Изобретение относится к машиностроению, а именно к кантующим устройствам. предназначенным, преимущественно, для поточных линий сборки-сварки крупногабаритных корпусных изделий.
Целью изобретения является повышение надежности путем самоустановки опорных цапф приспособлений-спутников с изделиями в опорных элементах стоек под действием веса изделий в процессе их кантования.
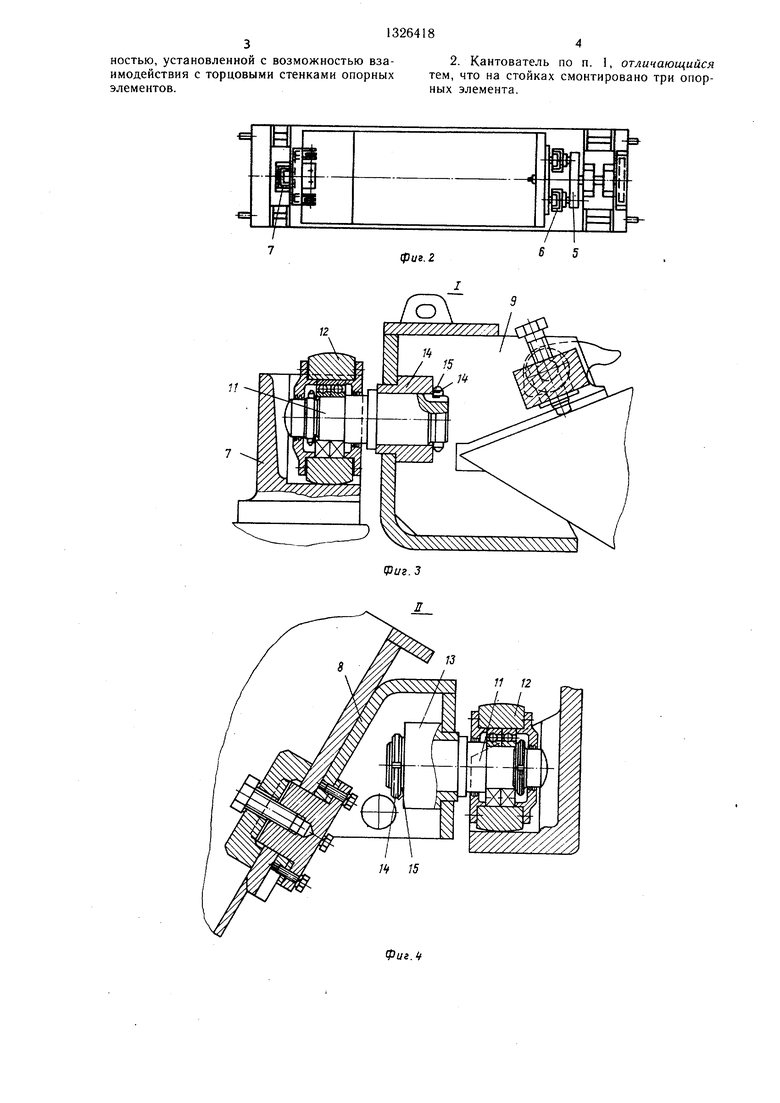
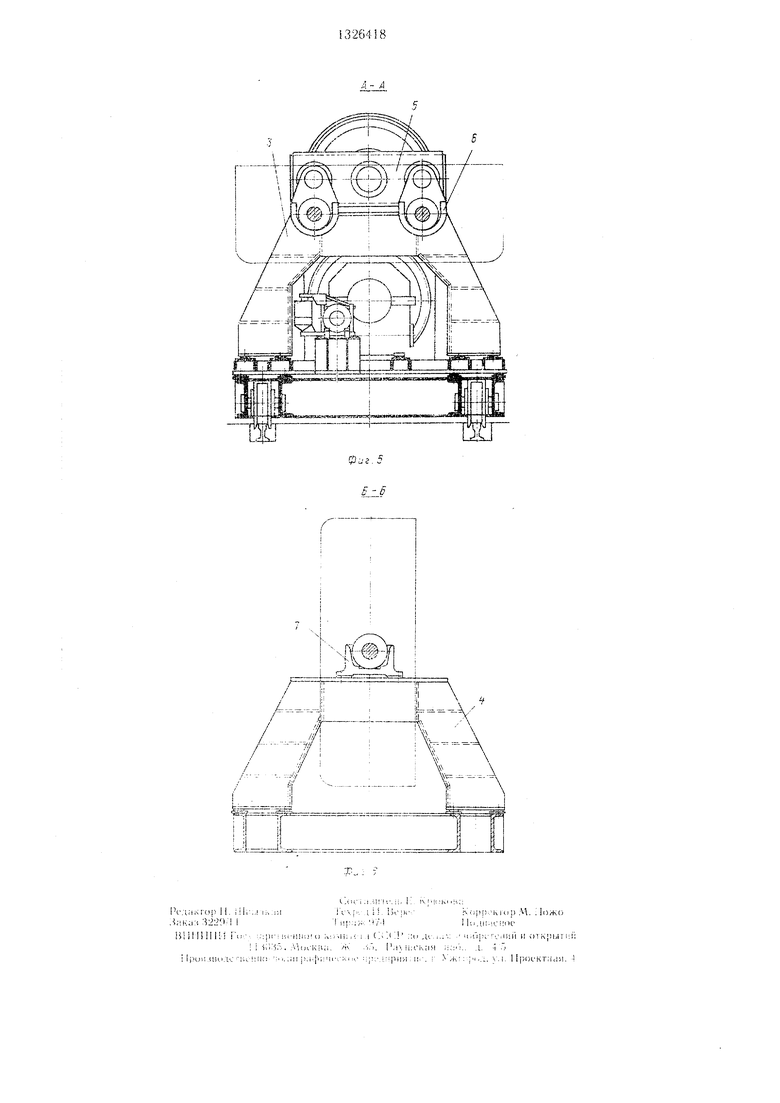
На фиг. 1 схематически изображен кантователь; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел на фиг. 1; на фиг. 4 - узел II на фиг. 1; на фиг. 5 - разрез А-А на фиг. 1; на фиг. 6 - разрез Б-Б на фиг. 1.
Кантователь содержит перемещаемую по рельсовому пути 1 основания тележку 2, на раме которой закреплены приводная 3 и неприводная 4 стойки.
Стойки оснащены опорными элементами.
Опорный элемент приводной стойки 3 выполнен в виде коромысла 5, закрепленного на оси поворота приводного колеса и оснащенного шарнирно установленными на нем серьгами 6 с опорными гнездами, расположенными симметрично относительно оси поворота колеса с коромыслом 5.
Опорный элемент неприводной стойки 4 выполнен в виде призмы 7. Каждый опорный элемент выполнен с торцовой стенкой. Кантователь-оснащен зажимными приспособлениями-спутниками 8 и 9 для изделия 10. Приспособления-спутники выполнены с цагь фами 11, торцовые поверхности которых выполнены сферическими. На цапфах 11 смонтированы сферические опорные ролики 12.
Оси цапф 1 располагают по плоскости, проходящей через центр тяжести изделия 10.
Цапфы 11 установлены в отверстиях бобышек 13 приспособлений-спутников 8 и 9 жестко посредством гайки 14 со стопорной шайбой 15. Цапфы 11 и ролики 2 выполнены взаимозаменяемыми.
Кантователь работает следующим образом.
Изделие 10 на сборочном стенде (не показан) закрепляют в зажимных приспособлениях-спутниках 8 и 9, располагая его центр тяжести в плоскости расположения трех цапф 11.
Затем грузоподъемным краном изделие устанавливают .ча кантователь, находящийся на позиции загрузки поточной липии сборки -сварки. При этом ролики 12 цапф 11 спутника 8 укладываются в гнезда серег 6 приводной стойки 3, а ролик 12 цапфы 11 спутника 9 - в призму 7 непри водной стойки 4. Общим приводо.м конвейера линии (на фиг. и 2 не пока зан) кантователь перемещают по рельсовому пути 1 на первую рабочую позицию поточной линии, где пр1- водом меха0
5
0
5
0
5
0
5
0
5
низма вращения, соединенного с источни- ко.м питания, приводится во вращение коромысло 5 приводной стойки 3 с серьгами 6. При этом все цапфы 11 вращаются относительно осей своих роликов 12, а оси роликов цапф, помещенных в серьгах 6 приводной стойки 3, одновременно соверщают плоскопараллельное движение и вращаются относительно оси ролика, помещенного в призму 7 неприводной стойки 4. Происходит кантование изделия 10, т.е. установка его в положение, удобное для производства сборочно-сварочных операций.
В процессе кантования изделия опорные цапфы с роликами самоустанавливаются в опорных элементах под действием собственного веса.
После окончания работы на первой позиции кантователь передвигается на вторую, третью и т.д. позиции поточной линии. Пройдя все рабочие позиции линии, кантователь попадает на позицию разгрузки, с него снимается отовое изделие, а кантователь передается вновь на позицию загрузки поточной линии, куда поступает требующее обработки изделие с закрепленными к нему спутниками с цапфами, и процесс работы устройства на поточной линии повторяется.
Использование данного кантователя позволяет производить всестороннюю обработку изделия,установленного в кантователе; обеспечивает надежность фиксации и кантовки изделия путем установки его в кантователе на три точки. При этом снижаются динамические нагрузки и повышаются плавность и надежность кантования, так как изделие кантуется без дисбаланса, благодаря расположению оси его вращения через центр тяжести. Кроме того, повышается надежность работы благодаря самоустановке изделия в процессе кантования в опорных элементах под действием собственного веса, а также бла1 одаря использованию зажимных приспособлений-спутников обеспечивается возможность кантования изделий различных типоразмеров.
Формула изобретения
. Кантователь крупногабаритных изделий, содержащий смонтированные на основании две стойки с опорными элементами, выполненными с торцовыми стенками, к зажимные приспособления-спутники для изделий, выполненные с опорными цапфами, установленными в опорных элементах стоек с возможностью переустановки, отличающийся тем, что, с целью повышения надежности путем самоустановки опорных цапф приспособлений-спутников в опорных элементах стоек под действием веса изделий в процессе их кантования, цапфы снабжены сферическими опорными роликами, раз- мен1енными в опорных элементах, и выполнены со сферической торцовой поверх1326418
3
ностью, установленной с возможностью вза-2. Кантователь по п. 1, отличающийся
имодействия с торцовыми стенками опорных тем, что на стойках смонтировано три опор- элементов.нь1х элемента.
фиг. 2
/ б 5
12
фиг. 3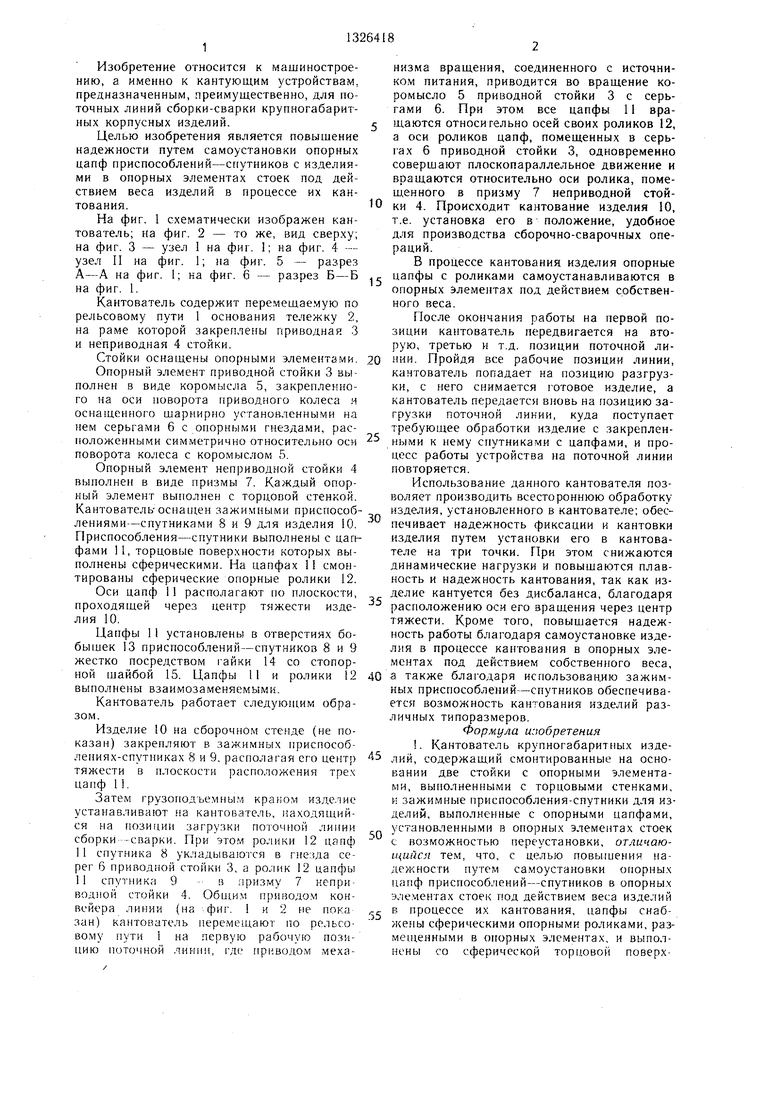
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации в кантователе изделия типа корпуса с выступающим элементом на торце | 1990 |
|
SU1750904A1 |
| Кантователь для сборки под сварку | 1980 |
|
SU910388A1 |
| Устройство для вытяжки и кантовки крупногабаритных форм | 1985 |
|
SU1271633A1 |
| Кантователь рамных изделий | 1981 |
|
SU998068A1 |
| Устройство для накопления и передачи изделий на технологическую операцию | 1990 |
|
SU1761357A1 |
| Цепной кантователь | 1985 |
|
SU1337224A1 |
| Поточная механизированная линия для изготовления балок коробчатого сечения | 1975 |
|
SU650761A1 |
| Кантователь | 1980 |
|
SU933237A1 |
| Кантователь | 1979 |
|
SU796121A1 |
| Кантователь для периодического продольного перемещения и поворота на 90 @ изделий | 1988 |
|
SU1556855A1 |
Изобретение относится к машиностроению, а именно к кантующим устройствам, предназначенным, преимущественно, для поточных линий сборки - сварки крупногабаритных корпусных изделий. Целью изобретения является повышение надежности. Кантователь содержит приводную 3 и неприводную 4 стойки с опорными элементами для цапф зажимных приспособлений-спутников 8 и 9. закрепляемых на изделиях. Цапфы выполнены со сферическими торцовыми поверхностями и снабжены сферическими опорными роликами. Опорные элементы выполнены с торцовыми стенками. Приспособления-спутники 8 и 9 закрепляют на изделии, располагая центр тяжести изделия и плоскости расположения цапф. Затем изделие устанавливают на кантователь, размещая ролики цапф в опорных элементах стоек 3 и 4. При кантовании изделия под действием его веса опорные цапфы самоустанавливаются в опорных элементах стоек, обеспечивая его устойчивое положение на рабочей позиции. При этом возможно кантование изделий различных типоразмеров. з.п. ф-лы, 6 ил. SS ОО 1чЭ 4 00 
.
;
,,,,,,,,,,.
| Кантователь | 1980 |
|
SU933237A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
