Изобретение относится к средствам автоматизации производства лент и может быть использовано на непрерывных травильных агрегатах цехов холодной прокатки.
В хвостовой части непрерывного травильного агрегата смотка травленной полосы производится таким образом, чтобы каждый рулон полосы содержал целое число горяче катаных полос, постоянное для каждого профиля, а порезка производится по месту шва, при этом контроль количества смонтанных горячекатаных полос производится визуально. Такой метод приводит к значительному разбросу веса рулонов травленой полосы, снижению производительности станов холодной прокатки за счет увеличения числа остановок на заправку полосы.
Известно устройство, содержащее стыкосварочную машину, тянущие ролики, расположенные перед накопительным колодцем и сопряженные с датчиком скорости движения полосы, интегрирующие узлы, входы которых через управляемый от стыкосварочной мащины кольцевой щаговый коммутатор соединены с датчиком скорости движения полосы, а выходы соединены с входами
сумматора и через ключи сброса .с общей щиной, и обнаружитель щва 1.
Однако известное устройство невозможно применять для управления порезкой полосы и повышения производительности стана холодной прокатки из-за отсутствия в нем задатчика допустимой длины полосы и схемы разрешения реза.
Цель изобретения - повышение производительности стана холодной прокатки.
Поставленная цель достигается тем, что устройство снабжено задатчиком длины полосы, подключенным ко входу сумматора, нуль-реле и ячейками запрета, соединенными с сумматором и ключами сброса, схемой разрешения реза, соединенной с нуль-реле, а также со стыкосварочной машиной и обиа ружнтелем шва, причем кольцевой шаговый коммутатор снабжен вторым полем, контакты которого соединяют источник питания с ячейками запрета. При этом схема разрешения реза выполнена в виде узла сравнения, входы которого соединены со счетчиком швов и (ерез ключ перезаписи и ячейку памяти - со счетчиком полос, а выход через реле реза соединен со входом сброУМ У & Ш а. швов и элемента задержки, выход Kotoporo соединен со счетчиком полос. На фиг. 1 пбказан один из возможных
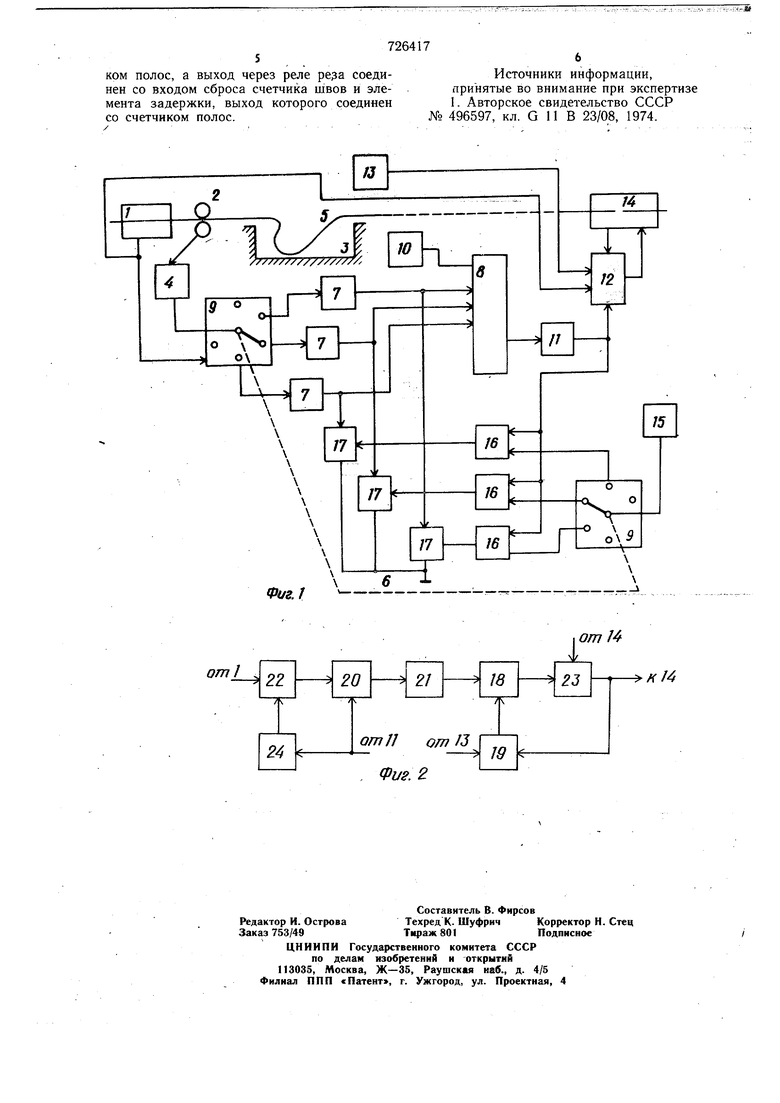
варйантов Влок-схемы предлагаемого устройства; на фиг. 2 - возможный вариант схемы разрешения реза.
Устройство содержит стыкосварочную машину 1, тянуш,ие ролики 2, установленные до .накопительного колодца 3 и сопряжен ные с датчиком 4 скорости движения полосы 5, общую шину 6 и интегрирующие узлы 7. Выходы интегрирующих узлов 7 подключены ко входам сумматора 8, а входы через кольцевой шаговый коммутатор 9, управляющий вход которого ср еДинен со ;стыкрс варочной машиной Т, подключены к выходу датчика 4. К входу сумматора 8 подключен также задатчик 10 длины полосы, а с выходойсумматора соединен вход нуль-реле 11. Входи схемы разрешения реза 12 соединены с выходами нуль-реле 11 и обнаружителя шва 13, установленного участком травления, стыкосварочной машиной 1 и ножницами И резки полосы. Скользящий контакт второго поля коммутатора 9 подключен к источнику питания 15, а позиционHbie контакты - к входам запрета ячеек запрета 16. Другие входы ячеек ,16 связаны с выходом нуль-реле 11, а выходы - с управляющими входами ключей сброса 17, соединяющих выходы интегрирующих узлов 7 с общей шиной 6.
Схема разрешения реза 12 содержит узел сравнения 18, к одному входу которого подключен счетчик швов 19, а другой через ключ перезаписи 20 и ячейку памяти 21 соединен со счетчиком полос 22. Выход узла 18 соединен с входом включения реле реза 23, выход которого подключен к ножницам 14 резки полосы и входу сброса счетчика швов 19. Вход сброса реле реза 23 связан с ножницами 14, вход счетчика швов 19 - с об на ружйтёлёмшва 13, счетный вход счетчика полос 22 соединен со стыкосварочной машиной 1, а вход сброса через элемент задержки времени 24 подключен к выходу нуль-реле 11, с которым связан также управляюший вход ключа перезаписи 20.
Устройство работает следующим образом. ,
При движении сваренной полосы 5 через ролики 2 каждый из интегрирующих узлов
7запоминает длину ее части, сортветствую щую длине одной горячекатаной полосы.
8сумматоре 8 общая длина полосы t, прошедшей через ролики 2, вычитается из заданной для данного профиля мяксийально допустимой по весу или наружному диаметру рулона длинь L травленой прлосьь ЧисЛо п полос, прошедших через ролики 2, подсчитывается счетчиком 22. В момент равенства С L срабатывает нуль-реле 11, число п заносится в ячейку памяти 21, а счетчрк 22 сбрасывается в нуль. Одновременно
выходнрй импульс нуль-реле поступает на входь ключей 17, кроме того ключ, который связан с ячейкой 16, вход запрета которой соединен с позиционным контактом коммутатора 9, в данный момент замкнутого чеJ рез скользящий контакт, на источник питания 15. При этом бее Ийгтёгрйру бщие узлы, кроме того, который вычисляет длину сбрасываемой в это время полосы, сбрасываются в нуль.
в схеме разрешения реза число полос п,
о прошедших через ролики 2, сравниваются с числом швов т, прошедших мимо обнаружителя шва 13 и подсчитанных с етчиком 19. В момент равенстеэт п включается реле; реза 23, которое разрешает резание полосы ножницами 14 при прохожде НИИ. через них очередного шва и сбрасывает счет5 ик 19. При резании полосы происходит сброс реле 23 импульсом, поступающим от ножниц 14.
0 Применение устройства позволит повысить производительность стана холодной прокатки за счет того, что увеличится средний вес рулонов травленой полосы и уменьшится число рстанрвок стана. Экономический эффект от в;недрения устройства уп равления порезкрй полосы на одном непре{йлвном травильном агрегате цеха холодной прокатки Карметкомбината составит 60 тыс. руб. в год.
Формула изобретения
1.Устройство для контроля количества полосы в рулоне, установленное в хвостовой части непрерывного травильного агрегата
и содержащее стыкосварочную машину, тянущие ролики, расположенные перед нако- ч пительным колодцем и сопряженные с датчиком скорости движения полосы, интегрирующие узлы, входы которых через управляемый от стыкосварочной машины кольцевой тяговый коммутатор соединены с датчиком скорости движения полосы, а выходы соединены с входами сумматора и через ключи сброса с общей шиной, и обнаружитель шва, отличающееся тем, что, с целью повышения производительности, оно снабжено задатчиком длины полосы, подключенным ко .входу сумматора, нуль-реле и ячейками за1прета, соединенными с сумматором и ключами сброса, схемой разрешения реза, соеди енной с- нуль-реле, а также со стыкосварочной машиной и обнаружителем шва, причем кольцевой шаговый коммутатор снабжен вторым полем, контакты которого соединяют источник питания с ячейками запрета.
2.Устройство по п. 1, отличающееся тем, что схема разрешения реза выполнена
в виде узла сравнения, входы которого соединень со счетчиком швов и через ключ перездписи и ячейку памяти - со счетчиком полос, а выход через реле соединен со входом сброса счетчика швов и элемента задержки, выход которого соединен со счетчиком полос.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 496597, кл. G 11 В 23/08, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отрезания полосы заданной длины в рулоне | 1980 |
|
SU894335A1 |
| Устройство для контроля количества полосы в накопительном колодце | 1976 |
|
SU610580A1 |
| Устройство для контроля количества полосы в накопленном колодце | 1974 |
|
SU496597A1 |
| Устройство для слежения за положением сварных швов на агрегатах производства холодного проката | 1976 |
|
SU611696A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Устройство автоматического пореза передних и задних концов полосы | 1973 |
|
SU500978A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
| Устройство для регистрации сварных швов | 1977 |
|
SU670353A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
от I
от f4
1
