Изобретение относится к области металлургии, в частности к прокатному производству и может быть использовано при прокатке угловых асимметричных профилей, преимущественно железнодорожных, типа уголка контррельсового, характеризующихся разными по толщине и ширине полками, причем обе полки переменной толщины по ширине.
Известен способ прокатки угловых асимметричных профилей [1] (патент РФ № 2741875 «Способ прокатки угловых асимметричных профилей», МПК8 B21В1/08, опубл. 29.01.2021, бюл. №4), включающий многопроходное обжатие заготовки в валках с калибрами, начальное формирование профиля в несимметричных ящичных калибрах и после кантовки на 90° прокатку в чередующихся открытых и закрытых фасонных подготовительных калибрах, окончательное формирование профиля производят в предчистовом калибре, являющемся контрольным, который повернут на 45° относительно чистового и предыдущих калибров с расположением разъемов калибров в поверхностях, образующих радиус (R10), сопряженный с выпуском калибра 8%, и радиус (R3) 5 мм, сопряженный с поверхностью контакта с подошвой рельса, с зазором между валками 5-8 мм.
Известен способ прокатки угловых асимметричных профилей [2] (патент РФ № 2254942 «Способ прокатки угловых асимметричных профилей», МПК8 В21В 1/08, опубл. 27.06.2005, бюл. № 18), включающий многопроходное обжатие заготовки в валках с калибрами, при котором формирование профиля начинают в несимметричных ящичных калибрах и после кантовки раската на 90° прокатку продолжают в чередующихся открытых и закрытых фасонных подготовительных калибрах с одинаковыми величинами углов и радиусов закругления в вершинах верхних ручьев и одинаковыми величинами углов и радиусов закругления на гребнях нижних ручьев калибров, а окончательное оформление профиля производят в предчистовом и чистовом калибрах, имеющих одинаковые раскрытия и обеспечивающих равенство минимальных диаметров по полкам в ручьях нижних валков.
Недостатками этих способов является то, что данный способ предназначен для производства уголка контррельсового на среднесортном стане «450» линейного типа, и не предназначен для производства на крупносортном стане «650» линейного типа.
Наиболее близким по техническому решению и достигаемым результатам является способ прокатки угловых асимметричных профилей [3] (патент РФ № 2288048 «Новый способ прокатки угловых ассиметричных профилей», МПК8 В21В1/09, опубл. 27.11.2006, бюл. № 13), включающий многопроходное обжатие заготовки в валках с калибрами, при котором начальное формирование профиля начинают в четырех симметричных калибрах, из которых два первых являются горизонтальными десятигранной формы, и после кантовки раската из второго калибра его задают в вертикальный восьмигранный калибр, кантуют и прокатывают в калибре ромбовидной формы, кантуют и продолжают прокатку в подготовительном ребровом калибре колокольного вида с раскрытием, смещенным по высоте, и с формой боковых граней, образованных верхними и нижними ручьями, идентичной форме закрытого ручья следующего по ходу прокатки разрезного фасонного калибра с обязательным совмещением идентичных элементов раската и калибра при захвате, а окончательное оформление профиля производят в трех последующих фасонных угловых калибрах.
Недостатком данного способа является то, что данный способ предназначен для производства уголка контррельсового на среднесортном стане «450» линейного типа, не предназначен для производства на крупносортном стане «650» линейного типа.
Техническим результатом настоящего изобретения является снижение расхода металла, увеличение часовой производительности производства.
Указанный технический результат достигается тем, что способ прокатки углового асимметричного профиля, преимущественно железнодорожного, типа уголка контррельсового, включающий многопроходное обжатие нагретой заготовки в валках с калибрами, согласно изобретения прокатку профиля начинают в 7 проходов в обжимной клети 2-х валковой клети с кантовками после 2, 4, 5, 6 проходов в калибре прямоугольной формы, кантуют и продолжают прокатку 3-х валковой в черновой I клети «трио» в 3 прохода раскатов в фасонных калибрах, после чего, осуществляют прокат в предчистовой II клети «трио» в 3 прохода раската в фасонных калибрах, а окончательное оформление профиля производят в чистовой клеи III клети «дуо» в 1 проход раската в фасонном калибре.
Кроме того, угловой ассиметричный профиль изготавливают из стали, содержащей компоненты в следующем соотношении, мас.%: углерод 0,60-0,73; марганец 0,70-1,00; кремний 0,13-0,28; ванадий 0,03-0,07; алюминий не более 0,020; фосфор не более 0,030; сера не более 0,025; железо остальное.
Кроме этого, в качестве исходной заготовки используют заготовку с сечением 200х215мм, а также из одной исходной заготовки сечением 200х215 мм при окончательной прокатке получают 4 штанги годной продукции заказной длины.
Кроме того, при последовательной прокатке используют 14 проходов.
После выхода из седьмого прохода с кантовками после 2,4,5,6 проходов в калибре прямоугольной формы, раскат задают в 3-х валковую черновую I клеть «трио», где производится три прохода 1, 2, 3 раскатов в фасонных калибрах с предварительной резкой пазухи в 1 калибре для задачи его после кантовки на 90° прокатом на плашке во 2 калибре, после его кантовки на 90° перед третьим фасонным калибром, где осуществляют дальнейшую резку нижней части профиля, после этого раскат задается в предчистовую II клеть «трио» в три прохода 4, 5, 6 в фасонных калибрах, где раскат приобретает форму близкую к готовому профилю, после чего раскат задается в чистовую клеть III «дуо» в один проход 7 для окончательного формирования уголка контррельсового.
Химический состав стали для прокатки углового ассиметричного профиля, содержащий мас.% С 0,60-0,73; Mn 0,70-1,00; Si 0,13-0,28; V 0,03-0,07; Al не более 0,020; P не более 0,030; S не более 0,025; Fe - остальное, позволяет обеспечить высокую твердость боковой поверхности уголка контррельсового.
Проведенный анализ уровня техники, включающий поиск по патентам и научно - технической информации и выявление источников, содержащих сведения об аналогах заявляемого технического решения, позволил установить, что заявитель не обнаружил источников, характеризующихся признаками, тождественными всем существенным признакам заявляемого изобретения.
Следовательно, заявляемое изобретение соответствует критерию "новизна" и «изобретательский уровень».
Сущность изобретения поясняется чертежами, на которых изображены:
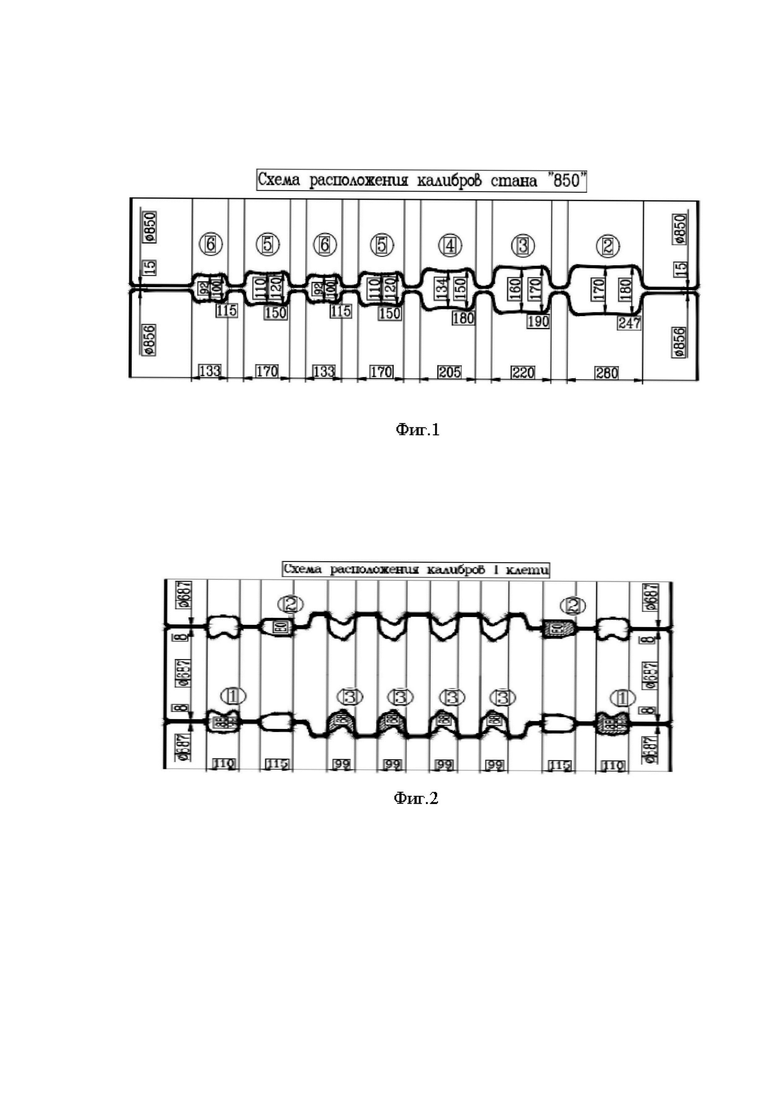
Фиг.1 Схема первоначальной прокатки углового ассиметричного профиля в 7 проходов с кантовками после 2, 4, 5, 6 проходов (на примере стана 850).
Фиг.2 Схема расположения калибров черновая I клети «трио» (на примере стана «650»).
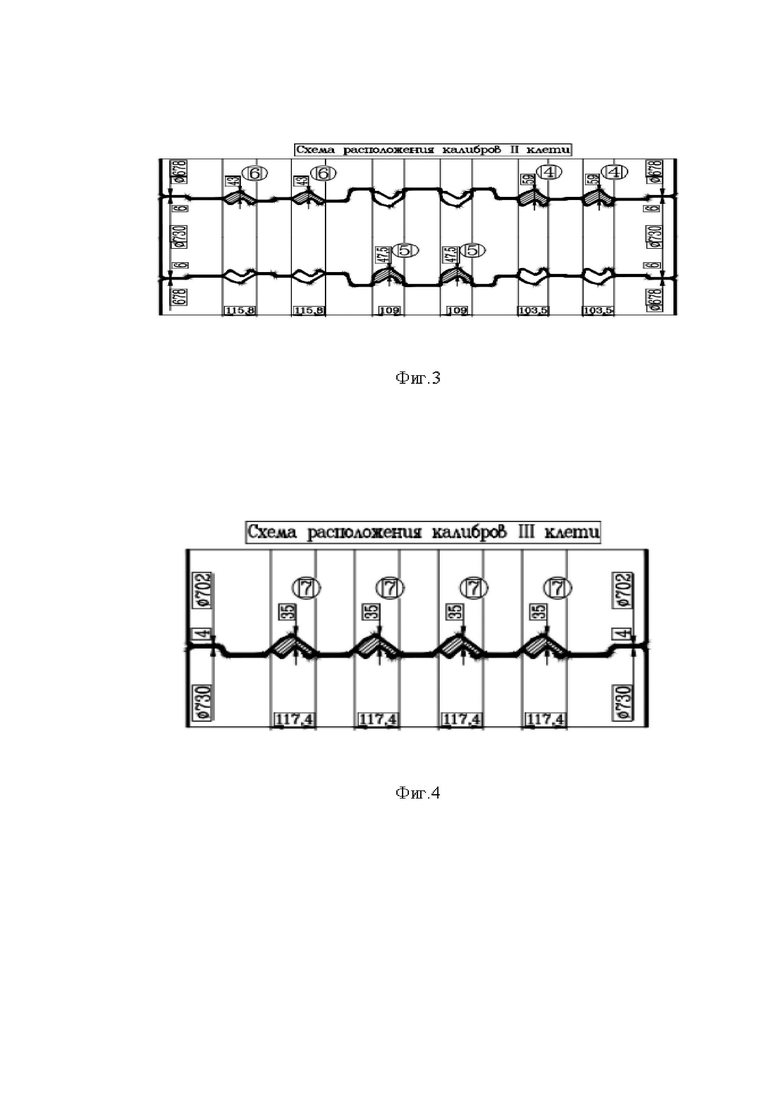
Фиг.3 Схема расположения калибров предчистовой II клети «трио» (на примере стана «650»).
Фиг.4 Схема расположения калибров чистовой III клети «дуо» (на примере стана «650»).
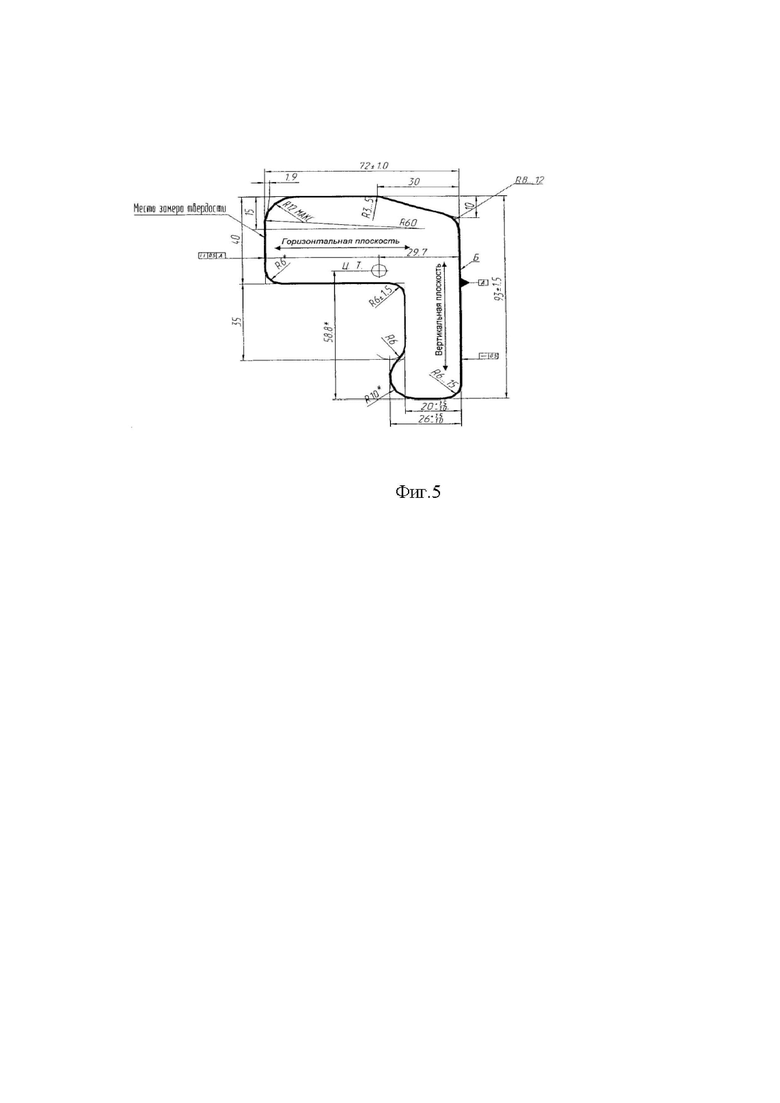
Фиг.5 Профиль уголка контррельсового.
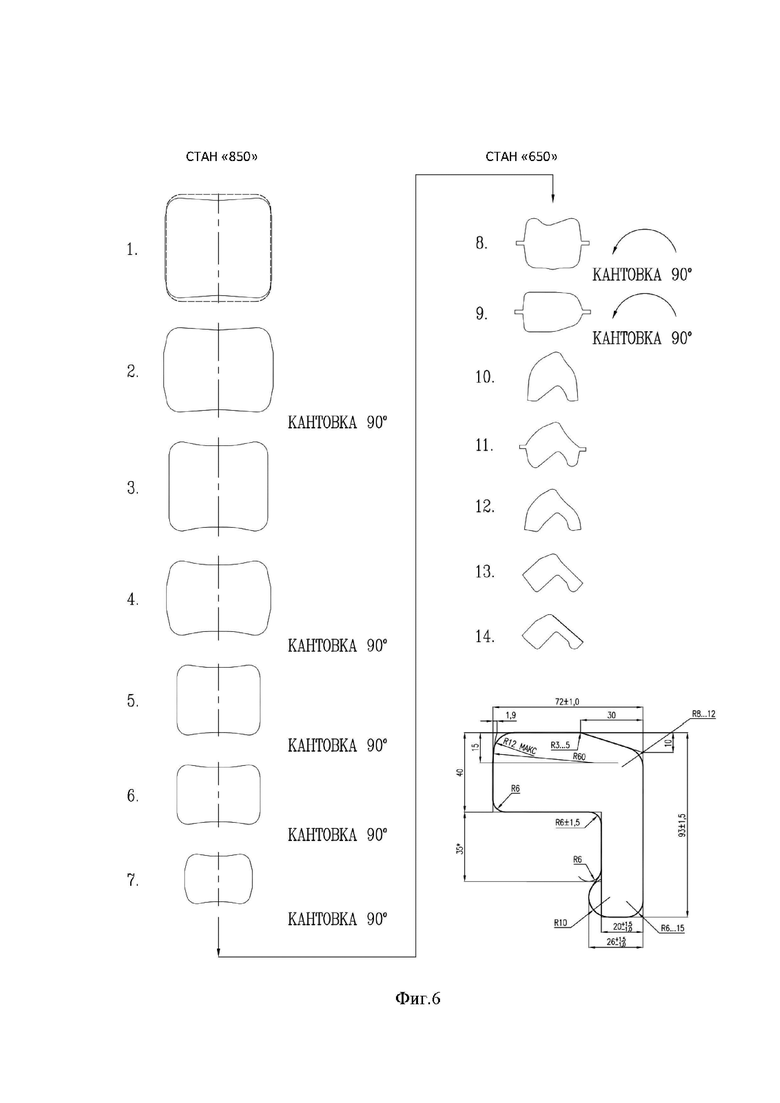
Фиг.6 Схема последовательности формоизменения по проходам поперечного сечения полосы при прокатке уголка контррельсового при реализации заявляемого способа.
На Фиг.1 показана последовательность прокатки по проходам заготовки с сечением 200х215мм при прокатке уголка контррельсового (на Фиг.5) с 7 проходами на стане «850». На Фиг.2 показана последовательность прокатки заготовки в 3-х валковой черновой I клети «трио» с проходами 1, 2, 3. На Фиг.3 показана последовательность прокатки заготовки в предчистовой II клети «трио» с проходами 4, 5, 6. На Фиг.4 показана последовательность прокатки заготовки в чистовой III клети «дуо» с проходом 1. На Фиг.5 показан уголок контррельсовый при реализации предложенного способа.
На Фиг. 6 показана схема прокатки и формоизменение сечения раската. Фиг.6 (1-7) показана прокатка заготовки в обжимной клети стана «850» с 7 проходами с кантовками после 2, 4, 5, 6 проходов. Фиг.6 (8-14) показан раскат сечением 100х130 мм, который направляется на стан «650», где производиться 7 проходов с кантовками на 90 градусов после 1 Фиг.6. (8) и 2 Фиг.6. (9) проходов.
Заявленный способ опробован при прокатке уголка контррельсового СП850 на стане «650» крупносортного проката ОАО «ЕВРАЗ НТМК».
Исходную заготовку сечением 200х215 мм прямоугольного сечения из стали К68, содержащий мас.%: С 0,60-0,73; Mn 0,70-1,00; Si 0,13-0,28; V 0,03-0,07; Al не более 0,020; P не более 0,030; S не более 0,025; Fe - остальное, нагревают до температуры 1260°С и прокатывают первоначально в 7 проходов с кантовками после 2,4,5,6 проходов в калибрах стана «850» на Фиг.1 и на Фиг.6 (1-7) до поперечного сечения 100х130мм. После прокатки на стане «850» раскат направляется по рольгангу к черновой трехвалковой клети «трио» стана «650» Фиг.2 и Фиг.6(8). В черновой I клети «трио» производится три прохода раскатов 1, 2, 3 в фасонных калибрах (Фиг.2) с предварительной разрезкой пазухи в 1 калибре, кантовкой на 90° Фиг.6 (8), прокатом на плашке во 2 калибре, кантовкой на 90° Фиг.6 (9) перед 3-м фасонным калибром, где происходит дальнейшая разрезка нижней части профиля Фиг.6 (10). Далее прокат проходит без кантовок Фиг.6 (11-14). После прокатки в черновой клети «трио» раскат с помощью шлепперов направляется к предчистовой II клети «трио» (Фиг.3) производится прокат за три прохода 4, 5, 6 в фасонных калибрах, где раскат приобретает форму к близкому готовому профилю. После прокатки в предчистовой клети «трио» раскат с помощью шлепперов направляется к чистовой III клети «дуо» Фиг.4 и Фиг.6 (11-14). В предчистовой клети «трио» производится три прохода раскатов в фасонных калибрах. В чистовой клети «дуо» производится один проход 7 в чистом калибре (Фиг.4). Благодаря использованию исходной заготовки сечением 200х215 мм при окончательной прокатке получают 4 штанги годной продукции заказной длины.
Источники информации
[1] патент РФ № 2741875 «Способ прокатки угловых асимметричных профилей», МПК8 B21В1/08, опубл. 29.01.2021, бюл. №4.
[2] патент РФ № 2254942 «Способ прокатки угловых асимметричных профилей», МПК8 С21В1/08, опубл. 27.06.2005, бюл. № 18.
[3] патент РФ № 2288048 «Новый способ прокатки угловых асимметричных профилей», МПК8 С21В1/09, опубл. 27.11.2006, бюл. № 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка | 2022 |
|
RU2787286C1 |
| Способ прокатки угловых асимметричных профилей | 2020 |
|
RU2741875C1 |
| СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2254942C1 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 2004 |
|
RU2273534C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
Изобретение относится к прокатке углового асимметричного профиля типа уголка контррельсового. Осуществляют прокатку профиля в 7 проходов в обжимной 2-валковой клети с кантовками после 2, 4, 5, 6 проходов в калибре прямоугольной формы. Затем кантуют и продолжают прокатку в 3-валковой черновой I клети «трио» в 3 прохода раскатов в фасонных калибрах. После чего осуществляют прокат в предчистовой II клети «трио» в 3 прохода раскатов в фасонных калибрах. Окончательное оформление профиля производят в чистовой клети III клети «дуо» в 1 проход раската в фасонном калибре. В результате снижается расход металла и увеличивается производительность. 4 з.п. ф-лы, 6 ил.
1. Способ прокатки углового асимметричного профиля, преимущественно железнодорожного, типа уголка контррельсового, включающий многопроходное обжатие нагретой заготовки в валках с калибрами, отличающийся тем, что прокатку профиля начинают в 7 проходов в обжимной 2-валковой клети с кантовками после 2, 4, 5, 6 проходов в калибре прямоугольной формы, кантуют и продолжают прокатку в 3-валковой черновой I клети «трио» в 3 прохода раскатов в фасонных калибрах, после чего осуществляют прокат в предчистовой II клети «трио» в 3 прохода раскатов в фасонных калибрах, а окончательное оформление профиля производят в чистовой клети III клети «дуо» в 1 проход раската в фасонном калибре.
2. Способ по п.1, отличающийся тем, что угловой асимметричный профиль изготовлен из стали, содержащей компоненты в следующем соотношении, мас.%:
3. Способ по п.1, отличающийся тем, что в качестве исходной заготовки используют заготовку с сечением 200×215 мм.
4. Способ по п.1, отличающийся тем, что из одной исходной заготовки сечением 200×215 мм при окончательной прокатке получают 4 штанги годной продукции заказной длины.
5. Способ по п.1, отличающийся тем, что осуществляют последовательную прокатку в 14 проходов.
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| Способ прокатки неравнополочных угловых профилей | 1983 |
|
SU1148657A1 |
| Способ получения фасонных профилей | 1986 |
|
SU1378959A1 |
| Способ прокатки угловых профилей | 1974 |
|
SU476042A1 |
| US 5941114 A, 24.08.1999. | |||

