1
Изобретение относится к способу шлифования резьбы на заборной части метчиковраскатников, предназначенных для образования резьбы методом пластической деформации, и может быть применено для шлифования резьбовой части роликов резьбонакатных плашек и .самовыдавливаюш,их резьбу без снятия стружек болтов, винтов и шпилек.
Известен способ шлифования резьбы метчиков-раскатников специально спрофилированным однониточным или многониточным кругом с коррекцией шага резьбы путем дополнительной перестройки гитары шага резьбошлифовального стайка.
Недостатком такого способа является то, что не устраняется погрешность шага резьбы при шлифовании криволинейной заборной части метчиков-раскатников.
Цель изобретения - устранение указанного недостатка.
Это достигается по предлагаемому способу формированием резьбы метчика-раскатника относительно ее выступов кругом, рабочая часть профиля которого соответствует профилю вершины образуемой резьбы, например профилю резьбы заборной части метчика-раскатника. Кроме того, круг, спрофилированный по вершинам формируемой резьбы, можно применить для устранения погрешности шаге резьбы, образуемой известным способом. Для этого копир смещают на один шаг шлифуемой резьбы в сторону калибрующей части метчика. Ликвидировать искажение шага резьбы
можно путем правки круга, рабочая часть профиля которого соответствует половине впадины образуемой резьбы, а также дополнительным смещением копира на шаг резьбы в сторону калибрующей части изготовляемого
метчика.
Неизбежно получаемые поднутрения на заборной части метчика-раскатника по внутреннему диаметру профиля резьбы отрицательного действия на процесс изготовления резьбы
методом пластической деформации не оказывает, а прочность метчика уменьшается незначительно.
Нредлагаемый способ шлифования резьбы на заборной части метчиков-раскатников поясняется чертежами, где на фиг. I дана схема шлифования резьбы на заборной части метчика-раскатника известным способом; на фиг.
2- то же, предлагаемым способом; на фиг.
3- схема исправления погрешностей шага резьбы предлагаемым способом.
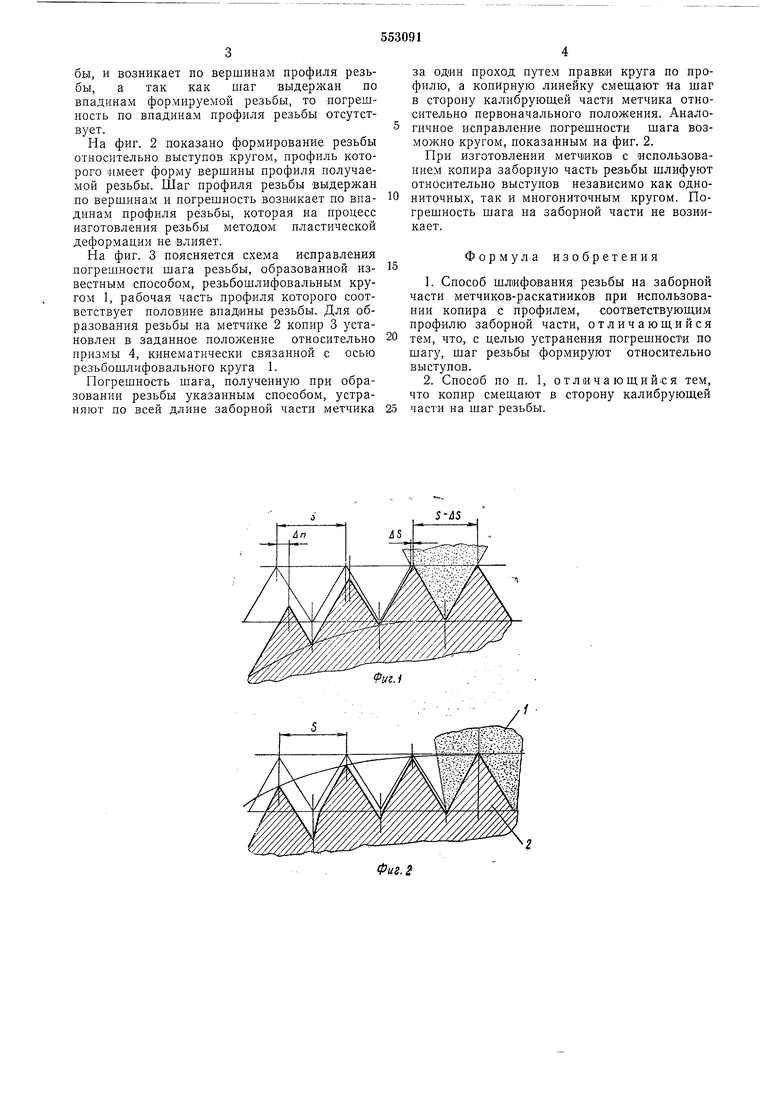
На фиг. 1 показан профиль резьбы с погрешностью на шаг As и на сумму шагов заборной части метчика An, которая является следствием неравномерного снятия припуска по виткам резьбы, и возникает по вершинам профиля резьбы, а так как шаг выдержан по впадинам формируемой резьбы, то погрешность по впадинам профиля резьбы отсутствует.
На фиг. 2 показано формирование резьбы относительно выступов кругом, профиль которого имеет форму вершины профиля получаемой резьбы. Шаг профиля резьбы выдержан ио вершинам и погрешность возникает по впадинам профиля резьбы, которая на процесс изготовления резьбы методом пластической деформации не влияет.
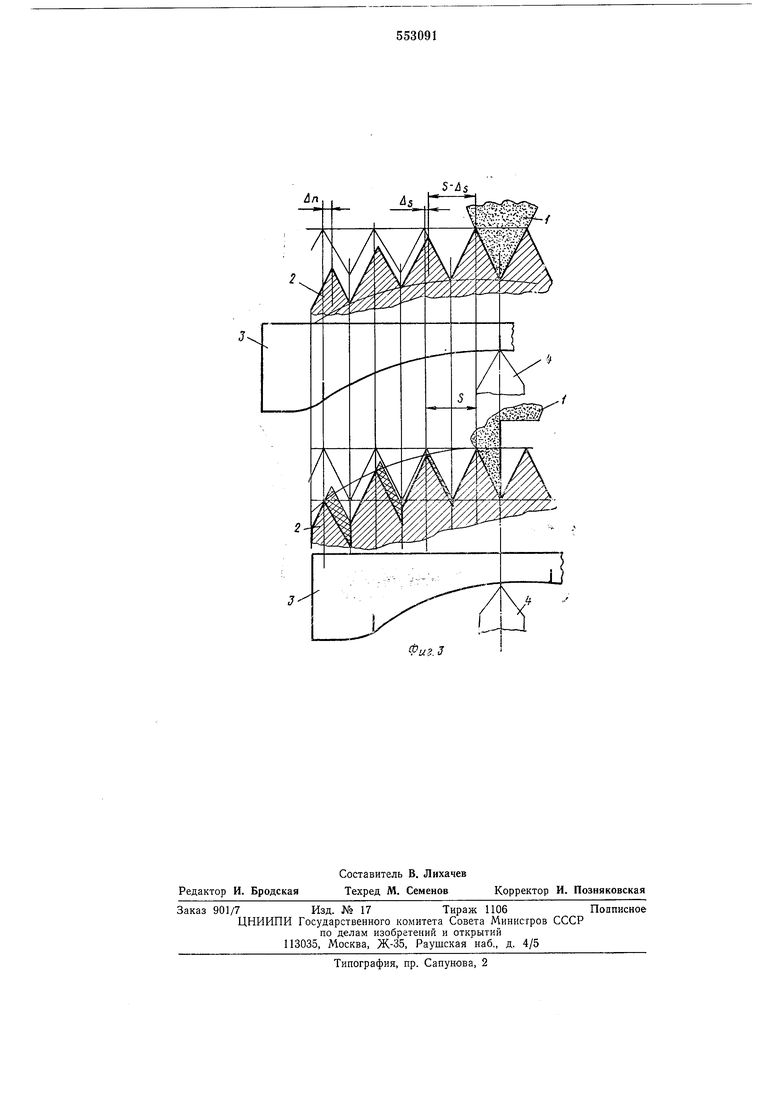
На фиг. 3 поясняется схема исправления погрешности шага резьбы, образованной известным способом, резьбошлифовальным кругом 1, рабочая часть профиля которого соответствует половине впадины резьбы. Для образования резьбы на метчике 2 копир 3 установлен в заданное положение относительно призмы 4, кинематически связанной с осью резьбошлифовального круга 1.
Погрешность шага, полученную при образовании резьбы указанным способом, устраняют по всей длине заборной части метчика
за один проход путем правки круга по профилю, а копирную линейку смещают иа шаг в сторону калибруюилей части метчика относительно первоначального положения. Аналогичное исправление погрешности шага возможно кругом, показанным на фиг. 2.
При изготовлении метчиков с использованием копира заборную часть резьбы шлифуют относительно выступов независимо как однониточных, так и многониточным кругом. Погрешность шага на заборной части не возникает.
Формула изобретения
1.Способ шлифования резьбы на заборной части метчиков-раскатников при использовании копира с профилем, соответствующим профилю заборной части, отличающийся тем, что, с целью устранения погрешности по шагу, Щаг резьбы формируют относительно выступов.
2.Способ по п. 1, отличающийся тем, что копир смещают в сторону калибрующей части на шаг резьбы.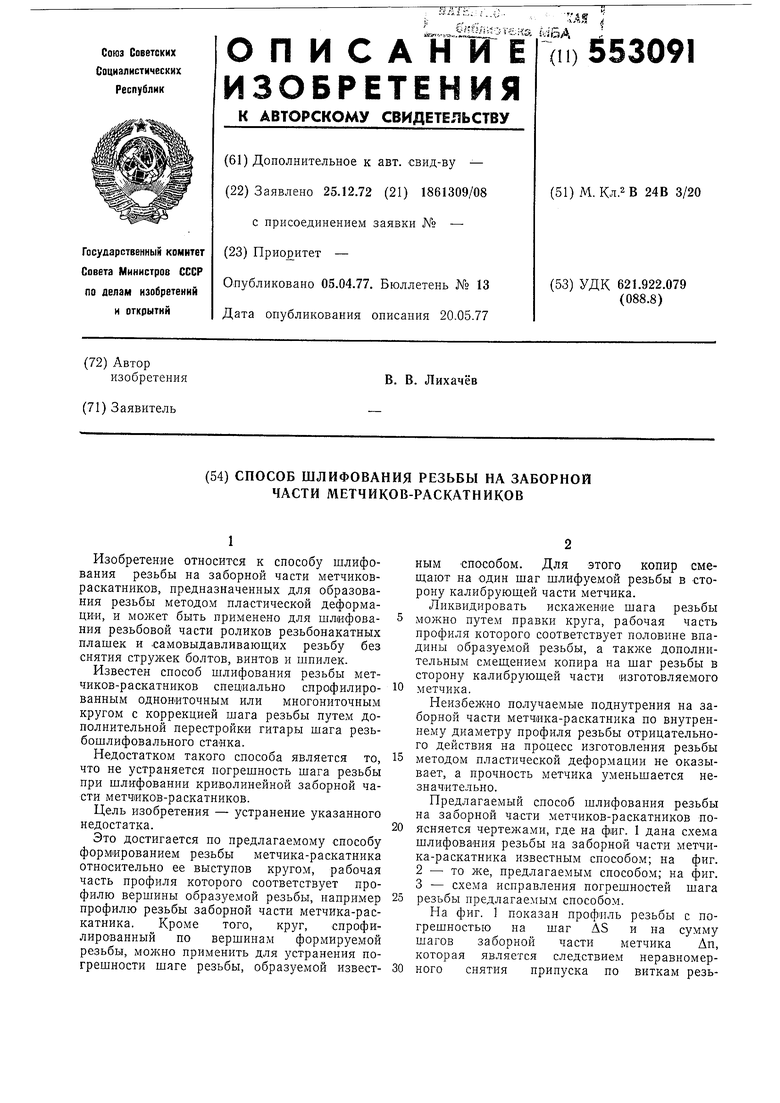
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| СПОСОБ ШЛИФОВАНИЯ ОГРАНКИ ПО НАРУЖНОЙ ПОВЕРХНОСТИ МЕТЧИКОВ-РАСКАТНИКОВ | 1971 |
|
SU289892A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА | 1995 |
|
RU2093322C1 |
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2185278C1 |
| Инструмент для правки многониточных резьбошлифовальных кругов | 1981 |
|
SU1268395A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2184645C1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2184646C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
S-U5
4л
S-us
Фиг. 3
