I
Изобретение относится к микросварке |И предназначено для приварки мостиков из микропроволокн к контактным площадкам изделий.
Известен способ приварки мостиков из микропроволоки к контактным площадкам, при котором проволоку подают в зону сварки в натянутом состоянии и приваривают к контактным площадкам двумя электродами tl и 2 .
Сварочные устройства, реализующие этот способ, не могут обеспечить приварку микропроволоки с провисанием, а проволочная перемычка, приваренная без про висания, может быть разрушена при значительном нагреве или охлаждении изделия вследствие различия коэффициентов линейного расширения материалов, входящих в изйелие.
Известен способ приварки мостиков из микропроволоки, при котором микропроврлоку подают в зону сварки в натянутом состоянии, пропускают сварочный:
ток и приваривают мостик с провисанием
Гз}.
Известно устройство для приварки мостиков из микропроволоки к контактным площадкам, содержащее два сварочных электрода, механизм сжатия электродов и источник сварочного тока Г4 .
Образование мостика по известному способу происходит за счет встречной деформации микропроволоки электродами,
10 установленными под углом друг к другу,
В зависимости от необходимой величины сопротивления мостика приварка его может осуществляться в центре по контактной площадке на внутренней наружISной кромке площадок. Однако в случае приварки в центре или по наружным кромкам натянутая микропроволока прижимается по изделию на всем участке между торцами электродов. Такое положение
20 ведет к тому, что при прохождении сварочного тока проволока снизу контактирует с контактной площадкой участком, равным расстоянию от торца электрода
до внутренней кромки площадок, а сверху длина участка контактирования равна длине торца электрода. Пропорционально длине контактирования распределяется и теплоотвод, а плотность тока имеет обратно пропорциональную завнсимость. Уравнить это явление можно, приподняв мостик над контактными площадками, т.е. обеспечив предваритегаьное провисание мостика. Однако, микропроволока обладает свойствами скручивания в спираль под действием упругих деформаций, а это ведет к тому, что образовавшийся мостик ложится набок и вновь контактирует с контактными площадками по всему межэлектродному пространству. В результате этого при прохождении сварочного тока происходит нагрев мнкропроволоки сверху и это ведет к пережогу. Степень контактирования микропроволоки с контактными площадками в межэлектродном промежутке определяет величину переходного сопротивления микропроволока - контактная площадка и является; величиной непостоянной, зависящей от случайных факторов. Это ведет к нестабильности процесса и браку.
Целью изобретения является повышение качества сварки.
Поставленная цель достигается тем, что согласно известному cnoco6j(l сваржи, при котором подают микропроволоку в зону сварки в натянутом состоянии, пропускают сварочный ток и приваривают мостик с провисанием, сварочный ток подводят к контактным площадкам и пропускают его вдоль мостика и одновременно параллельно над ним, при этом воздействуют на мостик постоянным магнитным полем.
Устройство для приварки мостиков из микропроволоки к контактным площадкам, содержащее два сварочных электрода, механизм сжатия электродов и источник сварочного тока, снабжено регулируемой элеьигропроводящей перемычкой, соединяющей оба электрода, и расположенным над перемычкой пареллельно ей постоянным магнитом, установленным с возможностью перемещения вдоль электродов.
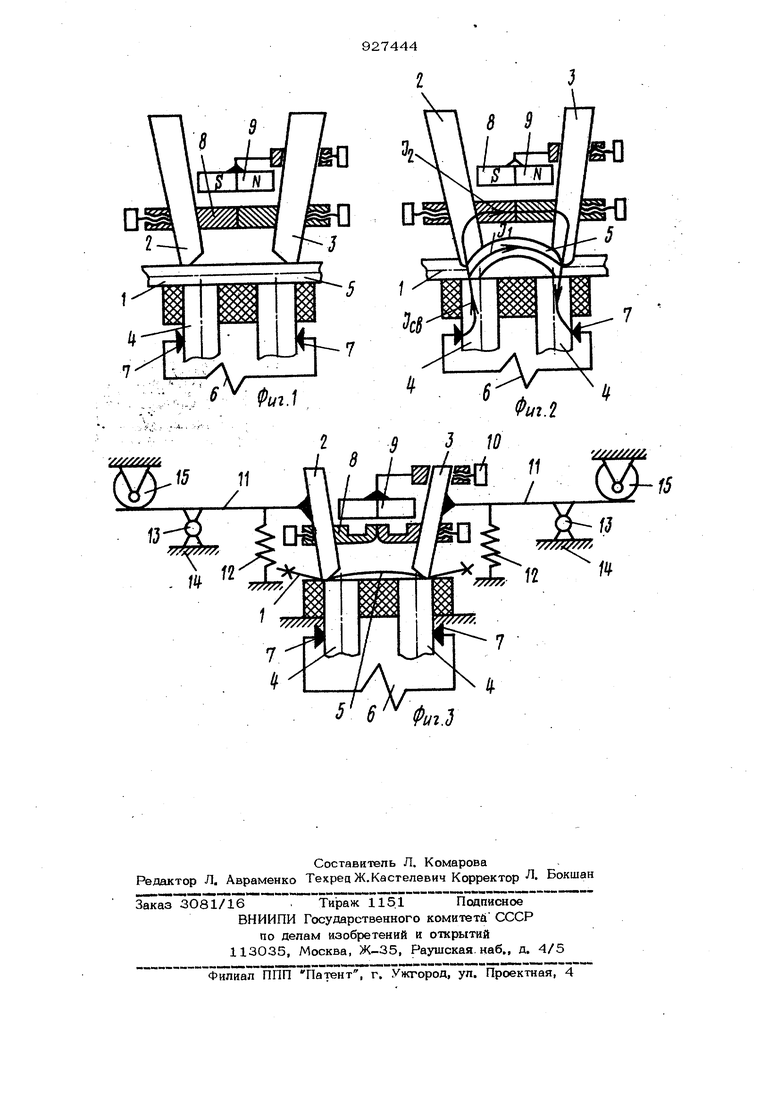
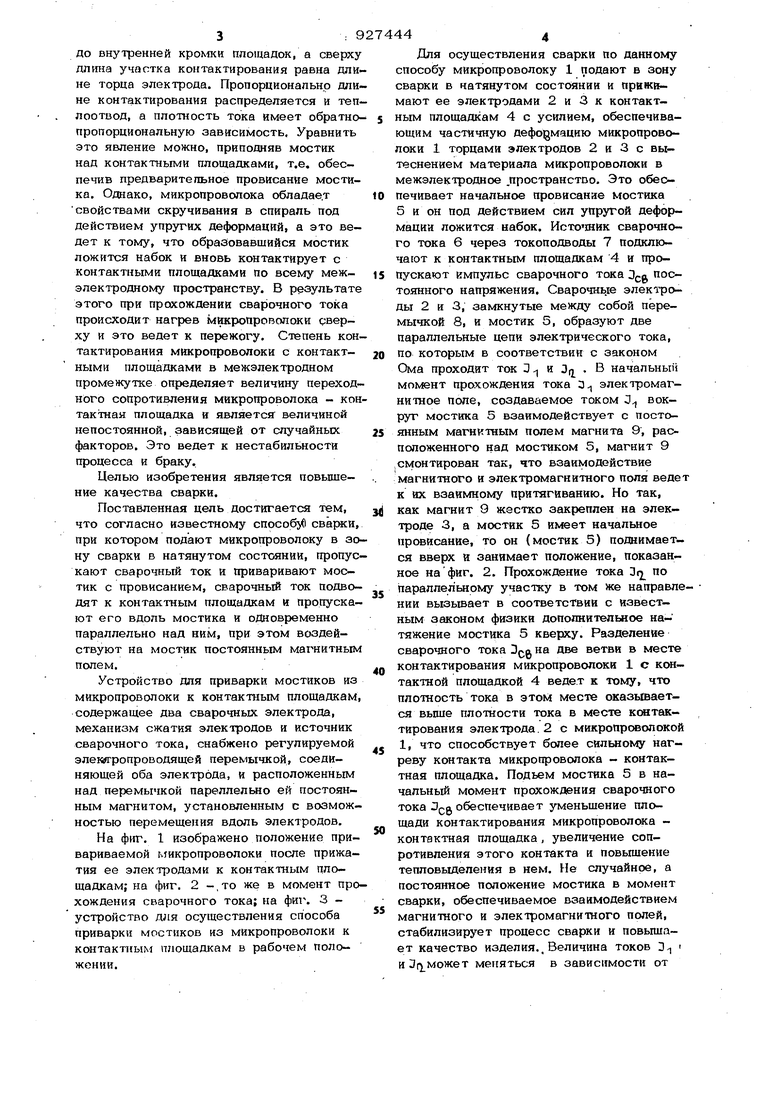
На фиг. 1 изображено положение привариваемой микропроволоки после прижатия ее электродами к контактным площадкам; на фиг. 2 -, то же в момент прохождения сварочного тока; на фиг. 3 устройство для осуществления способа приварки мостиков из микропроволоки к контактным площадкам в рабочем положении.
Для осуществления сварки по данному способу микропроволоку 1 подают в зону сварки в натянутом состоянии и nptiiKtiмают ее электродами 2 и 3 к контактным площадкам 4 с усилием, обеспечивающим частичную деформацию микропроволокн 1 торцами электродов 2 и 3 с вытеснением материала микропроволоки в межэлектродное .пространство. Это обеспечивает начальное провисание мостика 5 и он под действием сил упругой деформации ложится набок. Истощик сварочного тока 6 через токоподводы 7 подключают к контактным площадкам 4 и пропускают импульс сварочного тока Jj-n посTosraHoro напряжения. Сварочнь1е элекфоды 2 и 3, замкнутые между собой перемычкой 8, и мостик 5, образуют две параллельные цепи электрического тока, по которым в соответствии с законом
Ома проходит ток 13 и JQ
В начальный момент прохождения тока 3 электромагнитное поле, создаваемое током d вокруг мостика 5 взаимодействует с постоянным магнитным полем магнита 9, расположенного над мостиком 5, магнит 9 сл4онтирован так, что взаимодействие магнитного и электромагнитного поля веде к их взаимному притягиванию. Но так, как магнит 9 жестко закреплен на электроде 3, а мостик 5 имеет начальное провисание, то он (мостик 5) поднимается вверх И занимает положение, показанное нафиг. 2. Прохождение тока Dij по параллельному участку в том же направлении вызьюает в соответствии с известным законом физики дополнительное натяжение мостика 5 кверху. Разделение сварочного тока на две ветви в месте контактирования микропроволоки 1 с кежтактной площадкой 4 ведет к тому, что плотность тока в этом месте оказывается вьпие плотности тока в месте контактирования электрода. 2 с микропроволокой 1, что способствует более сильному нагреву контакта микропроволока - контактная площадка. Подъем мостика 5 в начальный момент прохождения сварочного тока Qg обеспечивает уменьшение площади контактирования микропроволока контактная площадка, увеличение сопротивления этого контакта и повышение тепловьюеления в нем. Не случайное, а постоянное положение мостика в момент сварки, обеспечиваемое взаимодействием магнитного и электромагнитного полей, стабилизирует процесс сварки и повыщает качество изделия.. Величина токов D-, i и 3f может меняться в зависимости от сопротивпейия их цепей, что определяется диаметром микропроволоки, материалом, из которого она изготовлена, длиной-мос тика. Устройство, реализующее этот способ, состоит из электродов 2 и 3, под которые в натянутом состоянии подается микропроволока 1, для приварки к контактным площадкам мостика 5, Источник сварочного тока 6 через токопроводы 7 подключен к контактньпуг площадкам 4. На электродах 2 и 3 закреплена с возможностью перемещения перемычка 8, состоящая из 2-х частей; Постоянный магнит 9 с помощью стопорного винта 10закреплен на электроде 3. Электроды 2 и 3 жестко соединены с рычагом 11механизма сжатия. Рычаги 11 через пружину 12 и шарнир 13 соединены с ко пусом 14. Подъем рычагов 11 механизма сжатия осуществляется кулачками 15 Работает устройство следующим образом. Поворотом кулачков 15 поворачивают рычаги 11 вокруг щарниров 13, преодолевая усилие пружины 12, и поднимают электроды 2 н 3 в исходное положение. Вместе о электродами 2 и 3 поднимаются закрепленные на них перемычка 8 и магнит 9. Так как перемычка 8 состоит из двух половинок, то при подъеме эти половинки расходятся. Контаткные площадки 14 устанавливаются под электродами 2 и 3 и через токоподводы 7 подключаются к источнику сварочного тока 6. Привариваемая микропроволока 1 подается под торцы электродов 2 и 3. Кулачки 15 освобождают рычаги 11, которые под воздействием пружин 12 поворачиваются вокруг щарниров 13 и электроды 2 и 3 прижимают микропровопоку 1 к контактным площадкам 4. В процессе поворота рычагов 11 половинки перемычки 8 сближаются и упираются друг-в орут друга своими пружинящими торцами, замыкая электрическую цепь. Магнит 9 располагается при этом над привариваемым мостиком 5 параллельно ему. В зависимости от диаметра микропровопоки 1 от длины мостика 5, от материала микро проволоки 1, сопротивление электрической цепи, состоящей из перемычки 8 и электродов 2 и 3 может быть изменено путем перемещения поремычки 8 вдоль электродов 2 и 3. Сипа начального натяжения мостика 5 зависит г-т силы тока 3 и расстояния от мостика 5 до магнита 9. Это расстояние устанавливается заранее и регулируэтся гфи изменении других параметров. После прижатия мнкропроволоки 1 к контактным площадкам 4 включают сварочный ток и осуществляют сварку. После сварки рычаги 11 поднимают, изделие снимают и цикл повторяется.. Применение данного способа приварки мостиков из микропроволоки к контактным площадкам и устройства для его осуществления позволяют повысить качество сварки за счет смещения зоны максимального нагрева в контакт микропроволока - контактная площадка за счет стабилизации процесса сварки путем предварительного подъема мостика. Пропускание части сварочного тока через мостик обеспечивает сопутствующий подогрев микропроволоки и служит выравниванию структуры сварного соединения и повыщает прочность сварного соединения. Формула изобретения 1.Способ приварки мостиков из микропроволоки к контактным площадкам, при котором подают микропровлоку в зону сварки в натянутом состоянии, пропускают , сварочный ток и приваривают мостик , с провисанием, отличающийся тем, что, с целью повыщения качества сварки, сварочный ток подводят к контактным площадкам и пропускают его вдоль мостика и одновременно пареллелысо над ним, при этом воздействуют на мостик постоянным магнитным полем. 2.Устройство для приварки мостиков из микропроволоки к контактнъ1К1 площадкам, содержащее два сварочных электрода, механизм сжатия электродов и источник сварочного тока, отличающееся тем, что , с целью повъгшения качества сварки, устройство снабжено регулируемой электропроводящей перемычкой, соединяющей оба электрода, и расположенным над перемычкой параллельно ей постоянным магнитом, установленным с возможностью перемещения вдоль электродов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР NO 2320О9, кл. В 23 К 11/10, 1967. 2.Авторское свидетельство СССР № 290651, кп. В 23 К 11/1О, 1969. 3.Авторское свидетельство СССР № 620348, кл. В 23 К 11/1О, 1976 I прототип). 4.Авторское cвидefeльcтвo СССР ,№ 685457, кл. В 23 К 11/1О, 1978 It прототип).
Фиг.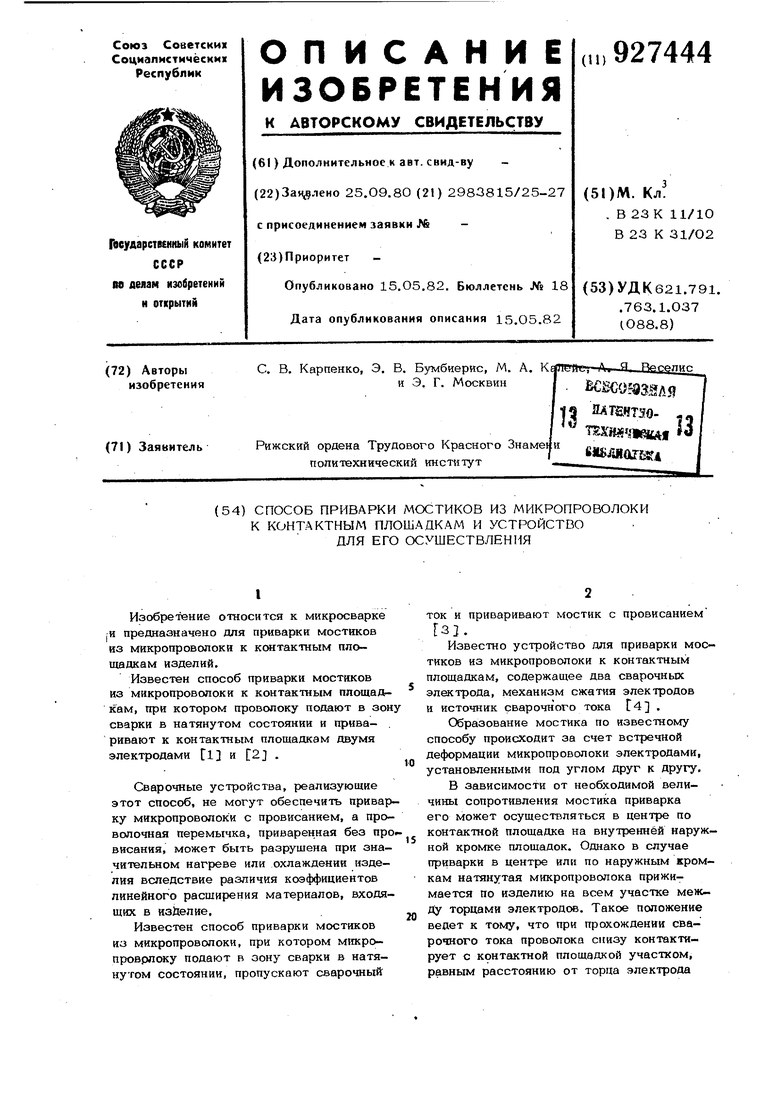
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки мостиков из микропроволоки к заглубленным контактным площадкам и устройство для его осуществления | 1983 |
|
SU1147541A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933330A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1976 |
|
SU620348A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933332A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933331A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1986 |
|
SU1399035A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU1031683A1 |
| Устройство для приварки микропроволоки | 1979 |
|
SU846169A1 |
| Устройство для сварки микропроволоки | 1978 |
|
SU742083A1 |