8-10
3-6
1,1-4,8
0,1-0,3 с 0,04-0,05
| название | год | авторы | номер документа |
|---|---|---|---|
| Черновая форма | 1982 |
|
SU1057443A1 |
| Черновая форма | 1982 |
|
SU1030322A1 |
| Черновой формокомплект к автомату роторного типа для выработки стеклоизделий | 1985 |
|
SU1333659A1 |
| ЧЕРНОВАЯ ФОРМА К АВТОМАТУ СЕКЦИОННОГО ТИПА ДЛЯ ВЫРАБОТКИ СТЕКЛОИЗДЕЛИЙ | 1998 |
|
RU2129098C1 |
| Черновая форма к автомату секционного типа | 1987 |
|
SU1558880A1 |
| Черновой комплект к стеклоформующему автомату | 1985 |
|
SU1273336A1 |
| Черновая форма | 1981 |
|
SU975598A1 |
| ЧЕРНОВАЯ ФОРМА К АВТОМАТУ СЕКЦИОННОГО ТИПА ДЛЯ ВЫРАБОТКИ СТЕКЛОИЗДЕЛИЙ С РУЧКОЙ | 1998 |
|
RU2129099C1 |
| Черновой комплект | 1979 |
|
SU870361A1 |
| Черновая форма к автомату для выработки банок | 1983 |
|
SU1175887A1 |
ЧЕРНОВАЯ ФОРМА к автомату роторного типа для выработки стеклоизделий, выполненная с внутренней рабочей полостью в виде тела вращения с участками переменного и криволинейного сечений, отличающаяся тем, что, с целью получения качественных стеклоизделий при равномерном распределении стекла с одновременным снижением массы изделий, профиль боковых Поверхностей участков переменного и криволинейного сечений описьшается соответственно уравнениями Ь - диаметt o 1 2,Гд где 4 ры, радиусы сопряжения и высота черновой формы, мм; DI.D,. «3. 4 -И - диаметры, ра-. диусы сопряжения и высота S готового изделия без учета высоты формующей части горлового СО кольца се и высоты втяжки части мм; dj I h 
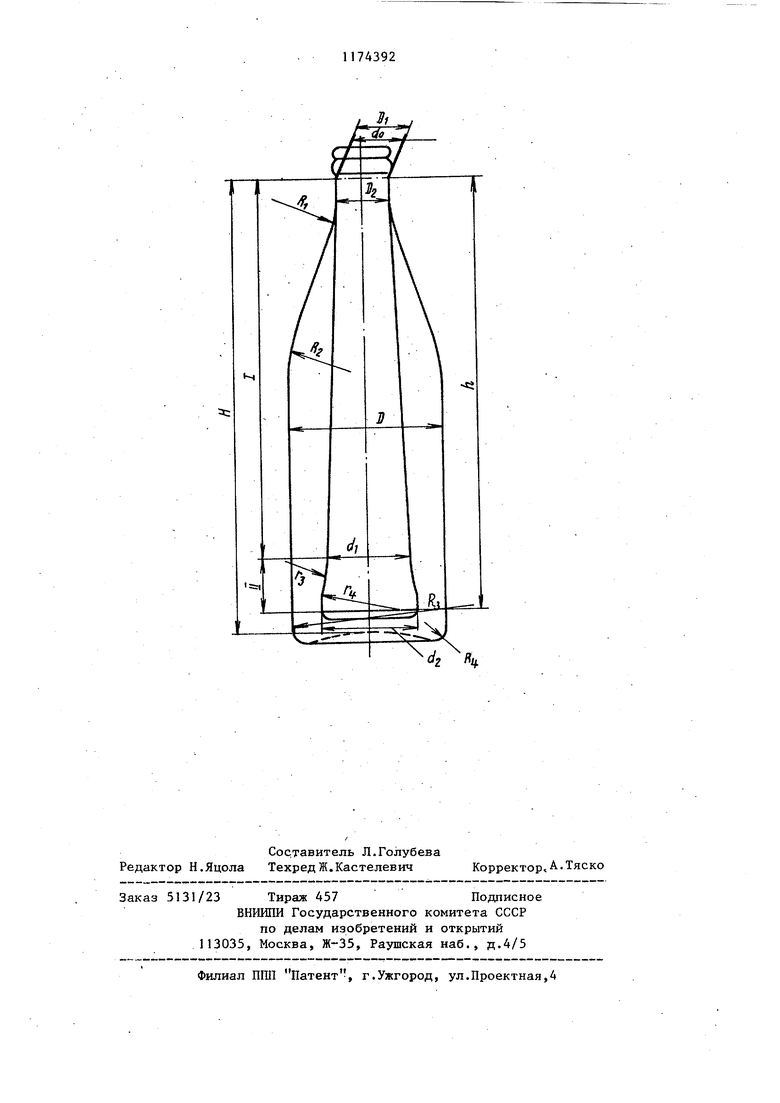
Изобретение относится к стекольной промьшленности и может быть использовано при выработке на автоматах роторного типа бутылок различ ного ассортимента, имеющих форму тел вращения переменного сечения. Цель изобретения - получение качественных стеклоизделий при равномерном распределении стекла с одновременным сн1-гжением веса изделий.. На чертеже изображен профиль пре лагаемой черновой формы и получаемо с помощью нее изделие. Черновая форма предназначена для изготовления на автоматах роторного типа бутылок для пищевых жидкостей Внутренршя рабочая часть черновой формы состоит из 2-х участков (Г и | ) 5 один из которых переменного сечения с плавным переходом в участок криволинейного сечения. Профиль каждого участка определя ется следующим образом: 1 участок переменного сечения о1 -D-, - « , .где диаметр верхней части черновой формы, мм; D - диаметр готового изделия под венчиком горла, мм; cXj, - коэффициент, зависящий от конфигурации и вместимости изделия.и равный 0,5-0,7; ,d, ,./ . где d - диаметр нижней чаСти чернов формы в месте сопряжения участка переменного сечени с угшстком криволинейного сечения, мм; - диаметр в. месте сопряжения горловой части с плечиками готового изделия, мм; с( - коэффициент, зависящий от емкости изделия и равньй 10. П участок криволинейного сечения 3 2. - диаметр нижней части юбочD2 - диаметр в месте сопряжения горловой части с плечиками готового изделия, мм; сХя - коэффициент, зависящий от емкости изделия и равный 3-6. R, V, 1. Ь, г - радиус сопряжения диаметра переменного участка с юбочкой, мм; R - радиус сопряжения цилиндрическ.ой части готового изделия с дном, мм; . Ь - коэффициент, зависящий от конфигурации и вместимости готового изделия, равного 1,1-4,8. ГУ радиус сопряжения диаметра . нижней части черновой формы с юбочкой, мм; R - радиус сопряжения донной части изделия с Rj, мм; Ь2 коэффициент, зависящий от конфигурации и вместимости изделия, равный 0,1-0,3. ченные значения диаметра и радисопряжения позволяют получить иль у участка криволинейного ния (юбочки ) внутренней полосерновой формы. ысота внутренней полости черноформы, без учета высоты формуючасти горлового кольца и высоты ки донной части изделия, опредеся значениями уравнения 11 (1, где 1i - высота внутренней сти черновой формы, мм; Н та готового изделия без учета 3 формующей части горлового кольца и втяжки донной части; С - коэффициент зависящий от конфигурации и вместимости изделия, равный 0,04-0,05. При использовании черновых форм с такой конфигурацией профиля внутре ней рабочей полости возможно получить легковесные бутылки различного ассортимента и вместимости на роторных автоматах с уменьшением их массы на 30-40% с хорошим распределением стекломассы по корпусу готовых изделий. Капля стекломассы подается в черновую форму. Вследствие того, что масса капли составляет 60-70% от массы изделия то наличие участка переменного сечения создает необходимое условие заполнения рабочей формующей полости При вакуумировании в черновой форме формуются более тонкие стенки на. участке переменного сечения, чем при наличии криволинейного участка под горловой частью в известной , черновой форме, так как во время 92 вторичного разогрева на указанном участке вязкость стекломассы сравнима с вязкостьюна всех участках профиля черновой формы. Таким образом устраняется брак продутость в плечиках при изготовлении легковесных изделий. Процесс формования пульки сокращается, уменьшается весь цикл формования, при зтом более экономно расходуются энергоресурсы роторных стеклоформующих машин. Изготовление внутренней подости черновой полости, имеющей профиль, описываемый указаншфш уравиениями, позволяет получить легковесные изцелия различного ассортимента и вместимости с равномерным распределением стекла по корпусу изделий, причем масса изделий снижается, на 30-40% без изменения прочностных характеристик. Применение изобретения позволяет получить из условно сзкономленной стекломассы и знергоресурсов дополнительную качественную продукцию.
| Авторское свидетельство СССР № 759458, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Черновая форма | 1982 |
|
SU1057443A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
