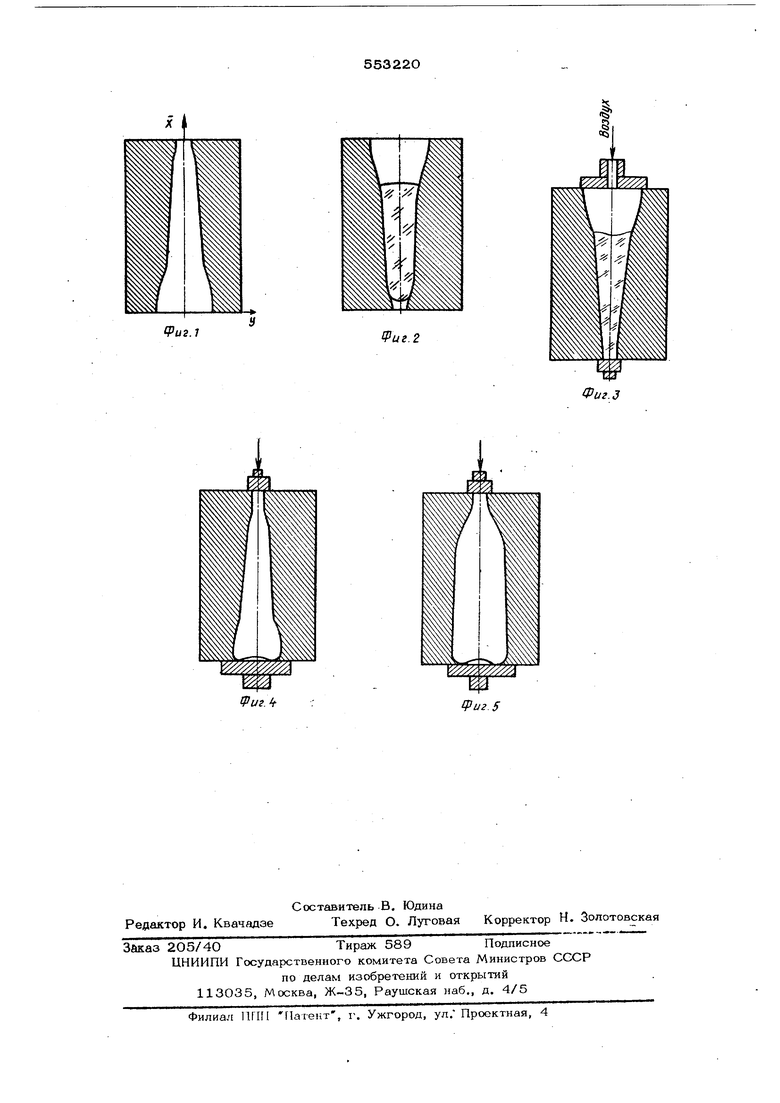
(54) ЧЕРНОВАЯ ФОРМА К АВТОМАТУ ДЛЯ ВЫРАБОТКИ БУТЫЛОК Цель достигается тем, что профиль внутренней рабочей поверхности черной формы описывается уравнением: Y exp()+d. где: ЗГ и Y безразмерные координаты соот ветственно вдоль и перпендикулярно оси формы; OJ, Ъ, С - постоянные коэффициенты, соот ветственно равные. ,,018, в- 0,ОО9, с 0,007 d - кЬэффициент,зависяа1Шй от емкостр изделия и лежащий в пределах 12,5 6 15,5 СХр экспоненциальная функция fnX- натуральный логарифм значения координаты X. На фиг. 1 изображена аредложенная форма в разрезе (показана кривая внут- ранней поверхности формы, описываемая выше при1|еде}1ным уравнением в системе ко(динатХиЧ ); на фиг. 2, 3, 4, 5 - фо ма в разрезе (технологическаяпослед(ательность изготовления издеЛий). Для бутылки емкостью 0,5 л, 0,25 л, 0,75 л приведенное уравнение внутренней полости черновой формы имеет следующий вид: -7 a)Y exp(0,Ol8-0,009X + 0,007tnX +12,75 202 , где: -.12,75, 6)Y ехр( 1,018 - 0,009iS + ОО7ЕиХ) + 12,5 172 где:б ,5 B)Y ехр(1,О18 - 0,О09Х + ОО7ЕиХ + 15,5 о 4 X 275 где:3 15,5 Как видно из вышеприведенных уравнений коэффициенты а, в, с являются постоя ными, так как вид конфигурации черновой полости остается неизменным для бутылок емкостью 0,5 л; 0,25 л; 0,75 л. Коэффициент d является переменным и зависит от емкости бутылок (см. уравнение а, б, в). использовании черновых форм с такой конфигурацией внутренней поверхности возможно уменьшение веса до ЗО% с сохране1шем и улучшением прочностных И эксплуатационных харакаеригтик. Капля стекломассы подается в черновую форму (фиг. 2). Вследстьие того, что конфигурация Бнутрею ей поверхности в горловой части близка к конфигурации капли, усГловие заполнения стекломассой формы является лучшим, чем в применяемых в настоящее в)емя в формах, и сокра щается время при оформлении горла, а углубление, образуемое в верхней части порпни стекломассы, оказывается незначительным (фиг. 3). Происходит равномерное распределите стекла по всему периметру пульки (фнг.4), при этом сводятся к минимуму причины возникновения фидерной волны . Тем самым создаются лучише условия для вторичного разогрева при передаче из черновой формы в чистсвую, ai в чистовой форме происходит формование изделия с наиболее равномерным распределением стекла и практически отсутствием фидерной волны (фиг. 5). Предложенный профиль внутренней рабочей поверхности формы позволит пдаысить прочностные и эксплуатационные характеристики изделий при одновременном снижении материалоемкости. Формула изобретения Черновая форма к автомату для выработ ки бутылок, имеющая внутреннюю рабочую поверхность в виде тела вращения переменного сечения, отличающаяся тем, что, с целью обеспечения равномерного распределения стекла, повышения прочностных и эксплуатационных характеристик изделий и снижения их веса, профиль внутренней рабочей поверхности формы описьтается уравнением У (а + ъх +сепх) + а где: X и У - безразмерные координаты соответственно вдоль и перпендикулярно оси формы; а,в,с,. - посто5шные коэффициенты соответственно равные 1,018, в 0,009, с 0,007; i - коэффициент, зависящий от емкости изделия и лежащий в пре делах 12,5 4 15, ехр - экспоненциальная функция; ЕпХ - натуральный логарифм значения координаты X. Источники информации, принятые во внимание при экспертизе изобретения: 1.Гладштейн И. Е., Гинзбург И. А. Формы для производства стеклянных изделий, М., 1966, С.78. 2,Авторское свидетельство СССР № 251783, кл. С ОЗ в 9/24,1967 (прототип).
fPus.J
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Черновая форма | 1978 |
|
SU763278A1 |
| Черновой комплект | 1979 |
|
SU870361A1 |
| Черновая форма | 1981 |
|
SU975598A1 |
| Черновая форма | 1982 |
|
SU1030322A1 |
| Черновая форма | 1982 |
|
SU1057443A1 |
| Черновой комплект к стеклоформующему автомату | 1985 |
|
SU1273336A1 |
| Черновая форма | 1975 |
|
SU675006A1 |
| Черновая форма | 1984 |
|
SU1174392A1 |
| Черновая форма | 1986 |
|
SU1375576A1 |
| ЧЕРНОВАЯ ФОРМА | 1969 |
|
SU251783A1 |