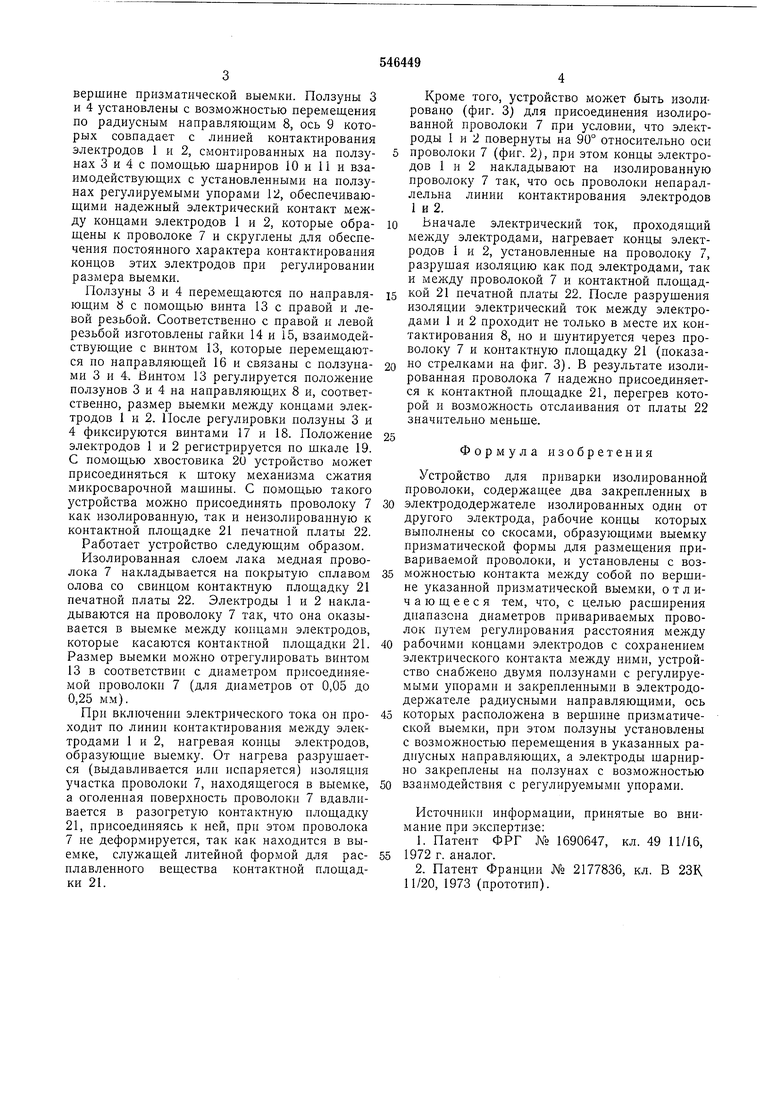
0 электродов и помещенная в ней проволока; на фиг. 3 - вариант использования устройства.
Устройство содержит электроды 1 и 2 для односторонней сварки, которые смонтированы на ползунах 3 и 4, изготовленных из изоляцн5 онного материала. Электроды 1 и 2 снабжены отдельными токоиодводамн 5 и 6. Рабочие концы электродов 1 и 2 образуют выемку призматической формы для размещения иривариваемой проволоки 7 и находятся между собой
0 в электрическом контакте, осуществляемом по
вершине призматической выемки. Ползуны 3 и 4 установлены с возможностью перемеш;ения по радиусным направляющим 8, ось 9 которых совпадает с линпей контактирования электродов 1 и 2, смонтированных на ползунах 3 и 4 с помощью шарниров 10 и 11 и взаимодействующих с установленными на иолзунах регулируемыми упорами 12, обеспечивающими надежный электрический контакт между концами электродов 1 и 2, которые обращены к проволоке 7 и скруглены для обеспечения постоянного характера контактирования концов этих электродов при регулировании размера выемки.
Ползуны 3 и 4 перемещаются по направляющим 8 с помощью винта 13 с правой и левой резьбой. Соответственно с правой и левой резьбой изготовлены гайки 14 и 15, взаимодействующие с винтом 13, которые перемещаются по направляющей 16 и связаны с ползунами 3 и 4. Винтом 13 регулируется положение ползунов 3 и 4 на направляющих 8 и, соответственно, размер выемки между концами электродов 1 и 2. После регулировки ползуны 3 и 4 фиксируются винтами 17 и 18. Положение электродов 1 и 2 регистрируется по шкале 19. С помощью хвостовика 2U устройство может присоединяться к штоку механизма сжатия микросварочной машины. С помощью такого устройства можно присоединять проволоку 7 как изолированную, так и неизолироваиную к контактной площадке 21 печатной платы 22.
Работает устройство следующим образом.
Изолированная слоем лака медная проволока 7 накладывается на покрытую сплавом олова со свинцом контактную площадку 21 печатной платы 22. Электроды 1 и 2 накладываются на проволоку 7 так, что она оказывается в выемке между концами электродов, которые касаются контактной площадки 21. Размер выемки можно отрегулировать винтом 13 в соответствии с диаметром присоединяемой проволоки 7 (для диаметров от 0,05 до 0,25 мм).
При включении электрического тока он проходит по линии контактирования между электродами 1 и 2, нагревая коицы электродов, образующие выемку. От нагрева разрушается (выдавливается или испаряется) изоляцпя участка проволоки 7, находящегося в выемке, а оголенная поверхность проволоки 7 вдавливается в разогретую контактную площадку 21, присоединяясь к ней, при этом проволока 7 не деформируется, так как находится в выемке, служащей литейной формой для расплавленного вещества контактной площадки 21.
Кроме того, устройство может быть изолировано (фиг. 3) для присоединения изолированной проволоки 7 при условии, что электроды 1 и 2 повернуты на 90° относительно оси проволоки 7 (фиг. 2), при этом концы электродов 1 и 2 накладывают на изолированную проволоку 7 так, что ось проволоки непараллельна линии контактирования электродов 1 и 2.
Вначале электрический ток, проходящий между электродами, нагревает концы электродов 1 и 2, установленные на проволоку 7, разрушая изоляцию как под электродами, так и между проволокой 7 и контактной площадкой 21 печатной платы 22. После разрушения изоляции электрический ток между электродами 1 и 2 проходит не только в месте их контактирования 8, но и щунтируется через проволоку 7 и контактную площадку 21 (показано стрелками на фиг. 3). В результате изолированная проволока 7 надежно присоединяется к контактной площадке 21, перегрев которой и возможность отслаивания от платы 22 значительно меньше.
Формула изобретения
Устройство для приварки изолироваиной проволоки, содержащее два закрепленных в
электрододержателе изолированных один от другого электрода, рабочие концы которых выполнены со скосами, образующими выемку призматической формы для размещения привариваемой проволоки, и установлены с возможностью контакта между собой по вершине указанной призматической выемки, отличающееся тем, что, с целью расширения диапазона диаметров привариваемых проволок путем регулирования расстояния между
рабочими концами электродов с сохранением электрического контакта Л1ежду ними, устройство снабжено двумя ползунами с регулируемыми упорами и закрепленнымп в электрододержателе радиусными направляющими, ось
которых расположена в вершине призматической выемки, при этом ползуиы установлены с возможностью перемещения в указанных радиусных направляющих, а электроды шарнирно закреплены на ползунах с возможностью
взаимодействия с регулируемыми упорами.
Источники ииформации, принятые во внимание при экспертизе:
1.Патент ФРГ № 1690647, кл. 49 11/16, 1972 г. аналог.
2.Патент Франции № 2177836, кл. В 23К 11/20, 1973 (прототип).
иг.2
/5
У//9У////7У7//////Л
Фиг.5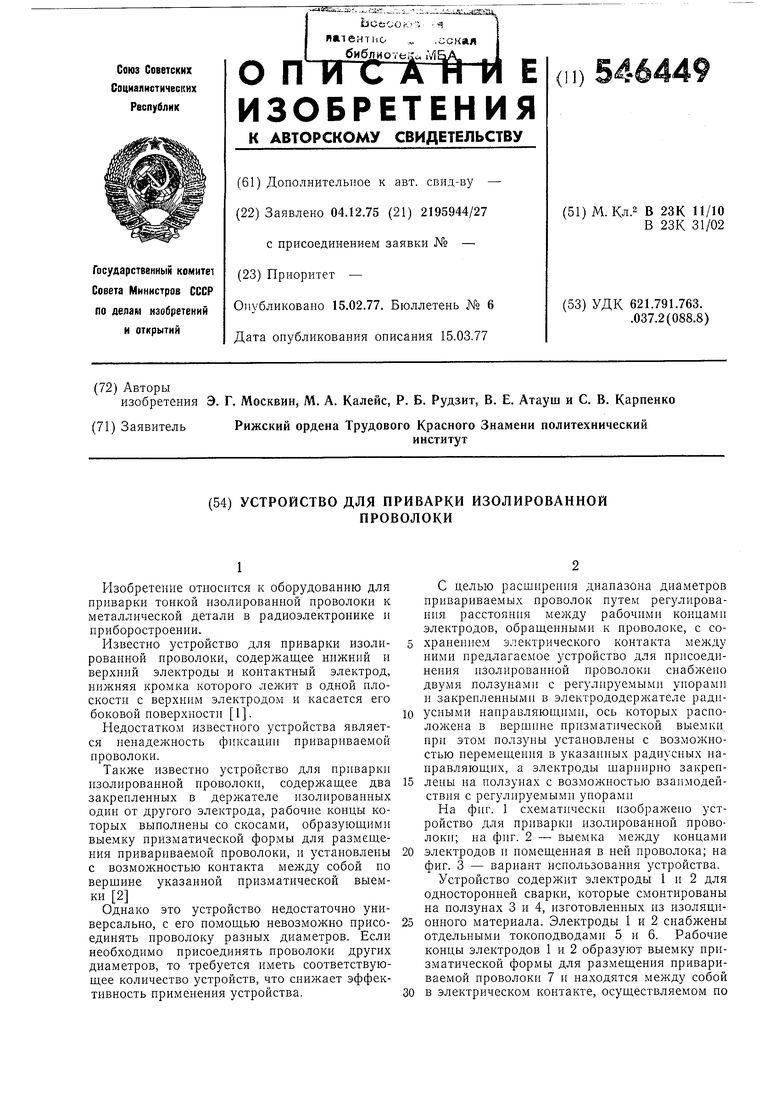
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки изолированной проволоки к контактным площадкам печатных плат и устройство для его осуществления | 1975 |
|
SU550252A1 |
| Устройство для приварки изолированной проволоки к металлической детали | 1975 |
|
SU556915A1 |
| Способ приварки мостиков из микропроволоки к заглубленным контактным площадкам и устройство для его осуществления | 1983 |
|
SU1147541A1 |
| Устройство для контактной микросварки | 1988 |
|
SU1590289A1 |
| Устройство для сварки изолированного провода с контактными площадками | 1986 |
|
SU1433699A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1980 |
|
SU927444A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU715253A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1978 |
|
SU685457A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933331A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1038143A2 |