рейку 27, закрепленную на ползуне 15, и перемещают ползун 15 в направ - пяющей, а собачка 28. скользит по зубу рейки 27. После этого, отпускают рычаг
37, В этом положении ползун 15 перемещается на шаг, равный шагу зубчатой рейки 27, и следующий контакт по- дается на позицию.сварки. 4 ил.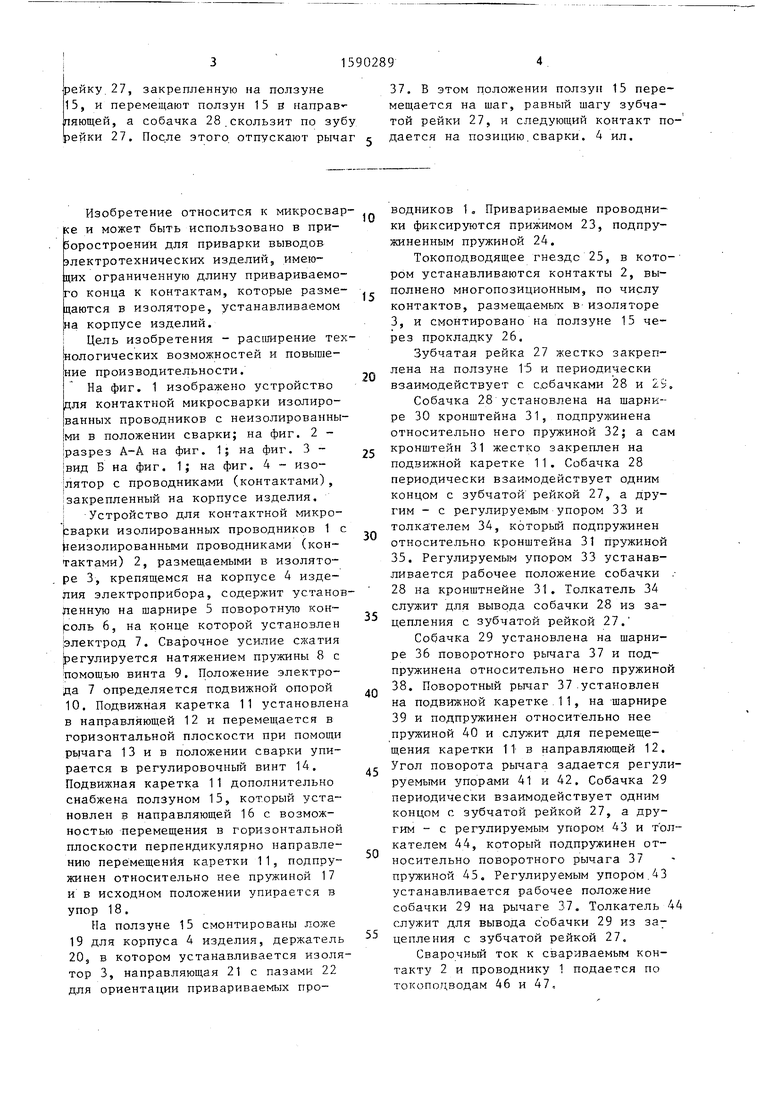
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1986 |
|
SU1329936A2 |
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1985 |
|
SU1260138A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| Устройство для заточки электрода для микросварки | 1983 |
|
SU1199530A1 |
| Механизм шаговой подачи | 1981 |
|
SU994179A1 |
| Устройство для микросварки | 1984 |
|
SU1191226A1 |
| Устройство для укладки в тару стержнеобразных предметов | 1982 |
|
SU1076360A1 |
| Многоточечный автомат для приварки контактов | 1988 |
|
SU1678566A1 |
| Устройство для перемещения каретки пишущей машины | 1980 |
|
SU1050899A1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1425042A1 |
Изобретение относится к микросварке и может быть использовано в приборостроении для приварки выводов электротехнических изделий. Цель изобретения - расширение технологических возможностей и повышение производительности. Корпус изделия устанавливают в ложе, а изолятор 3 - в держателе. Проводники размещают в пазах 22 направляющей, а оголенную часть располагают на площадке контакта. Затем фиксируют их прижимом 23. Рычагом перемещают подвижную каретку 11 в зону сварки и осуществляют сварку контакта с проводником. После этого подвижной опорой поднимают поворотную консоль с электродом и поворачивают рычаг 37. При этом собачка 29 воздействует на зубчатую рейку 27, закрепленную на ползуне 15, и перемещает ползун 15 в направляющей, а собачка 28 скользит по зубу рейки 27. После этого отпускают рычаг 37. В этом положении ползун 15 перемещается на шаг, равный шагу зубчатой рейки 27, и следующий контакт подается на позицию сварки. 4 ил.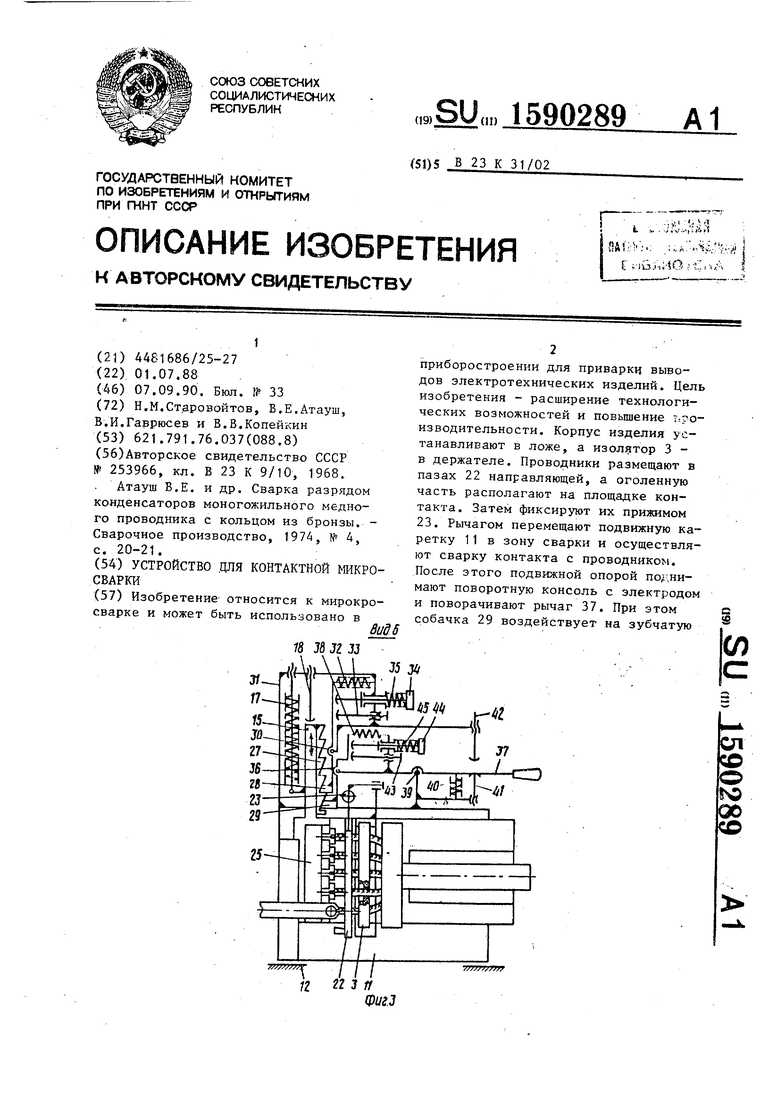
Изобретение относится к микросварке и может быть использовано в приборостроении для приварки выводов электротехнических изделий, имею- цих ограниченную длину привариваемого конца к контактам, которые разме- цаются в изоляторе, устанавливаемом на корпусе изделий.
I Цель изобретения - расширение тех- |нологических возможностей и повыще- ние производительности.
На фиг. 1 изображено устройство
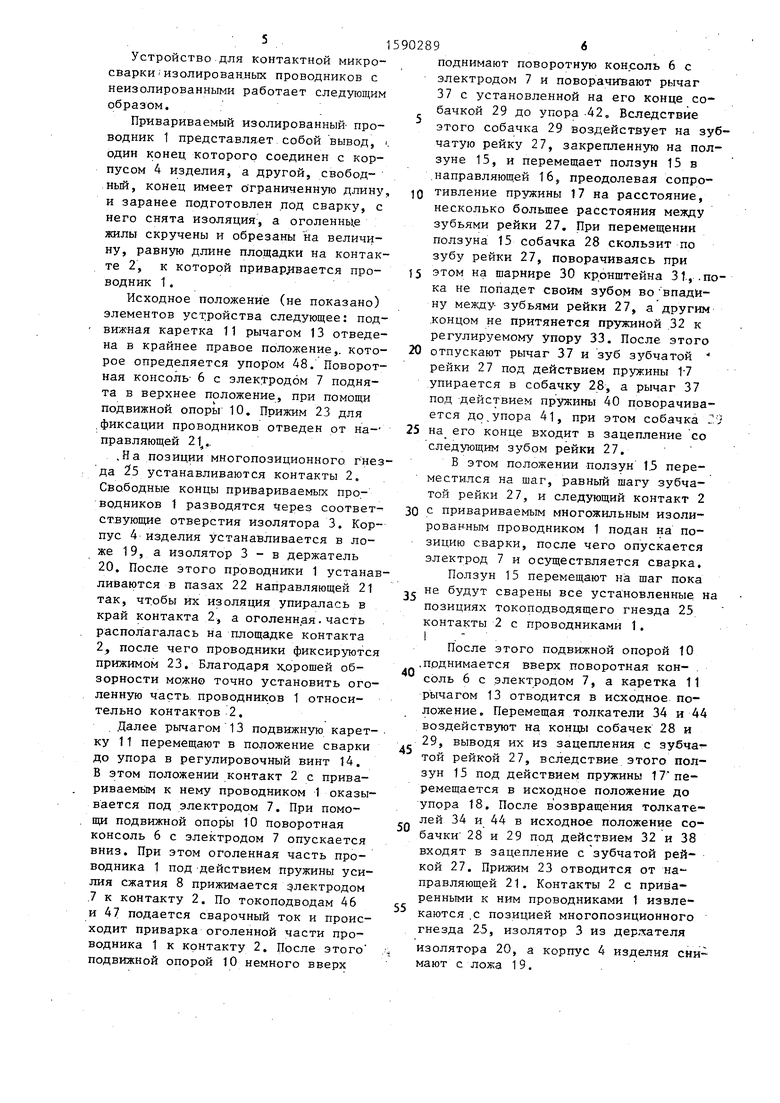
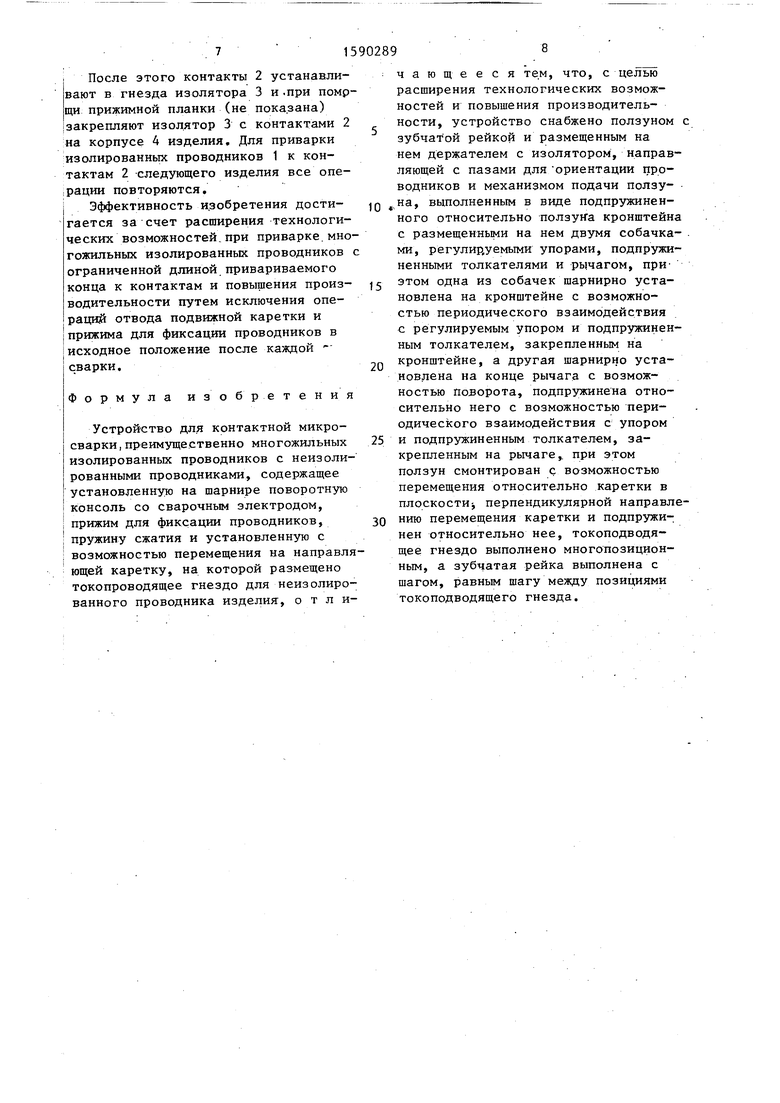
для контактной микросварки изолиро- {ванных проводников с неизолированны- |ми в положении сварки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - |вид Б на фиг. 1; на фиг. А - изо- шятор с проводниками (контактами), закрепленный на корпусе изделия. I Устройство для контактной микро- |:Барки изолированных проводников 1 с Неизолированными проводниками (контактами) 2, размещаемыми в изоляторе 3, крепящемся на корпусе 4 изделия электроприбора, содержит установ jieHHyw на шарнире 5 поворотную кон- роль 6, на конце которой установлен лектрод 7. Сварочное усилие сжатия регулируется натяжением пружины 8 с Ьомощью винта 9. Положение электрода 7 определяется подвижной опорой 10. Подвижная каретка 11 установлена в направляющей 12 и перемещается в горизонтальной плоскости при помощи рычага 13 и в положении сварки упирается в регулировочный винт 14. Подвижная каретка 11 дополнительно снабжена ползуном 15, который установлен в направляющей 16 с возможностью перемещения в горизонтальной плоскости перпендикулярно направлению перемещения каретки 11, подпружинен относительно нее пружиной 17 и в исходном положении упирается в упор 18.
На ползуне 15 смонтированы ложе 19 для корпуса 4 изделия, держатель 20, в котором устанавливается изолятор 3, направляющая 21 с пазами 22 для ориентации привариваемых про
5
0
5
0
5
0
5
0
5
водников 1. Привариваемые проводники фиксируются прижимом 23, подпружиненным пружиной 24.
Токоподводящее гнездо 25, в кото- ром устанавливаются контакты 2, выполнено многопозиционным, по числу контактов, размещаемых в- изоляторе 3, и смонтировано на ползуне 15 через прокладку 26.
Зубчатая рейка 27 жестко закреплена на ползуне 15 и периодически взаимодействует с с.обачками 28 и 29.
Собачка 28 установлена на шарнире 30 кронштейна 31, подпружинена относительно него пружиной 32; а сам кронштейн 31 жестко закреплен на подвижной каретке 11. Собачка 28 периодически взаимодействует одним концом с зубчатой рейкой 27, а другим - с регулируемым упором 33 и толкателем 34, который подпружинен относительно кронштейна 31 пружиной 35. Регулируемым упором 33 устанавливается рабочее положение собачки . 28 на кронщтнейне 31. Толкатель 34 служит для вывода собачки 28 из зацепления с зубчатой рейкой 27.
Собачка 29 установлена на шарнире 36 поворотного рычага 37 и подпружинена относительно него пружиной 38. Поворотный рычаг 37 .установлен на подвижной каретке 11, на шарнире 39 и подпружинен относительно нее пружиной 40 и служит для перемеще- щения каретки 11 в направляющей 12. Угол поворота рычага задается регулируемыми упорами 41 и 42. Собачка 29 периодически взаимодействует одним концом с зубчатой рейкой 27, а другим - с регулируемым упором 43 и толкателем 44, который подпружинен относительно поворотного рычага 37 пружиной 45. Регулируемым упором.43 устанавливается рабочее положение собачки 29 на рычаге 37. Толкатель 44 служит для вывода собачки 29 из зацепления с зубчатой рейкой 27.
Сварочный ток к свариваемым контакту 2 и проводнику 1 подается по токоподводам 46 и 47.
Устройство для контактной микросварки ; изолированных проводников с неизолированными работает следующим образом.
Привариваемый изолированный- проводник 1 представляет собой вывод, один конец которого соединен с корпусом 4 изделия, а другой, свобод- ньй, конец имеет о граниченную длину и заранее подготовлен под сварку, с него снята изоляция, а оголеннне жилы скручены и обрезаны на величину, равную длине площадки на контакте 2, к которой приваривается проводник 1.
Исходное положение (не показано) элементов устройства следующее: под- вижная каретка 11 рычагом 13 отведена в крайнее правое положение,, которое определяется упором 48. Поворотная консоль- 6 с электродом 7 поднята в верхнее положение, при помощи подвижной опоры 10. Прижим 23 для .фиксации проводников отведен от направляющей 21..
,На позиции многопозиционного гнезда 25 устанавливаются контакты 2. Свободные концы привариваемых проводников 1 разводятся Через соответствующие отверстия изолятора 3. Корпус 4 изделия устанавливается в ло- . же 19, а изолятор 3 - в держатель 20. После этого проводники 1 устанавливаются в пазах 22 направляющей 21 так, чтобы их изоляция упиралась в край контакта 2, а оголенная.часть располагалась на площадке контакта 2, после чего проводники фиксируются прижимом 23. Благодаря хорошей обзорности можно точно установить оголенную часть проводников 1 относительно контактов 2.
. Далее рычагом 13 подвижную каретку 11 перемещают в положение сварки до упора в регулировочный винт 14. В этом положении контакт 2 с привариваемым к нему проводником 1 оказывается под электродом 7. При помощи подвижной опоры 10 поворотная консоль 6 с электродом 7 опускается вниз. При этом оголенная часть проводника 1 под действием пружины усилия сжатия 8 прижимается электродом .7 к контакту 2. По токоподводам 46 и 47 подается сварочный ток и происходит приварка оголенной части проводника 1 к контакту 2. После этого подвижной опорой 10 немного вверх
902896
поднимают поворотную консоль 6 с электродом 7 и поворачивают рычаг 37 с установленной на его конце со- бачкой 29 до упора -42, Вследствие этого собачка 29 воздействует на зубчатую рейку 27, закрепленную на ползуне 15, и перемещает ползун 15 в .направляющей 16, преодолевая сопро- 10 тивление пружины 17 на расстояние, несколько большее расстояния между зубьями рейки 27. При перемещении ползуна 15 собачка 28 скользит по зубу рейки 27, поворачиваясь при 15 этом на шарнире 30 кронштейна 31,.пока не попадет своим зубом во впадину между зубьями рейки 27, а другим .концом не притянется пружиной .32 к регулируемому упору 33. После этого 20 отпускают рычаг 37 и зуб зубчатой - рейки 27 под действием пружины 17 упирается в собачку 28, а рычаг 37 под действием пружины 40 поворачивается до,упора 41, при этом собачка Г,9 25 на его конце входит в зацепление со следующим зубом рейки 27.
В этом положении ползун 1.5 переместился на шаг, равный шагу зубчатой рейки 27, и следующий контакт 2 30 с привариваемым многожильным изолированным проводником 1 подан на позицию сварки, после чего опускается электрод 7 и осуществляется сварка. Ползун 15 перемещают на шаг пока 35 е будут сварены все установленные на позициях токоподводящего гнезда 25 контакты 2 с проводниками 1.
После этого подвижной опорой 10 .поднимается вверх поворотная консоль 6 с электродом 7, а каретка 11 рычагом 13 отводится в исходное положение. Перемещая толкатели 34 и 44 воздействуют на концы собачек 28 и 29, выводя их из зацепления с зубчатой рейкой 27, вследствие этого ползун 15 под действием пружины 17 перемещается в исходное положение до упора 18. После возвращения толкателей 34 и 44 в исходное положение собачки 28 и 29 под действием 32 и 38 входят в зацепление с зубчатой рей- кой 27. Прижим 23 отводится от направляющей 21. Контакты 2 с прива- реннь ми к ним проводниками 1 извлекаются .с позицией многопозиционного гнезда 25, изолятор 3 из держателя
изолятора 20, а корпус 4 изделия снимают с ложа 19.
40
5
0
i После этого контакты 2 устанавливают в гнезда изолятора 3 и .при помр- щи прижимной планки (не показана) |закрепляют изолятор 3 с контактами 2 на корпусе 4 изделия. Для приварки изолированных проводников 1 к контактам 2 следующего изделия все операции повторяются.
i Эффективность изобретения достигается за счет расширения технологических возможностей, при приварке, многожильных изолированных проводников ограниченной длиной привариваемого конца к контактам и повышения произ- I водительности путем исключения опе- iраций отвода подвижной каретки и I прижима для фиксации проводников в I исходное положение после каждой -- I сварки,
I.
Формула изобретения I
I Устройство для контактной микро- I сварки,преимущественно многожильных I изолированных проводников с неизоли- I рованными проводниками, содержащее установленную на шарнире поворотную i консоль со сварочным электродом, I прижим для фиксации проводников, пружину сжатия и установленную с : ВОЗМОЖНОСТЬЮ перемещения на направля ющей каретку, на которой размещено токопроводящее гнездо для неизолированного проводника изделия, о т л и: чающееся тем, что, с целью расширения технологических возможностей и повышения производительности, устройство снабжено ползуном с зубчатой рейкой и размещенным на нем держателем с изолятором, направляющей с пазами для ориентации проводников и механизмом подачи ползу,на, выполненным в виде подпружиненного относительно ползуна кронштейна с размещенными на нем двумя собачка- . ми, регулир,уемьми упорами, подпружиненными толкателями и рычагом, приг этом одна из собачек шарнирно установлена на кронштейне с возможностью периодического взаимодействия с регулируемым упором и подпружиненным толкателем, закрепленным на
Q кронштейне, а другая шарнирно установлена на конце рычага с возможностью Поворота, подпружинена относительно него с возможностью периодического взаимодействия с упором
5 И подпружиненным толкателем, закрепленным на рычаге,, при этом ползун смонтирован с возможностью перемещения относительно каретки в плоскости-, перпендикулярной направле0 нию перемещения каретки и подпружинен относительно нее, токоподводя- щее гнездо выполнено многопозиционным, а зубчатая рейка выполнена с шагом, равным шагу между позициями токоподводящего гнезда.
212322 А-А .
2if
feff,
Составитель А.Анохов Редактор. С.Патрушева Техред л.Сердшкова Корректор С.Шевкун
(Риг.1
О /
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ВКРЕСТ | 0 |
|
SU253966A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Атауш В.Е | |||
| и др | |||
| Сварка разрядом конденсаторов моногожильного медного проводника с кольцом из бронзы | |||
| - Сварочное производство, 1974, № 4 с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
