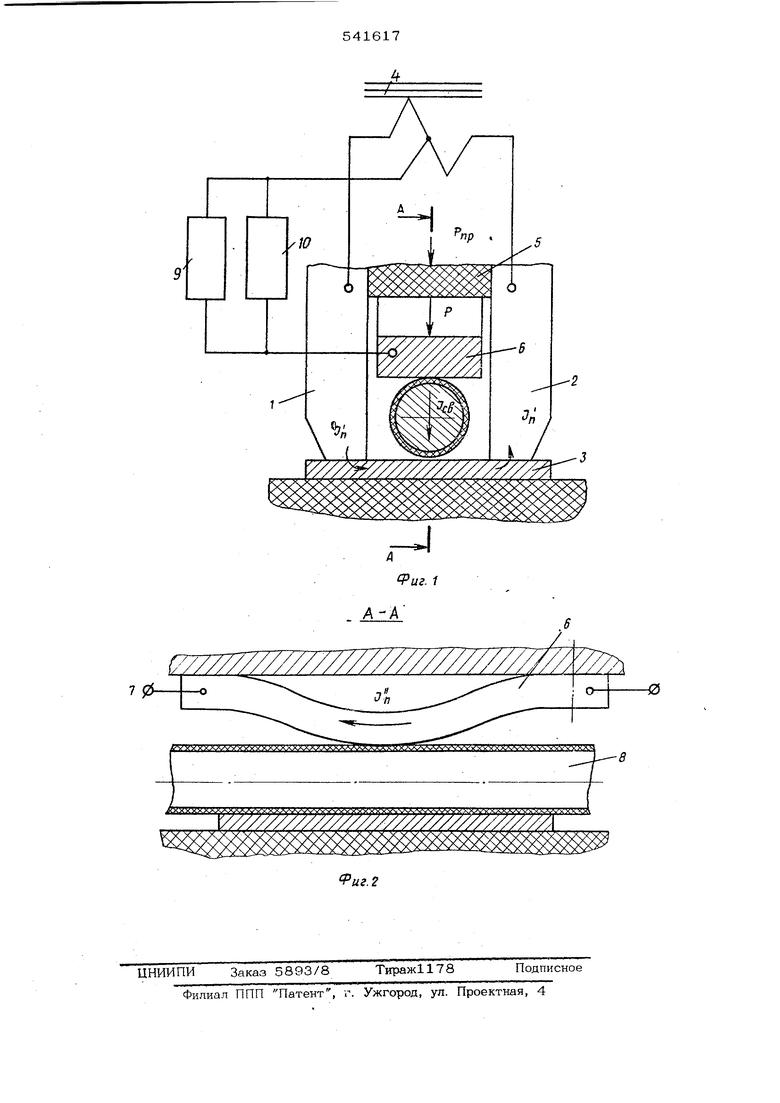
Изобретение относится ;К радиоэлектронной технике и может быть испольэовано для прийаркк изопированного проводника к контактным элементам. Известно устройство, содержащее две изолированные друг от друга токопроводящие пластины со скошенными торца Л1, образующими выемку для размещения привЦ- риваемой проволоки и контактирующими друг с другом по вершине выемки I Однако это устройство неjобеспечивает стабильность процесса сварки из-за колебаний р меров привариваемой проволоки и из-за ненадежности контакта между элек тродами. Известно также устройство,,содержащее электрод, выполненный в виде двух токопро водящих пластин, подсоединенных к вторичному витку сварочного трансформатора и размещ енной между ними изоляционной про ладки 2. Данное устройство является наиболее близким по технической сущности и достиг емому результату к описываемому изобретениюОднако износ или загрязнение электрода может привести или к чрезмерному деформт рованию проводника или к |отсутствию первоначального контакта, следствием чего яв1)яется нестабильность процесса приварки. Цель изобретения - повышение стабильности процесса. Для достижения цели электрод снабжен изолированным от токопроводящих пластин упругим токопроводящим элементом, жест. ко закрепленным |на торце изоляционной прокладки, при этом рабочий торец нагревайтельного элемента расположен выше рабочих торцов токопроводящих Ш1 ИСТИН, а устройство снабжено дополнительным источником питания, подсоединенным к нагревательному элементу, и генератором сварочных импульсов, подсоединенным к средней точке вторичного витка сварочного трансформатора и указанному нагревательному элементу. На фиг. 1 схематически изображено уст ройство для |прнварки, на фиг. 2 - разрез Tid, на фиг. 1.
Токопроводяшие пластины 1 и 2 прижаты к прокатной площадке 3 усилием Рпр от обычного механизма, сжатия (на чертеже не; показан). Пластины 1 и 2 подключены к трансформатору 4 и при помощи изоляционной прокладки S скреплены на некотором расстоя- НИИ. Между пластинами установлен нагревательный элемент 6, который выполнен скобы н прикреплен к торцу изоляционной прокладки, при этом рабочий торец нагрева-4. тельного элемента расположен выше рабочих торцов пластин 1 и 2. Концы элемента 6 j подключены к дополнительному источнику пк тания 7. Профиль нагревательного элемента выполнен так, что при пропускании тока на-: 1греБается только та его часть, которая находится в непосредственном контакте с проводником 8, а остальная часть сохраняет упругие свойства. Размеры и упругие свойства, элементов 6 подобраны так, что при опускании электрода проводник 8 прижима- ;ется к прокладке 3 определенным давление к РОС ; Кроме того, элемент 6 подключен к генератору сварочных импульсов t 9 и KosiTрольному устройству 1О, которые подклю- чены к средней точке вторичного витка трансформатора 4.
Процесс приварки осуществляется следующим образом.
Контактную площадку 3 и проводник 8 ориентируют относительно пластин 1 и 2, как показано на фиг. 1. Электрод опускаKJT до образования надежного контакта его торцов с контактной площадкой. Одновременно элемент 6 прижимает проводник к контактной площадке. После этого .лропуо- кается ток t/a по контактной площадкеi
и ток f от отдельного источника по элементу 6. В процессе разогрева изоляции проводник сближается с площадкой 3 благодаря выпрямленизо злe feнтa 6, При заданной величине контактного сопротивления между деталями от контрольного устройства 10 подается сигнал. Генератор сварочных импульсов 9 срабатывает, и через детали пропускается ток Зсь. Одновременно со сварочным нагревом осуществляется сбл iжение деталей за счет дальнейшего выпрям ления упругого элемента. После этого элек|трод вместе с элементом 6 поднимается, и цикл повторяется.
Формула изобретения
Устройство для приварки изолированного проводника к металлической детали, содержащее электрод, выполненный в виде двух Iтокопроводящих пластин, подсоединенных ко вторичному витку сварочного трансформатора, и размещенной между ними изоляционной прсжладки, отличающеес я тем, что, с целью повышения стабиль4 ности процесса, электрод снабжен изолированным от токопроводящих пластин упругим, токопроводяшим нагревательным элементом жестко закрепленным на торце изоляцион- I ной прокладки, при этом рабочий торец нагревательного элемента расположен выше рабочих торцов токощзоводящих пластин, а устройство снабжено дополнительным источником питания, подсоединенным к на гревательному элементу, и генератором сварочных импульсов, подсоединенным к средней точке вторичного витка сварочного трансформатора и указанномунагревательному элементу. . .
Источники информации, принятые во внимание при экспертизе:
1. Патент Франции № 2177836 от 9.11.73 г.. кл. В 23 К 11/2О.
2. Справка и пайка в микроэлектронике, Г. В. Назаров и др., Москва, 1969 г., издво Советское радио, стр. 16, - прототип.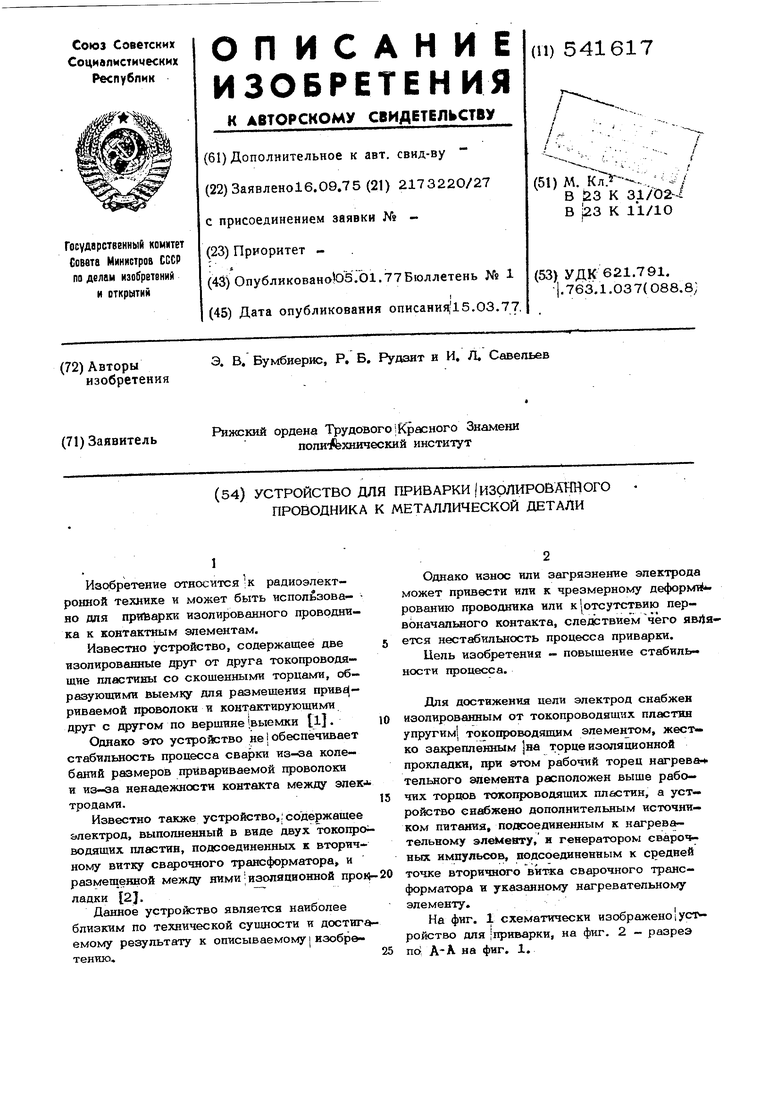
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки изолированной проволоки к контактным площадкам печатных плат и устройство для его осуществления | 1975 |
|
SU550252A1 |
| Устройство для приварки изолированной проволоки к металлической детали | 1975 |
|
SU556915A1 |
| Устройство для контактной сварки | 1980 |
|
SU969481A1 |
| Электрод для микросварки | 1980 |
|
SU893460A1 |
| БЛОК ИСПЫТАТЕЛЬНЫЙ ДЛЯ ТРАНСФОРМАТОРОВ ТОКА И НАПРЯЖЕНИЯ | 2014 |
|
RU2557596C1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Машина для контактной шовной сварки | 1970 |
|
SU294421A1 |
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1985 |
|
SU1260138A1 |
| Электрод для микросварки | 1981 |
|
SU996138A1 |
| Электрод для контактной приварки проволоки к плоской детали | 1987 |
|
SU1423318A1 |