1
Изобретение относится к устройствам для автоматизации процесса подачи цилиндрических деталей с малым соотношением длины к диаметру в рабочие органы станков и может быть применено в различных отраслях промышлеппости, использующих в качестве технологического оборудования загрузочные устройства с подачей заготовок из бункера на рабочие позиции через воронки и другие направляющие средства, в основном при .изготовлеНИИ массовых изделий, и в частности, при сборке втулочно-ролшедвых цепей.
Известно загрузочное устройство для стержневых деталей, включающее бункер с установлепными в нем двумя профильными синхронно вращающимися валиками. С целью ориентации деталей с большим отношением длины к диаметру каждый валик выполнен по всей длине с одинаковым многогранным профилем со скругленными вершинами и впадинами, причем обращенные друг к другу их рабочие поверхности постоянно образуют направляющий змеевидный канал.
Изделия поступают в бункер и при ворошеНИИ валиками, которые синхронно вращаются в разные стороны, направляются в один змеевидный канал,,а из него в лоток, причем в указанный лоток могут пройти только детали, расположенные параллельно оси валиков.
Кроме того, такое устройство предназначено лишь для стержневых деталей с большим отношением длины к диаметру и не может быть использовано для групповой загрузки цилиндрических деталей с малым соотнощением длины к диаметру.
Известно и другое загрузочное устройство для ориентации и подачи дискообразных деталей, включающее бункер, в котором установлены синхронно вращающиеся в одном направлении нараллельные валики с дискамиэксцентриками, смещенными относительно друг друга по фазе, причем противолежащие диски-эксцентрики установлены с постоянным зазором, и приемные лотки для западания деталей.
Детали засыпаются в бункер навалом. Валы с дисками-эксцентриками, вращающиеся в одном нанравлении, производят ворощение деталей, в результате которого часть деталей попадает в приемные лотки и скатывается в рабочую зону станка.
Это устройство является наиболее близким к изобретению.
Однако это устройство не позволяет ориентировать детали с малым соотношением длины к диаметру по вертикальной оси.
Целью изобретения является обеспечение ориентации деталей по вертикальной оси деталей с малым соотношением длины к диаметру и увеличение производительности загрузки.
Это достигается тем, что в устройстве для групповой загрузки цилиндрических деталей валики установлены с возможностью вращения в противоположные стороны, а их реборды снабжены по периметру по крайней мере одной впадиной, причем впадины каждой пары противолежащих реборд образуют между собой переменный зазор.
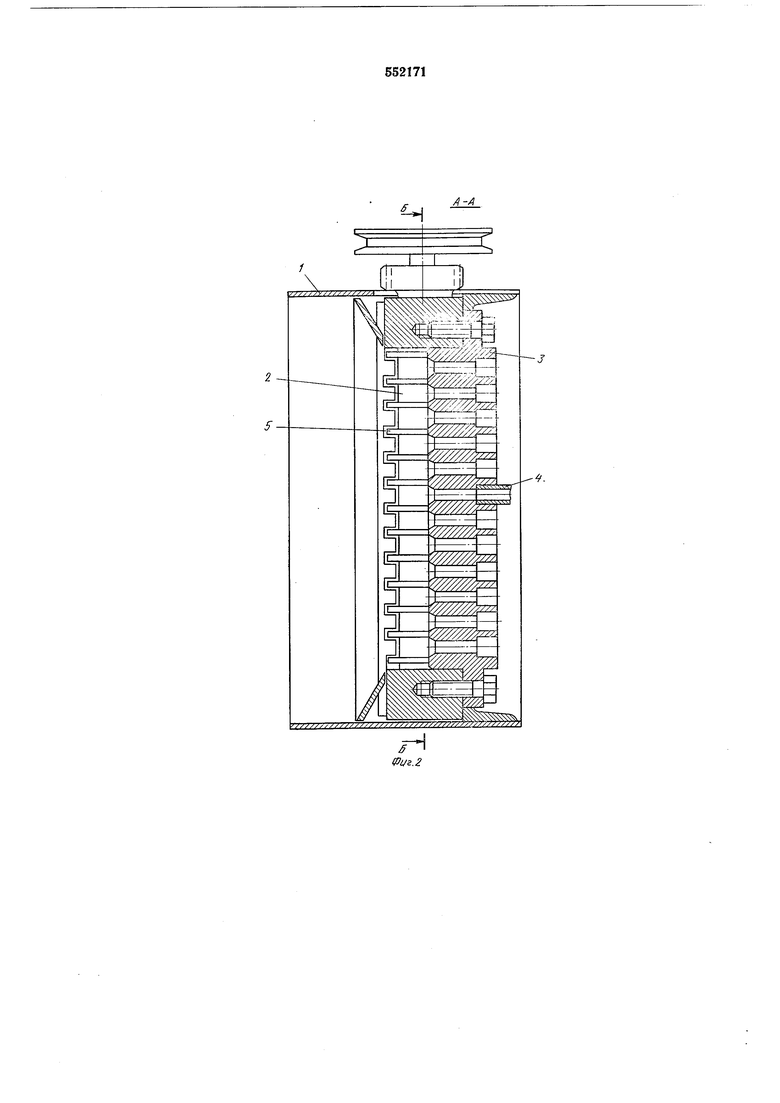
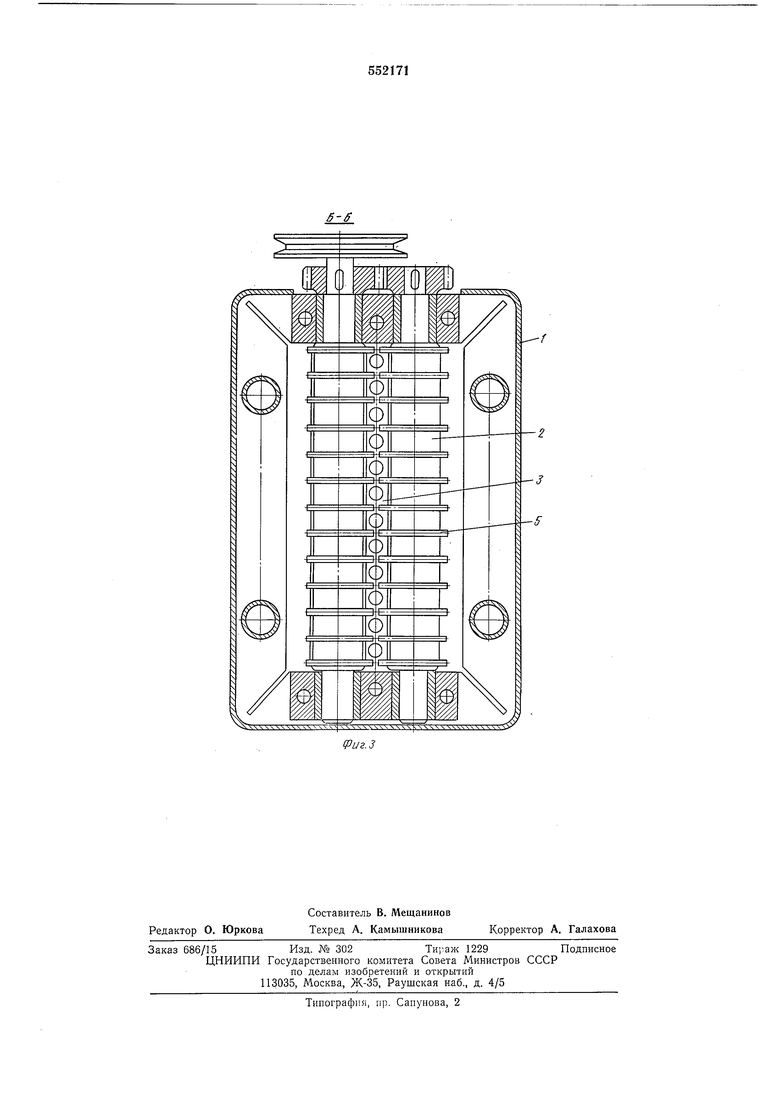
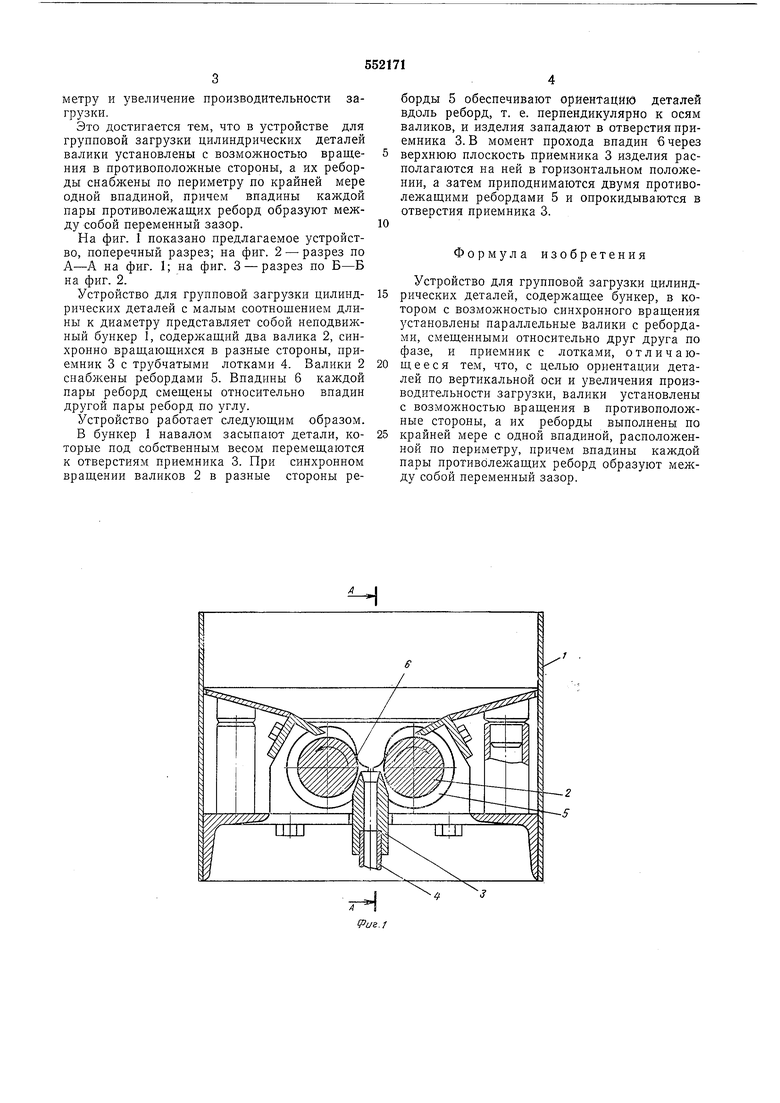
На фиг. 1 показано предлагаемое устройство, поперечный разрез; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
Устройство для групповой загрузки цилиндрических деталей с малым соотношением длины к диаметру представляет собой неподвижный бункер 1, содержащий два валика 2, синхронно вращающихся в разные стороны, приемник 3 с трубчатыми лотками 4. Валики 2 снаблсены ребордами 5. Впадины 6 каждой пары реборд смещены относительно впадин другой пары реборд по углу.
Устройство работает следующим образом.
В бункер 1 навалом засыпают детали, которые под собственным весом перемещаются к отверстиям приемника 3. При синхронном вращении валиков 2 в разные стороны реборды 5 обеспечивают ориентацию деталей вдоль реборд, т. е. перпендикулярно к осям валиков, и изделия западают в отверстия приемника 3. В момент прохода впадин 6 через верхнюю плоскость приемника 3 изделия располагаются на ней в горизонтальном положении, а затем приподнимаются двумя противолежащими ребордами 5 и опрокидываются в отверстия приемника 3.
Формула изобретения
Устройство для групповой загрузки цилиндрических деталей, содержащее бункер, в котором с возможностью синхронного вращения установлены параллельные валики с ребордами, смещенными относительно друг друга по фазе, и приемник с лотками, отличающ е е с я тем, что, с целью ориентации деталей по вертикальной оси и увеличения производительности загрузки, валики установлены с возможностью вращения в противоположные стороны, а их реборды выполнены по крайней мере с одной впадиной, расположенной по периметру, причем впадины каждой пары противолежащих реборд образуют между собой переменный зазор.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1966 |
|
SU178648A1 |
| Устройство для групповой загрузки деталей | 1978 |
|
SU753595A1 |
| Загрузочно-ориентирующее устройство | 1989 |
|
SU1708581A1 |
| Вибрационное загрузочное устройство | 1989 |
|
SU1722985A1 |
| Устройство для групповой загрузки деталей | 1980 |
|
SU897469A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Способ групповой загрузки деталей | 1987 |
|
SU1511049A1 |
| БУНКЕРНО-ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1994 |
|
RU2066613C1 |
| Устройство для групповой загрузки деталей | 1973 |
|
SU450699A1 |
| Загрузочное устройство | 1990 |
|
SU1738596A1 |