1
Изобретение относится к прокатному производству и может быть использовано при прокатке угловых профилей на сортовых прокатных станахИзвестен способ прокатки угловых профилейг В данном способе в двухвалковом калибре из прямоугольной зазгчэтовки получают сдвоенный угловой профиль, соединенный перемычкой по кромкам ухчзлков, из которого после разделения получают два черновых угЪлка 1 ,
Однако при прокатке данным способом заготовок, полученных методами пороико- вой металлургии (например, из вольфрама, молибдена, титана и др.), по полкам утлсшого профиля наблюдается неравномерное распределение плотности и соот ветственно механических свойств, вызываемое наличием пониженной плотности спеченного порошкового металла по оси заготовки.
Цель изобретения - повышение качества угловых профилей путем равномерного распределения плотности металла по боковым 1сромкам полок углового профиля.
Поставленная цель достигается тем, что сдвоенный черновой угловой профиль формируют в виде крестообразного профиля, разделение которого производят по вершинам угловых профилей.
При таком способе прокатки угловых тфофилей из заготовок, имеющих пониженную плотность и механические свойст ва в осевой зоне, происходит равномерное распределение плотности порошкового металла и, соответственно, механических свойств по попкам углового профиля. Формир вание сдвоенного чернового углового профиля ведут в крестообразных калибрах четырехвалкоеых клетей из квадратной или близкой к квадрату заготовки
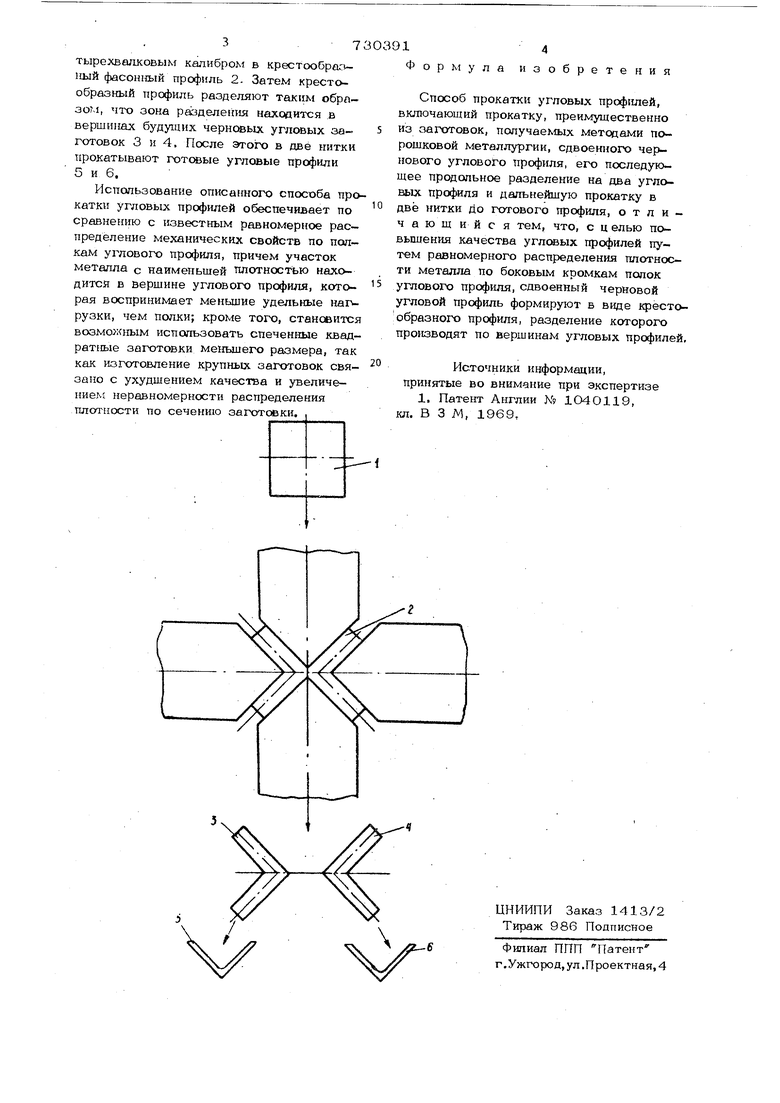
На чертеже показана последовательность прокатки углового профиля, из квадратной загчэтовки, полученной методом П(Ч ошковой металлурши.
Квадратную или близкую к квадрату заготовку 1 деформируют в клети с четырехвалковым калибром в крестообрас 11ЫЙ фасон сый профиль 2. Затем крестообразный профиль разделяют таким образом, что зона разделения нахоаится в вершинах будущих чернсшых угловых заготовок 3 и 4. После этого в две нитки прокатывают готс«ые угловые профили 5 и 6.
Использование описанного способа прокатки угловых профилей обеспечивает по сравнению с известным равномерное распределение механических свойств по полкам углового профиля, причем участок металла с наименьшей плотностью находится в вершине углового профиля, которая воспринимает меньшие удельные напрузки, чем полки; кроме того, становится возможным использовать спеченные квадpaTtibie заготовки меньшехх) размера, так как изготовление крупных заготовок связано с ухудшением качества и увеличением неравномерности распределения плотнсюти по сечению заготовки.
Формула изобретения
Способ прокатки угловых профилей, включающий прокатку, преимущественно из заготовок, получаемых методами порошковой металлургии, сдвоенного чернового углового профиля, его последующее продольное разделение на два угловых профиля и дальнейшую прокатку в две нитки до готового профиля, отличающийся тем, что, с ц елью повышения качества угловых профилей путем равномерного распределения плотности металла по боковым кромкам полок углового профиля, сдвоенный черновой угловой профиль формируют в виде крестобразного профиля, разделение которого производят по вершинам угловых профил
Источники информации, принятые во внимание при экспертизе
1. Патент Англии № 1О4О119, кл. В 3 М, 1969,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки угловых профилей | 1976 |
|
SU554015A1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| Непрерывный мелкосортный стан с разделяющей раскат системой калибров | 2016 |
|
RU2680336C1 |
| Способ прокатки угловых профилей | 1982 |
|
SU1077671A1 |
| ПРОКАТКА УГЛОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2530682C2 |
| Способ сдвоенной прокатки на непрерывном мелкосортном стане | 1989 |
|
SU1671381A1 |
| Способ прокатки неравнополочных угловых профилей | 1983 |
|
SU1148657A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| Способ производства заготовок | 1979 |
|
SU820929A1 |
