1
Одной из важнейших задач, стоящих перед листопрокатным производством, является повышение качества продукции, в частности, качества поверхности листа. В процессе производства тонкого листа, включающего горячую прокатку, травление, холодную прокатку, термообработку и отделочные операции, механические повреждения поверхности листа (царапины, вмятины), вОЗникаюшие после горячей прокатки, не устраняются при дальнейшей обработке, что снижает качество готового листа. Одной из причин появления таких повреждений является несовершенство накопительных устройств, разделяющих участки сварки и трав- ления непрерывных травильных линий (НТЛ).
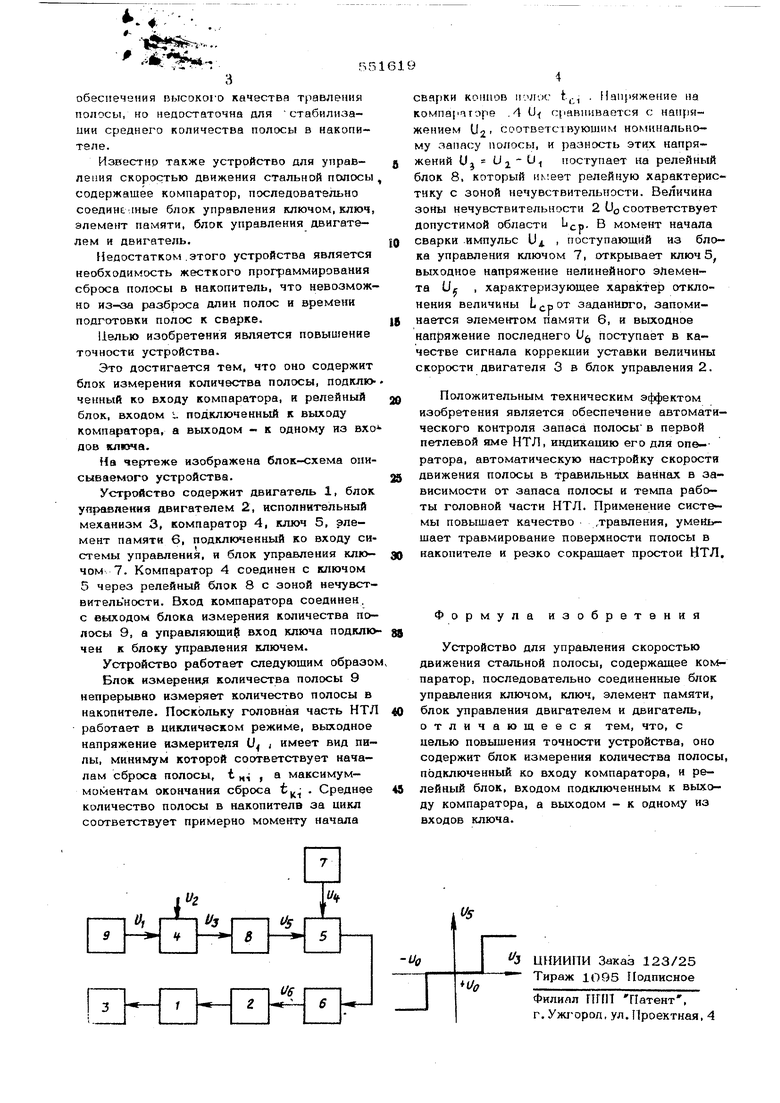
Известно устройство для автоматического управления скоростью травления стальной полосы, состоящее из двигателя с системой управления и тахогенератора тянущих роликов головной части НТЛ. Оно содержит интегратор скорости, вход которого подключен к тахогенератору, и интегратор зремени, ко входу которого подключен ис- Ьочник постоянного напряжения. Выходы
интеграторов подключены к делительному . устройству, которое через ключ перезаписи и запоминающее устройство подключено к задающему устройству системы управления. В течение цикла работы головной части НТЛ делительное устройство вычисляет величину отношения концу
цикла напряжения Up на его выходе становится пропорциональным средней величине Vj, за цикл. В конце цикла открывается ключ перезаписи, подключающий делительное устройство к запоминающему устройству, выходное напряжение последнего принимает значение Up и поступает в качестве уставки в систему управления двигателя, транспортирующего полосу через травильные ванны.
Недостатком этого устройства является применение тахогенератора для контроля скорости перемещения полосы через головную часть НТЛ, несовершенство существующих делительных устройств и интеграторов, что не может обеспечить согласования величин V. и Vj, с точностью выше 5%. Такая точности достаточна для
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СКОРОСТБЮ ТРАВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ В НЕПРЕРЫВНЫХ ТРАВИЛЬНЫХЛИНИЯХ | 1972 |
|
SU425990A1 |
| Устройство управления скоростьюдвижения стальной полосы в непрерывныхтравильных агрегатах | 1974 |
|
SU508563A1 |
| Устройство для управления скоростью движения стальной полосы | 1978 |
|
SU739485A1 |
| Устройство для регулирования скорости движения стальной полосы | 1982 |
|
SU1053071A1 |
| Устройство для контроля количества полосы в рулоне | 1977 |
|
SU726417A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Гидравлическое устройство для автоматического регулирования толщины полосы при прокатке | 1986 |
|
SU1375367A1 |
| Устройство определения относительного обжатия полосы в прокатной клети | 1980 |
|
SU908449A1 |
| Устройство для автоматического регулирования натяжения полосы на стане холодной прокатки | 1984 |
|
SU1243855A1 |
