1
Изобретение относится к устройствам для сварки термопластичных изделий.
Известно устройство для сварки термопластичных изделий, содержащее пресс и подогревный формующий элемент с пазом 1.
Однако это устройство не предотвращает вытекания расплава из зоны сварки, что ухудщает качество сварного соединения.
Устройство содержит пресс, на верхней плите которого закреплен нагревательный элемент с электрообогревом. На нагревательном элементе закреплен формующий элемент с пазом.
Наиболее близким техническим рещением является устройство для сварки термопластичных изделий, содержащее пресс, вкладыщ и подогревный формующий элемент с пазом 2.
Известное устройство не обеспечивает сварки прямоугольных корпусов с крыщкой, а также не имеет достаточно высокой прочности и герметичности свариваемого соединения.
Целью предлагаемого изобретения является повыщение прочности и герметичности свариваемого соединения.
С этой целью паз формующего элемента выиолнен трапецеидальным, причем нижнее основание паза в 1,1-1,5 раза больще суммарной толщины свариваемого корпуса и крышки.
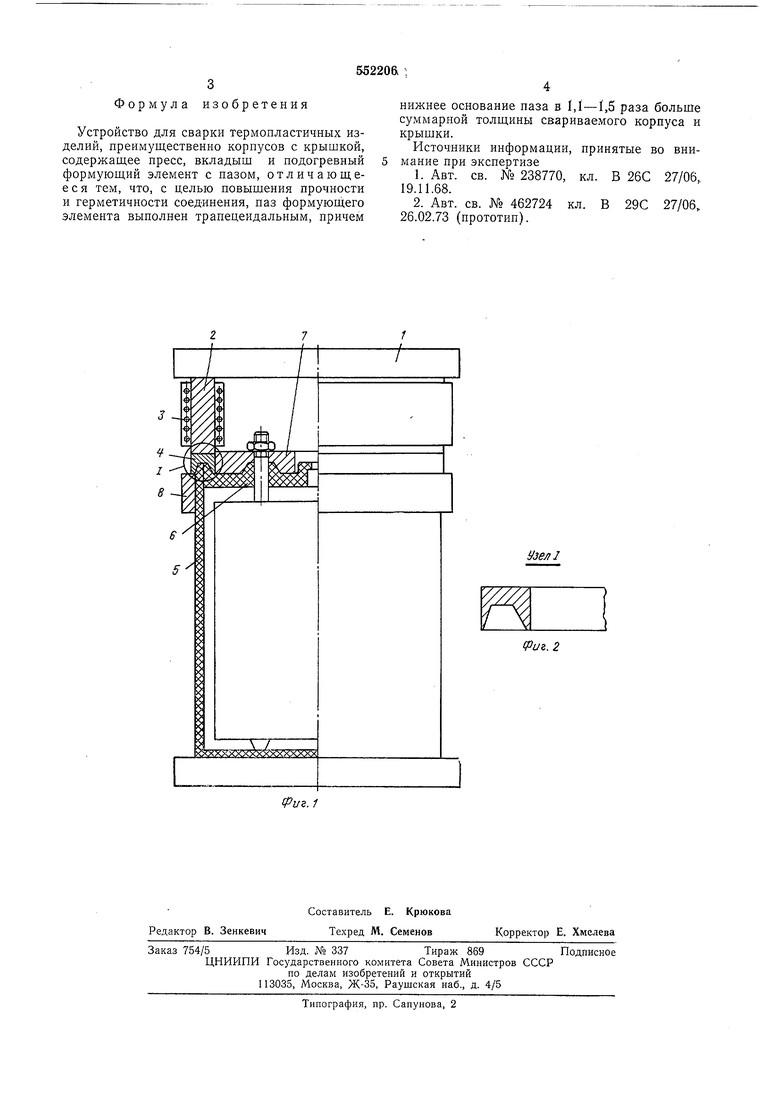
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - узел I на фиг. 1.
Устройство содержит пресс 1, на верхней плите которого закреплен нагревательный элемент 2 с электрообогревом 3. На нагревательном элементе 2 закреплен формующий элемент 4 с трапецеидальным пазом угол наклона боковых сторон которого равен 50-85°, а нижнее основание в 1,1 -1,5 раза больше суммарной толщины свариваемого корпуса 5 и крышки 6.
Кроме того, устройство содержит вкладыш 7, вставленный в окно формующего элемента 4 с зазором О 1-0,5 мм на сторону.
Боковые стенки свариваемого корпуса 5 стягиваются зажимным элементом 8.
Устройство работает следующим образом.
На нижнюю плиту пресса 1 устанавливают свариваемый термопластичный корпус 5 с крышкой 6.
Затем опускают верхнюю плиту пресса 1, при этом нагревательный элемент 2 давит на формующий элемент 4, боковые стенки которого прижимают друг к другу стенки корпуса 5 и крышки 6 в плоскости, перпендикулярной силе давления пресса, кромки изделия нагреваются, расплавляются и герметично свариваются.
Сварочное давление на кромки изделия передается всей трапецеидальной поверхности паза, а малый зазор между вкладышем формующим элементом препятствует вытеканию материала.
Формула изобретения
Устройство для сварки термопластичных изделий, преимущественно корпусов с крышкой, содержащее пресс, вкладыш и подогревный формующий элемент с пазом, отличающееся тем, что, с целью повышения прочности и герметичности соединения, паз формующего элемента выполнен трапецеидальным, причем
нижнее основание паза в 1,1-1,5 раза больше суммарной толщины свариваемого корпуса и крышки.
Источники информации, принятые во внимание при экспертизе
1.Авт. св. № 238770, кл. В 26С 27/06, 19.11.68.
2.Авт. св. № 462724 кл. В 29С 27/06„ 26.02.73 (прототип).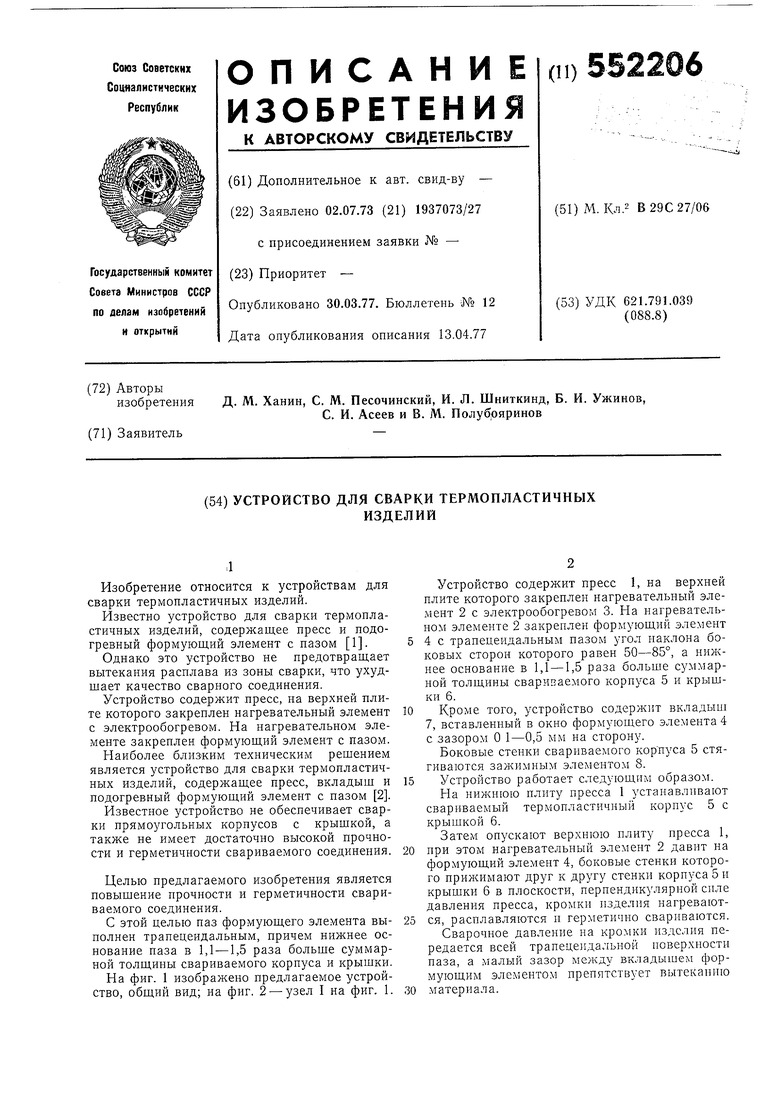
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотной сварки деталей из пластмасс | 1984 |
|
SU1224167A1 |
| Пресс-форма для переработки термореактивных полимерных материалов способом литья под давлением | 1961 |
|
SU147754A1 |
| Пресс для высокочастотной сварки изделий из термопластичных материалов | 1987 |
|
SU1451045A1 |
| Устройство для изготовления изделий из полимерных материалов | 1983 |
|
SU1165588A1 |
| Устройство для изготовления наполнения и запечатывания пакетов из ленточного термопластичного материала | 1982 |
|
SU1041423A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2396171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1993 |
|
RU2087314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153417C1 |
| Способ дуговой сварки коллекторных крышек теплообменников с паяным пакетом | 1988 |
|
SU1671427A1 |
| Установка для изготовления мешков из рукавного термопластичного материала | 1978 |
|
SU791549A1 |
Узел
(Puz.2
