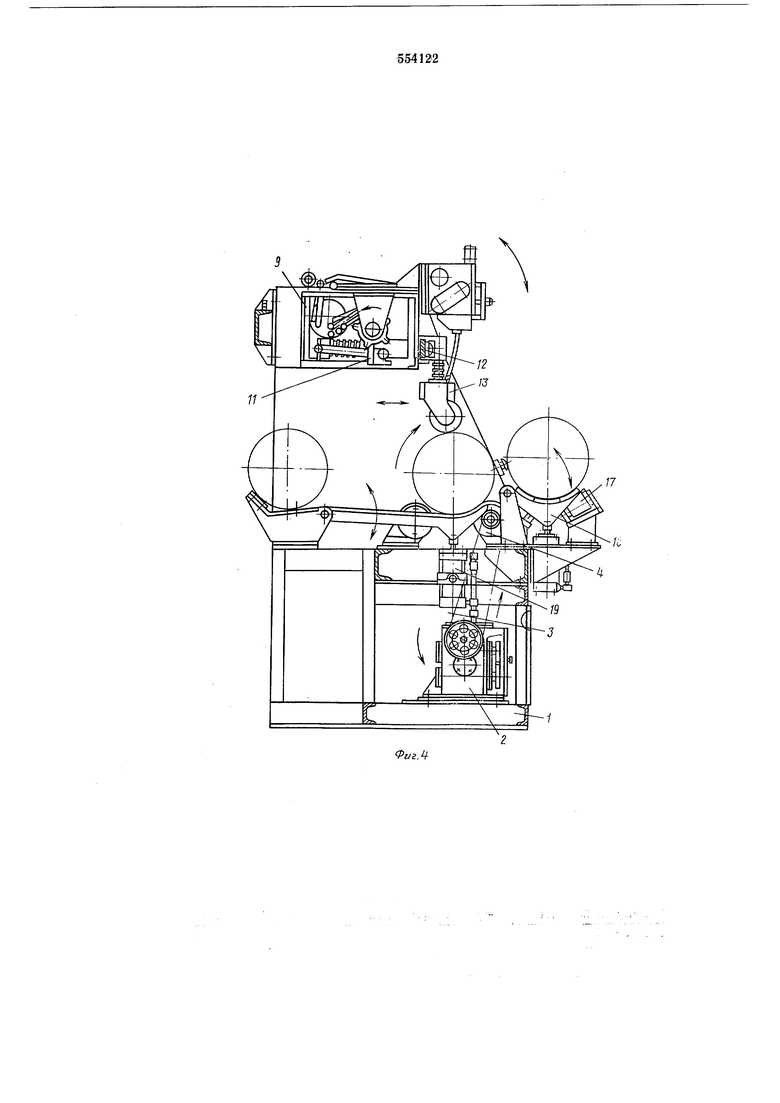
9, несущую ползун 12, оснащенный горелкамн электрозаклепочников 13, и стационарные горелки для сварки кольцевых щвов, до контакта копирующих роликов последних со свариваемой трубой. При этом толкатель механизма ориентации возвращается в исходное положение. Привод вращения 2 через ценную передачу 3 приводит во вращение приводной роликовый пояС 4, а с ним и свариваемую трубу.
При наличии подачи энергоресурсов к стационарным сварочным горелкам 14 и вращения свариваемой трубы возбуждается дуга и наступает процесс сварки кольцевых швов.
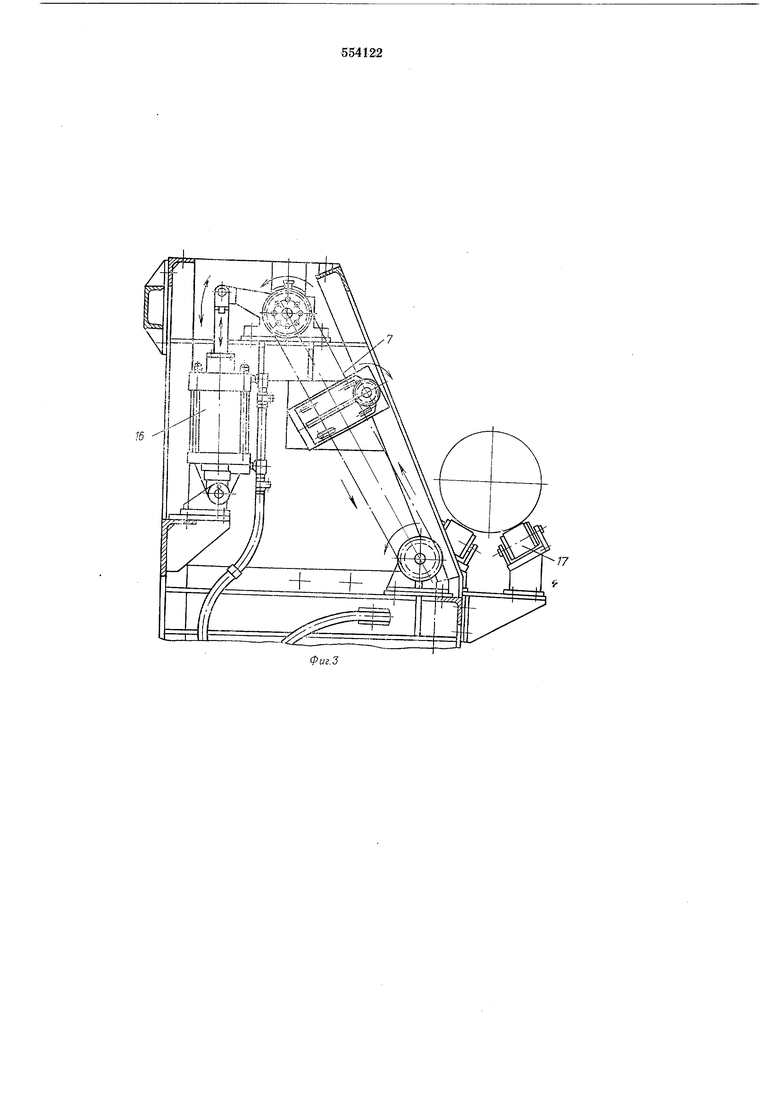
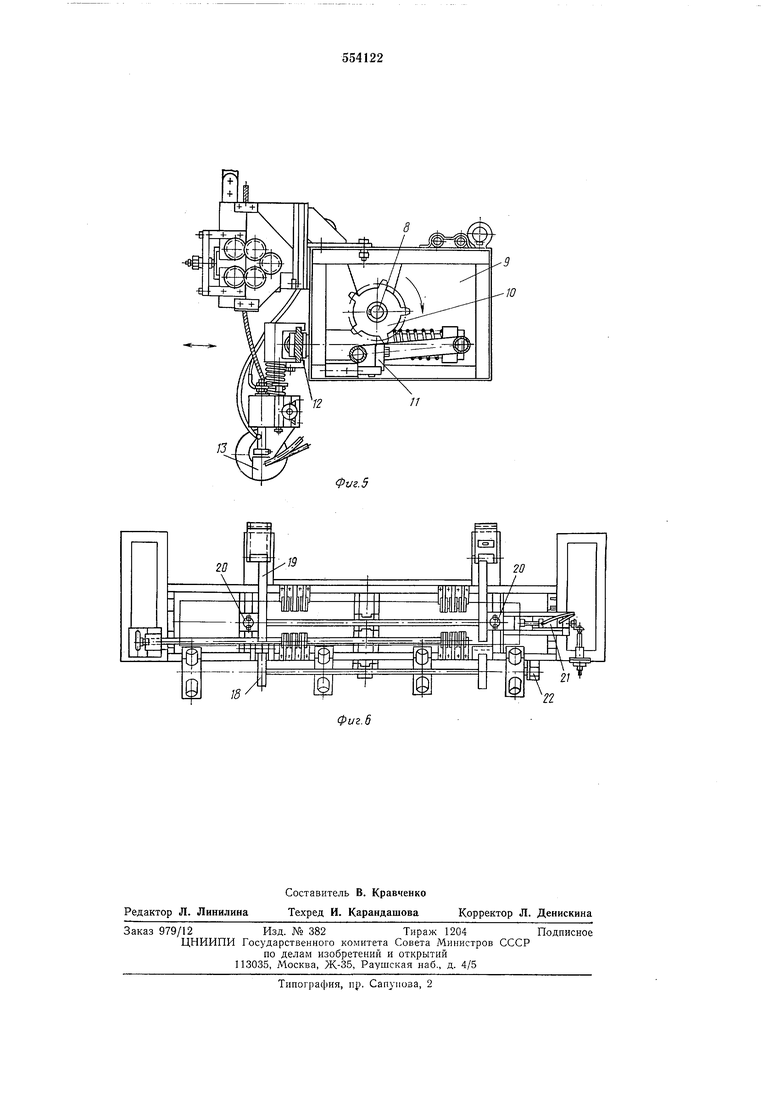
Одновременно от приводного пояса 4 через цепную передачу 7 в левой стойке 6 установки получает вращение вал 8 траверсы 9. При этом кулачковый диск 10 своим первым зубом вступает в зацепление с зубом 11 ползуна 12, оснащенного горелками электрозаклепочников 13, и перемещает его прямолинейно вперед, сжимая Лружинное устройство. В течение этого перемещения посредством электроавтоматики установки осуществляется короткая подача энергоресурсов к горелкам электрозаклепочников 13 и постановка первого ряда Электр 03 а кл еп ок.
При дальнейщем вращении вала 8 первый зуб кулачкового диска 10 выходит из зацепления с зубом М ползуна 12. Сжатое пружинное устройство возвращает его в исходное пололсение, а при включении в работу второго и последующих зубьев диска 10 цикл повторится до момента, когда осуществится
нолный оборот свариваемой трубы и на ней будут выполнены кольцевые швы и электрозаклепки с равными интервалами.
В этом положении отключается подача энергоресурсов к горелкам электрозаклепочников 13 и стационарным горелкам 14 для сварки кольцевых щвов и останавливается привод вращения 2.
Одновременно срабатывает пневмоцилиндр 16 в левой стойке 6 установки и .поднимает траверсу 9 в верхнее положение. Механизм загрузки 19 выкатывает сваренную трубу из зоны сварки в свои приемные лотки и возвращается в исходное положение. Цикл закончен.
Формула изобретения
Автоматическая установка для сварки труб, преимущественно щнеков, содержащая станину со смонтированным на ней механизмом поворота свариваемой трубы и две стойки, на которых закреплена траверса со сварочными горелками, отличающаяся тем, что, с целью одновременного обеспечения сварки и постановки электрозаклепок, траверса закреплена в стойках щарнирно и снабжена валом, кинематически связанным с механизмом поворота свариваемой трубы и снабл енным кулачковым диском с зубьями, при этом на траверсе смонтирован подпружиненный ползун с зубом, взаимодействующим с зубьями кулачкового диска, оснащенный горелками электрозакле ночников. 12 
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая установка для сварки труб | 1985 |
|
SU1260166A1 |
| Установка для автоматической сборки и сварки труб со вставками | 1980 |
|
SU927469A1 |
| Установка для сварки электрозаклепками | 1978 |
|
SU827285A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Поточная механизированная линия для изготовления барабанов ленточных конвейеров | 1975 |
|
SU737176A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |

W
V
Л
.5
