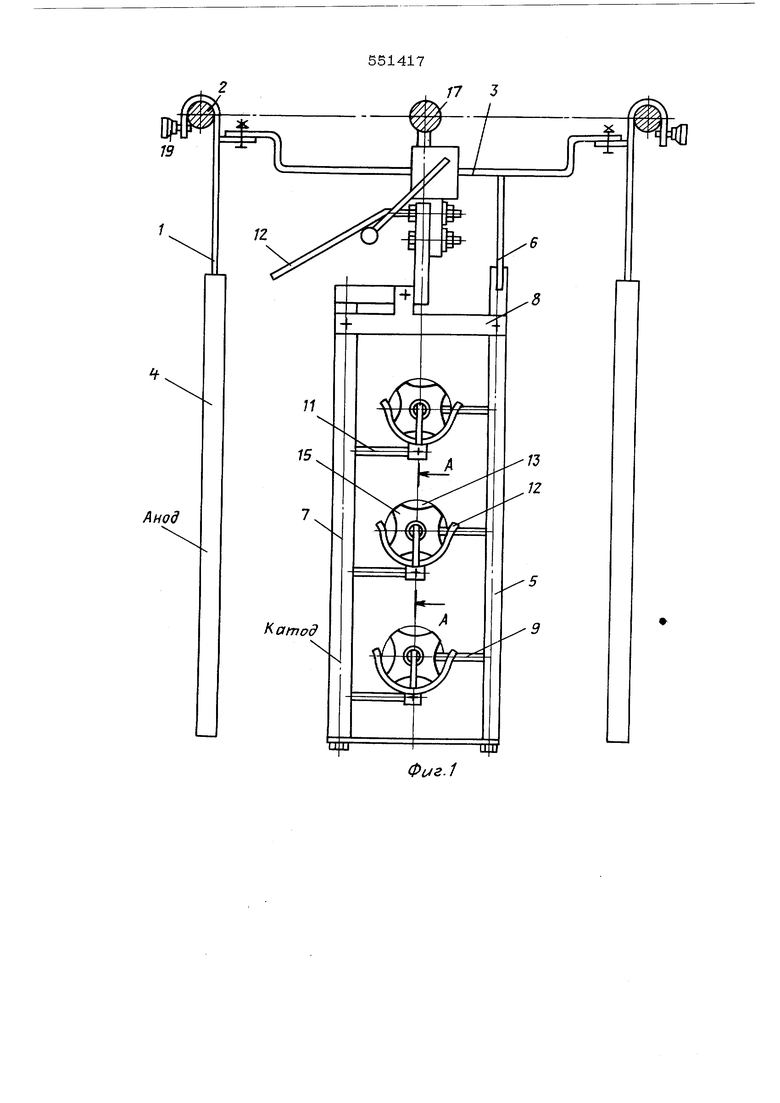
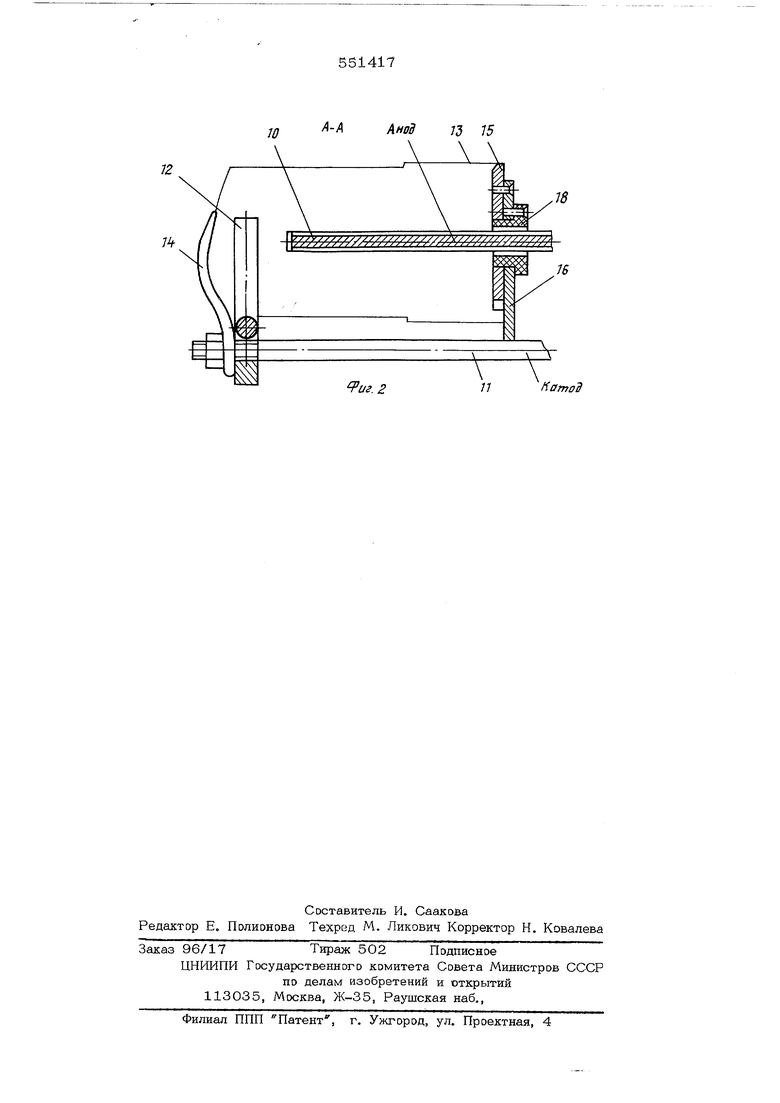
дов 10 на величину радиуса деталей и параллельны им. У каждой скобы 12 жестко закреплен фиксатор 14, выполненный в виде плоской пружины или подпружиненного рычага. Для центрадии детали 13 относительно внутреннего анода 10 установлен лепестковый центратор 15 с прорезями, которые служат для стока электролита с внутренней полости детали 13. Центратор 15 крепится к стойке 16, закрепленной на стержне 11. Стойка 7 со стержнем 11 соединена с катодной штангой 17. С целью изоляции внутреннего анода 10 от стержня 11 между ними установлена электроизоляционнная втулка 18. На анодных штангах 2 имеются фиксирующие винты 19.
Перед началам технологического процесса подвеска находится в начале гальванической линии. Деталь 13 одевается открытым концом на анод 10 и устанавливается на цент- ратор 15, при этом она упирается в пего и стойку 16. Другой ее конец лежит на скобе 12. Закрытая часть детали подпружинена фиксатором 14, прижимающим деталь к скобе (для надежного контакта) и к центратору 15. По окончании монтажа деталей 13 подвеска с помощью транспортных средств перемещается и устанавливается над ванной. После этого крюки 1 закрепляются на анодных штангах 2 фиксирующими винтами 19 и подвеска готова к работе.
Предлагаемая подвеска для электрохимической обработки пустотелых деталей цилиндрической формы позволяет обрабатывать детали соответствующей формы с закрытым основанием. При этом монтаж и демонтаж деталей в подвеске этой конструкции значительно облегчен и представляет собой процесс установки деталей на анод. Кроме того подвеска позволяет вести обработку многих деталей одновременно при обеспечении надежного электрического контакта, позволяющего пропускать большие токи, и тем самым ускорять процесс обработки деталей.
Формула изобретения
Подвеска для электрохимической обработки пустотелых деталей цилиндрической формы, содержащая электроды, отличаю щаяс я тем, что, с целью упрощения монтажа и демонтажа деталей при двухсторонней обработке, она вьшолнена в виде двух параллельных стоек со стержнями и снабжена центраторами, укрепленными на стержнях одной стойки, и скобами с прижимными фиксаторами, укрепленными на стержнях другой стойки.
Источники информации, принятые во внимание пси экспертизе:
1.Патент США № 3785952, класс 204-297, 1972.
2.Авторское свидетельство СССР
№ 261857 М. Кл С 23В 5/70, 1967. Анод /7
фцг.1 J
--4Анод 73 15
д, , ,, ,j, jjjjjjjj jj jjj jA; jjjjjjjjjjjj;jji х/х,/ л//х///Х/Хх Xx//%
,18
/5
т
Дi
V
Чи г. 2
77КатоЭ
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для электрохимической обработки цилиндрических деталей | 1984 |
|
SU1283259A1 |
| Устройство для жидкостной обработки полых деталей | 1987 |
|
SU1477790A1 |
| Устройство для нанесения электролитических покрытий | 1978 |
|
SU749943A1 |
| Устройство для нанесения электролитических покрытий | 1983 |
|
SU1121325A2 |
| Устройство для нанесения гальванических покрытий на цилиндрические детали | 1987 |
|
SU1507877A1 |
| Временный зажим для подвески обожженного анода | 1985 |
|
SU1310455A1 |
| Анод для установок электролитического нанесения покрытий | 1989 |
|
SU1756387A1 |
| Автоматическая гальваническая линия | 1986 |
|
SU1366558A2 |
| ШТАТИВ КОГАНА И.З. КАПЕЛЬНИЦЫ ДЛЯ ВНУТРИВЕННЫХ ВЛИВАНИЙ | 1993 |
|
RU2074740C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |