1
Изобретение относится к области механической обработки плоских гра«ей деталей, а именно к абразивной обработке их, и может быть использовано при изготовлении любых деталей с плоскими поверхностями, в частности стоек реле.
Известно устройство для шлифования плоскопараллельных деталей, подаваемых по -направляющему желобу в рабочую зону периферии шлифовального круга 1.
Недостатком его является низкая производительность, связанная с тем, что за одну операцию обрабатывается только одна плоскость. При необходимости обработать несколько -плоскостей на одной детали требуется соответствуюпл,ее количество операций.
Целью изобретения является обеспечение воз1 ю кности шлифования нескольких плоских граней деталей за один проход детали через зону шлифования.
Для этого в предлагаемом устройстве абразивный инструмент выполнен в виде концентрических КОлец, число пересечений которых с направляюш,им желобом равно количеству граней детали, подлежащих обработке, при этом устройство снабжено кантователями, установленными в промежутках мелсду концентрическими кольцами инструмента.
Для использования тангенциальной скорости вращательного движения инструмента
для продольной подачи деталей «аправляющий желоб плиты смещен относительно оси вращения инструмента.
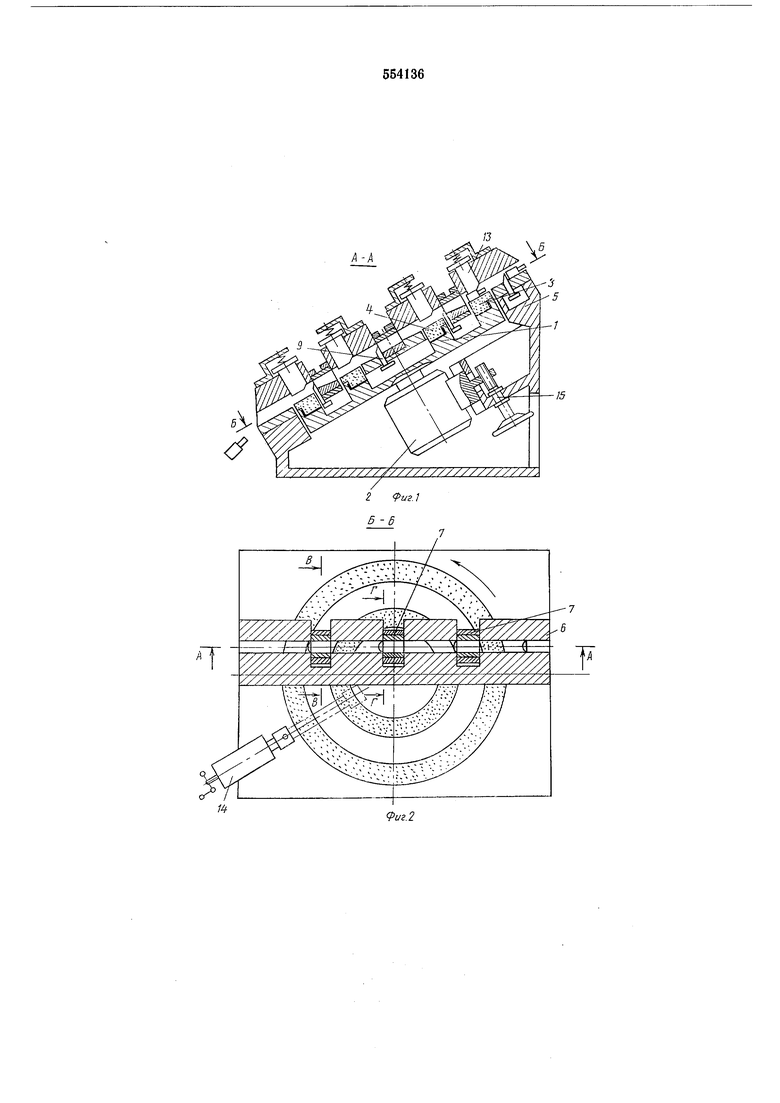
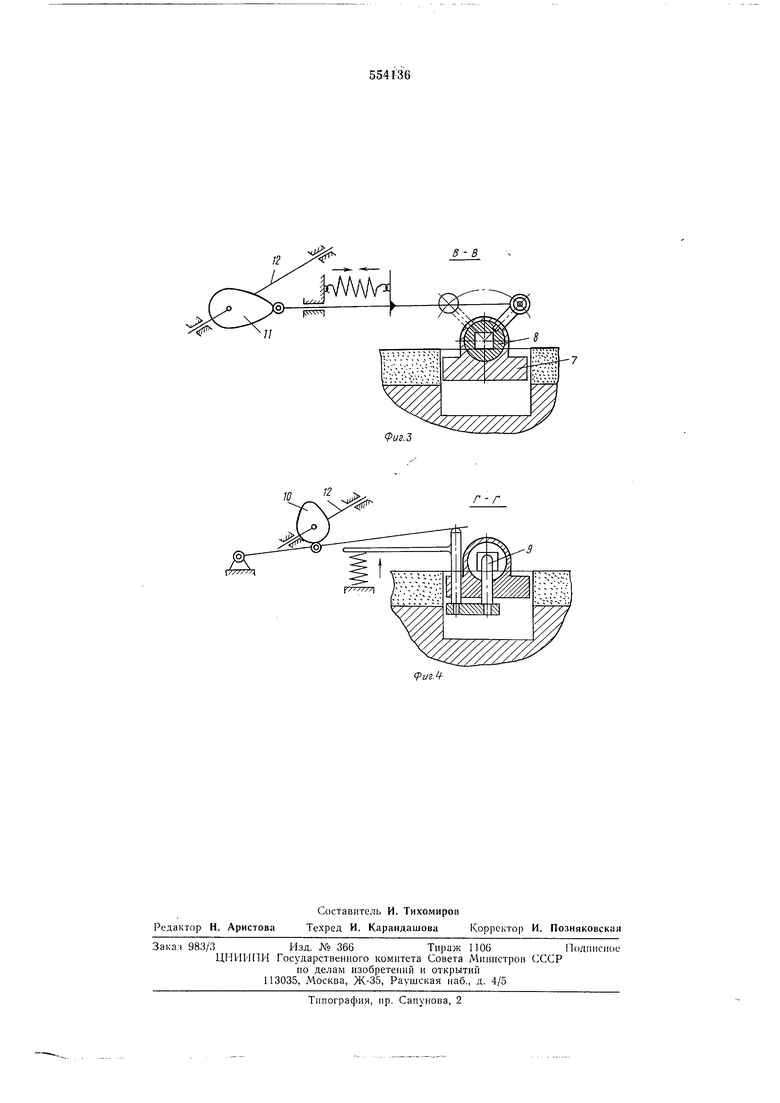
На фиг. 1 изображено предлагаемое устройство, понеречный разрез; на фиг. 2 - разрез по Б-Б на фиг. 1; на фиг. 3 - схема работы и устройство кантователя (разрез по В-В на фиг. 2); на фиг. 4 - схема работы и устройство фиксатора (разрез по Г-Г на
фиг. 2).
На планшайбе 1, установленной па валу привода 2, жестко закреплен абразивный инструмент в виде концентрических колец 3 и 4. Привод 2 смонтирован на наклонной станине 5, на которой таклсе закреплена плита 6 параллельпо плоскости инструмента. В плите 6 имеется направляющий желоб, прерываюпдийся специальными окнами, в которых установлены корпуса 7. Окна расположены
так, чтобы корпуса 7 располагались во впадинах, образОВанных концентрическими кольцами инструмента. В каждом корпусе 7 имеется поворотная втулка 8 и фиксатор 9, которые связаны рычажным механизмом с соответствующимн кулачками 10 и 11, установленными на распределительном валу 12. На плите 6 над наиравляющнм желобом напротив торцовых поверхностей абразивных колец установлены подпружиненные планки 13. Для
правки круга устройство оборудовано специальным приспособлением 14. Подача абразивного инструмента на правку осуществляется от механизма 15.
Устройство работает следующим образом.
Одновременно включаются приводы вращения абразивного инструмента и вала 12. Обрабатываемые детали подаются в направляющей плиты 6. Перемещаясь по желобу под действием силы тяжести, детали попадают в зону абразивного кольца 3 и подхватываются им. Дальнейшее перемещение происходит за счет тангенциальной скорости вращательного движения, которая обеспечивает продольную подачу деталей по желобу. При движении по участкам абразивных колец 3 и 4 детали сверху поджимаются подпружиненными планками 13. В процессе передвижения детали происходит шлифование одной из плоскостей детали. С обработанной одной гранью деталь попадает в поворотную втулку 8, останавливается при помощи фиксатора 9, и происходит кантовка ее от кулачка 11. По окончании кантовки фиксатор 9 от кулачка 10 убирается, и деталь проходит через зону абразивного кольца 4, где шлифуется следующая грань. Описанная последовательность шлифования -повторяется требуемое число раз, в результате чего обрабатываются все плоские грани детали. Затем шлифованная деталь выходит из желоба направляю1цей
плиты 6. Направление движения деталей показано стрелкой на фиг. 1.
Фор мула изобретения
1.Устройство для аклифования плоских граней деталей, содержащее абразивный инструмент с приводом вращения и плиту с направляющим желобом, пересекающим рабочую
поверхность инструмента, отличающееся тем, что, с целью обеспечения возможности шлифования несколгтких граней за один проход детали через зону шлифования, абразивный инструмент выполнен в виде концентрических колец, число пересечений которых с направляющим желобо.м равно количеству граней детали, подлежащих обработке, при этом устройство снабжено кантователями, установленными в промежутках между концентрическими кольцами инструмента.
2.Устройство по п. .1, отличающееся тем, что, с целью использования тангенциальной скорости вращательного движения инструмента для продольной подачи деталей,
направляющий желоб плиты смещен относительно оси вращения инструмепта.
Источник информации, принятый во внимание нри экспертизе:
1. Авторское свидетельство СССР № 327038 М. Кл. В 24В 7/16, 27.01.70.
9иг.2
JWWW
В- В
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1981 |
|
SU1002135A1 |
| ЛИНИЯ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ ЦВЕТКОВА | 1990 |
|
RU2009831C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| Бесцентровый круглошлифовальный станок | 1984 |
|
SU1202820A2 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| КОЛЕБАТЕЛЬНО-ИМПУЛЬСНОЕ УСТРОЙСТВО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449872C1 |
| СПОСОБ КОЛЕБАТЕЛЬНОГО ШЛИФОВАНИЯ | 2010 |
|
RU2452602C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
| Устройство для обработки плоских поверхностей | 1985 |
|
SU1296375A1 |
Г - Г
