Изобретение отиоопся к области оборудования для контактной сварки.
Известно устройство для П1Я1соедкнения изолированной проволоки к детали, содержащее электрод, вьшолненный из двух изолированных друг От друга пластнн, между которыми размещена вставка и материала с большим омическим сопротивлением. Недостатком этого устройства является то, что оно не обеспечивает необходимого качества сварнО го соединения.
Известно также устройство для пр1варки изолированной проволоки к металлической деташ, содержащее привод сварочного давления, связанный с электродом, вьшолненным в виде js&yx токопроводящих изолированных друг от друга пласпш со скосами на рабочих концах со стороИы изоляционной прокладки для размещения привари ваемой проволоки.
Однако с помощью этого устройства можно присоединять одновременно только одну проволоку и только одаого диаметра.
Целью изобретения является повышение прюизводительности труда путем обеспечения одновременной приварки нескольких проволок и увеличения диапазона диаметров привариваемых проволок.
Дтм достижения этой цели предлагаемое устройство снабжено токопроводящим вкладьппем, установленным между скошенными концами пластин и приводом перемещения вкладыща в направлении перемещения пластин.
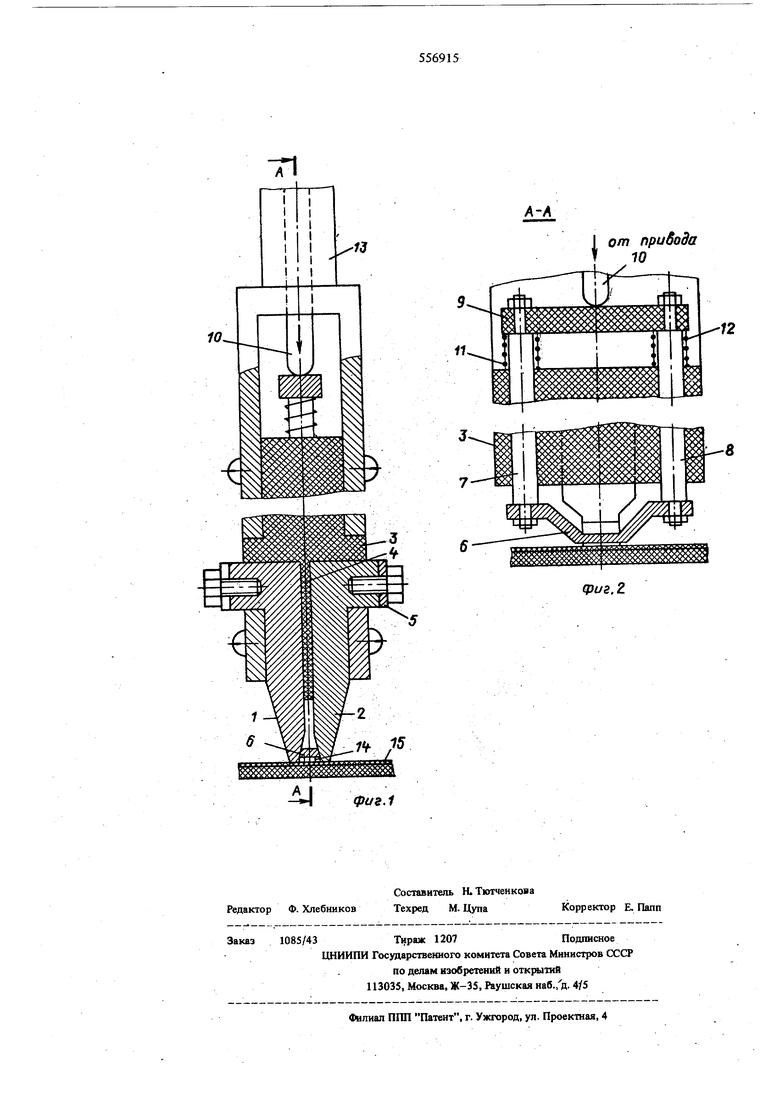
На фиг. 1 изображено устройство для прнварки изолированной проволоки к металлической детали; на фиг. 2 - то же, разрез по А-А на фиг. 1.
Устройство содержит две токопроводящие пластины 1 и 2 для односторонней сварки, которые закреплены на общем держателе 3, изготовленном из изоляционного материала. Таким образом, пластины изолированы друг от друга прокладкой 4 и снабжены отдельными токоподводами 5. На концах пластин 1 и 2, обращенных к прокладке 4, вьшолнены скосы, а между ними размещен приводной токопроводящий вкладыщб. Он контактирует с концами пластин и крепится к концам щтоков 7 и 8, соединенных траверсой 9, на которую воздействует шток 10 привода перемещения вкладыша.
По одному варианту (см. фиг. 1) токопроводящий вкладыш 6 прижимается к пластинам 1 и 2 с помощью пружин 11 и 12 и имеет призматическое сечение.
По другому варианту (см. фиг. 3) юкопроводящий вкладьпы 6 имеет прямо)тольное сечение и установлен в прямоугольной выемке с возможностью перемещения. Токопроводящий вкладыш 6 обеспечивает электрический контакт концов пластин 1 и 2. Устройство с помощью переходника 13 закреплено на штоке сварочной машины, снабженной оружиыным, пневматическим или иным приводом давления.
С помощью такого устройства осуществляется приварка изолированной проволоки 14 (или нескольких проволок одновременно) к металлической детали, преимущественно к печатной плате 15.
Работает устройство следующим образом.
Привариваемые изолированные проволоки 14 накладьшаются на металлическую деталь - контактную площадку печатной платы 15. В исходном состоянии рамка, образованная деталями 5, 7, 8 и 9, с помощью пружин 11 и 12 находится в верхнем положении, образуя выемку для проволоки 14. При этом подвижный Токопроводящий вкладьпп 6, имеющий призматическое сечение, контактирует с концами пластин 1 и 2, закорачивая их,Элемент 6, имеющкк прямоугольное сечение (см. фиг. 3), постоянно закорачивает концы электродов 1 и 2, обращенные к проволоке 14. В таком положении устройство ставится концами пластин 1 и 2 на контактную площадку печатной платы 15, а привариваемые проволЬки размещаются в выемке между концами пластин 1 и 2 и вкладыщем 6. Включается имульс тока, подводимый к пластинам .1 и 2 токоподводами 5. В результате металлическая деталь 15 ивкладыщ 6 нагреваются. Металлическая деталь 15 нагревается током, проходящим по ней между концами пластин 1 и 2. Между пластинами и контактной площадкой (медной, облуженной, посеребреной) детали 15 переходное сопротивление небольшое и зависит от давления, приложенного к пластинам. Это давление регулируется. В зависимости от соотнощения давления и щирины рабочего торца пластин будет меняться величина тока, протекающего через деталь 15, а значит будет изменяться и нагрев ее. Нагретая деталь будет передавать тепло изоляции проволоки 14 и размягчать ее. Подвижный вкладыш 6 также нагревается, поскольку он закорачивает пластины 1 и 2. В этом случае переходное
сопротивление велико и тепло, вьщеляемое вследствие контактного переходного сопротивленяя, будет размягчать изоляцию проволок 14 с другой стороны.
Размягченная изоляция легко раздав)швается подвижным вкладыщем 6, когда к нему с помощью штока 10 прилагается усилие от привода, и он воздействует на проволоку 14.
При перемещении призматического вкладьшю 6 вниз пластины размыкаются и превращаются в обычные сдвоенные, между которыми ток течет по детали - контактной площадке - печатной платы 15, нагревая ее. При перемещении прямоугольного вкладьщ1а вниз уменьшается сопротивление нижней цепи (пластина 1 - контактная площадка - пластина 2) и в результате увеличивается величина тока, проходящего через деталь 15, способствуя концентрации нагрева в месте приварки.,
Изоляция или вьщавливается из зоны контакта, или испаряется (в зависимости от ее типа).
Оголенная проволока 14 прижимается к детали 15 подвижным вкладыщем 6 и под действием тока и присоединяется к ней, вдавливаясь
в нее вследствие расплавления поверхности. Привариваемая проволока 14 при зтом не деформируется.
Формула изобретения
Устройство для приварки изолированной проволоки к металлическсж детали, содержащее привод сварочного давления, связанный с электродом
выполненным в виде двух токопроводящих изолированных друг от друга пластин со скосами на рабочих концах со стороны изоляционной проклад-. ки для размещения привариваемш проволоки, о т личающееся тем, что, с целью повьпнения
производительности путем обеспечения одновременной приварки нескольких проволок и увеличения диапазона диаметров приваривае {ых проволок, устройство снабжено токопроводящим вкладьпцем, установленным между скошенными концами пластин, и приводом перемещения указанного вкладыща в направлении перемещения пластин. I от fpuB.Z Фиг.1 привода
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки изолированной проволоки к контактным площадкам печатных плат и устройство для его осуществления | 1975 |
|
SU550252A1 |
| Устройство лоя приварки изолированной проволоки | 1975 |
|
SU546449A1 |
| Устройство для приварки изолированного проводника к металлической детали | 1975 |
|
SU541617A1 |
| Ручной инструмент для односторонней контактной микросварки | 1987 |
|
SU1511040A1 |
| Способ соединения изолированного проводника с выводной деталью | 1979 |
|
SU856716A1 |
| Способ соединения деталей | 1980 |
|
SU971601A1 |
| Устройство для сварки изолированного провода с контактными площадками | 1986 |
|
SU1433699A1 |
| Способ монтажа проволочных проводников к контактным площадкам полупроводниковых приборов | 2020 |
|
RU2751605C1 |
| Способ контактной сварки | 1986 |
|
SU1433698A1 |
| Способ односторонней контактной сварки проводника с плоской деталью | 1987 |
|
SU1445885A1 |