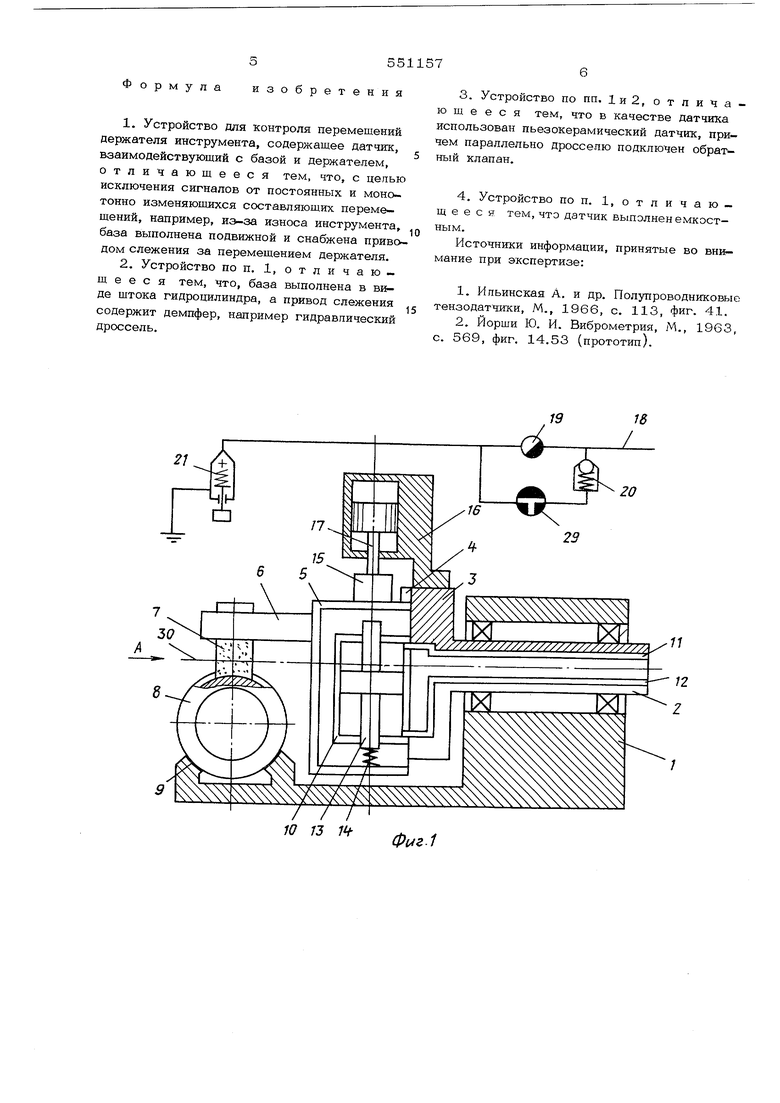
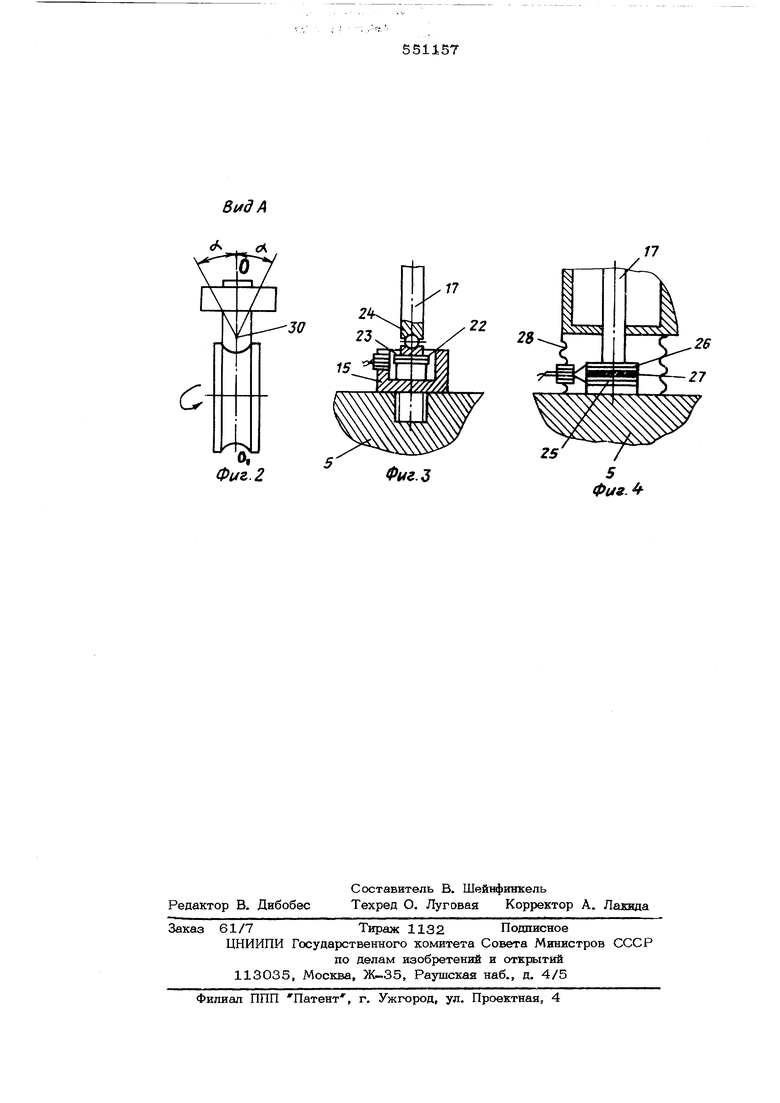
ка; на фиг. 4 - часть устройства с применением емкостного датчика. Смонтированный в подшипниках корпуса 1 вал 2 качания несет фланец 3 с радиальным направляющими 4, на которых смонтированы салазки 5 с держателем 6, оснащенным абразивным бруском 7. С корпусом 1 связаны элементы базирования заготовки. 8, например внутреннего кольца щарикоподщипника, приводимого во вращение приводом (на чертеже не изображен); эти элементы представлены в виде радиальных опор 9. На фланце 3 смон тирован цилиндр 10 поджима бруска, полости которого связаны с распределителем через каналы 11 и 12. Шток 13 цилиндра 10 связан с салазками 5 упругим элементом 14. На салазках 5 установлен датчик 15, свя занный с блоком измерения сигнала или автоматического управления, а на фланце 3 цилиндр 16, шток 17 которого взаимодействует с датчиком 15. Гидроцилиндр 16 и што 17 образуют базу - начало отсчета перемещений датчика 15. Рабочая полость цилиндра 16 соединена с магистралью 18 подпитки через дроссель 19, параллельно которому подключен обратный клапан 20, а со сливом через предохранительный клапан 21. В качестве датчика можно использовать пьезоэлектрический датчик 15 (фиг. 3, в корпусе которого, закрепленном на салазках 5, размешен пьезокерамический элемент 22 а корпус заполнен герметизирующей композицией 23, например эпоксидной смолой. Взаимодействующий с датчиком шток 17 поджат к нему через шарик 24. Датчик может быть емкостным (фиг. 4), одна- из обкладок 25 которого закреплена на салазках 5, а другая обкладка 26 - на штоке 17; при полностью поджатом к датчику штоке 17 обкладки 25 и 26 разделены слоем диэлектрика 27. Датчик защищен элас тичным уплотнением 28. Последовательно с обратным клапаном 20 в магистраль, идущую в обход дросселя 19, включен кран 29 (фиг. 1). После окончания цикла обработки подают давление по каналу 12 в нижнюю полость цилиндра 10; салазки 5 с держателем 6 и бруском 7 отходят вверх. Датчик 15 поднимает шток 17; при этом масло из рабочей полости цилиндра 16 вытесняется, в основно на слив через предохранительный клапан 21. Далее, готовую деталь снимают, заменяют ее очередной заготовкой 8 и подают давление по каналу 11 в верхнюю полость цилиндра 1О; шток 13 через упругий элемент 14 опускает салазки 5 с держателем 6, прижимая брусок 7 к обрабатываемому желобу заготовки В. Давлением, подводимым в полость цилиндра 16 из магистрали 18 подпитки через обратный клапан 20, шток 17 поджимается к датчику 15. В процессе обработки заготовка 8 врашан ется, а брусок 7 приводится валом качания 2 в возвратно-вращательное движение (качание) на (фиг. 2). Вследствие тороидной формы рабочей поверхности бруска и возможных отклонений оси ЗО вала 2 качания от плоскости 00 симметрии желоба (фиг. 2) в каждом цикле качания происходит радиальное отжатие бруска 7, держателя 6 и салазок 5 по направляющим 4 за счет податливости упругого элемента 14 и других элементов системы. В устройстве (по фиг. 3) датчик 15 при движении вверх давит через шарик 24 на шток 17, вытесняя масло из цилиндра 16 через дроссель 19. При достаточно быстром радиальном движении бруска и связанных с ним элементов (частота качания порядка 5-15 Гц) давление в цилиндре при дросселировании масла повышается, и соответственно повышается усилие, сжимающее пьезокерами- ческий элемент 22 датчика 15, преобразующий изменение усилия в электрический сигнал. При движении датчика вниз масло, поступающее из магистрали 18 подпитки через обратный клапан 20 и постоянно открытый (в устройстве по фиг. з) кран 29 в цилиндр 16 обеспечивает силовое замыкание штока 17 с датчиком 15. На постоянную и весьма мало меняющуюся составляющую усилия поджима штока 17 к датчику 15 (давление в системе подпитки) датчик, благодаря свойствам пьезокерамики, не реагирует. В устройстве (фиг. 4) датчик 15, анапогично описанному выше, при движении вверх отжимает шток 17, вытесняя масло из цилиндра 16 через дроссель 19. Кран 29 во время работы измерительного устройства закрыт, и при движении датчика вниз масло из магистрали 18 подпитки поступает в цилиндр 16 также через дроссель 19. При быстром движении датчика 15 вниз шток 17 не успевает следовать за ним; зазор между обкладками 25 я 26 емкостного датчика увеличивается. При периодическом радиальном движении бруска и связанных с ним элементов между обкладками датчика устанавливается зазор, больший исходного, определяемого толщиной слоя диэлектрика 27. При медленном радиальном движении, связанном с износом бруска, дросселирование масла не мешает штоку 17 следовать за датчиком 15. Сигнал датчика 15 может быть использован как для визуального контроля, так и для управления процессом автоматического совмещения оси качания с плоскостью симметрии желоба. Формула изобретения 1.Устройство для контроля перемещений держателя инструмента, содержащее датчик, взаимодействующий с базой и держателем, отличающееся тем, что, с целью исключения сигналов от постоянных и монотонно изменяющихся составляющих перемещений, например, из-за износа инструмента, база выполнена подвижной и снабжена приводом слежения за перемещением держателя. 2,Устройство по п, 1, отличающее с я тем, что, база выполнена в виде щтока гидроцилиндра, а привод слежения содержит демпфер, например гидравлический дроссель. 3.Устройство по пп. 1и2, отличающееся тем, что в качестве датчика использован пьезокерамический датчик, причем параллельно дросселю подключен обратный клапан. 4.Устройство по п. 1, о т л и ч а ю - щ е е с я тем, что датчик выполнен емкостным. Источники информации, принятые во внимание при экспертизе: 1.Ильинская А. и др. Полупроводниковые тензодатчи-ки, М., 1966, с. 113, фиг. 41. 2.Йорщи Ю. И. Виброметрия, М., 1963, с. 569, фиг. 14.53 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для доводки БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1972 |
|
SU348341A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| Устройство для суперфиниширования | 1989 |
|
SU1699759A1 |
| Установка для формования полых оболочек (ее варианты) | 1982 |
|
SU1101312A1 |
| Устройство для двустороннего нарезания резьбы | 1990 |
|
SU1710232A1 |
| Устройство для очистки абразивных кругов от налипания стружки | 1983 |
|
SU1161344A1 |
| МАШИНА ВЫСОКОСКОРОСТНОГО РЕВЕРСИВНОГО ТРЕНИЯ С УПРАВЛЯЕМЫМ ДИНАМИЧЕСКИМ НАГРУЖЕНИЕМ | 1990 |
|
RU2140067C1 |
| Гидравлический станок-качалка | 1973 |
|
SU487998A1 |
| Манипулятор | 1982 |
|
SU1045992A1 |
Ф(г.1
f . Л
25
Фуг.З
