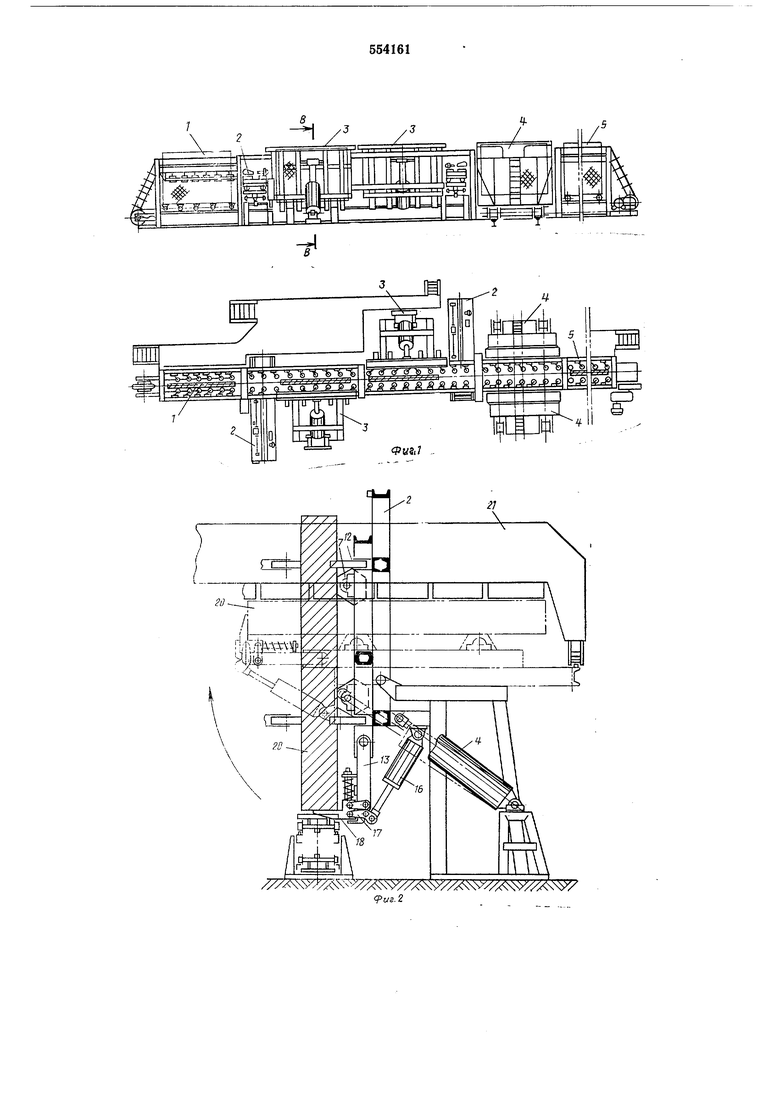
снабжен нормально-замкнутым электрическн.м тормозом 11. На лицевой стороне рамы 2шарнирно установлена группа подпружиненных роликов 12 (см. фиг. 2 и 3).
Съемное устройство выполнено в виде шар., нирно укрепленных в нижней части рамы рычага 13 и жесткого упора 14. Рычаг, снабженный упорным подпятником 15, взаимодействует с гидроприводом 16 посредством шарнирного параллелограмма 17, на свободных концах которого установлен захват 18, поджимаемый пружиной 19.
Железобетонная панель 20, передвигаясь на тележках коввейера, останавливается напротив кантователя 1. Автоматически включается гидропривод 16 съемного устройства. При этом рычаг 13 поворачивается до соприкосновения с упором 14 (см. фиг. 3).
При дальнейшем движении штока гидропривода 16 на величину полного его хода поворачивается шарнирный параллелограмм 17, рычаг с захватом 18 перемещаются вверх и вправо соответствепно по стрелкам А и Б на величины Я и /, снимая панель 20 с тележек конвейера и перемещая ее на указанные расстояния. Подпружиненные ролики 12 утапливаются перемещаемой в направлении стрелки Б панелью и последняя плотно прижимается к опорным кулачкам 7 базировочного устройства. Затем автоматически включается гидропривод 4 кантователя 1 и последний в.месте с панелью устана1вли1вается в горизонтальное положение для обра.ботки поверхности затирочной машинной 21.
По окончании обработки включается гидропривод 4 кантователя, который переводится в верти/кальное положение. Когда процесс кантовки окончен, автоматически включается съемное устройство, работающее в обратном порядке и обеспечивающее паследовательно отвод (панели 20 от опорных кулачков 7, затем ее установку на тележки конвейера и при дальнейщем движении штока ги Драпри.вода 16 захват 18 .под действием пружины 19 поджимается (К подпятнику 15, осуществляя через шарнирный параллелограмм 17 полный выход рычага 13 с захватом 18 из зоны работы конвейера (см. фиг. 3).
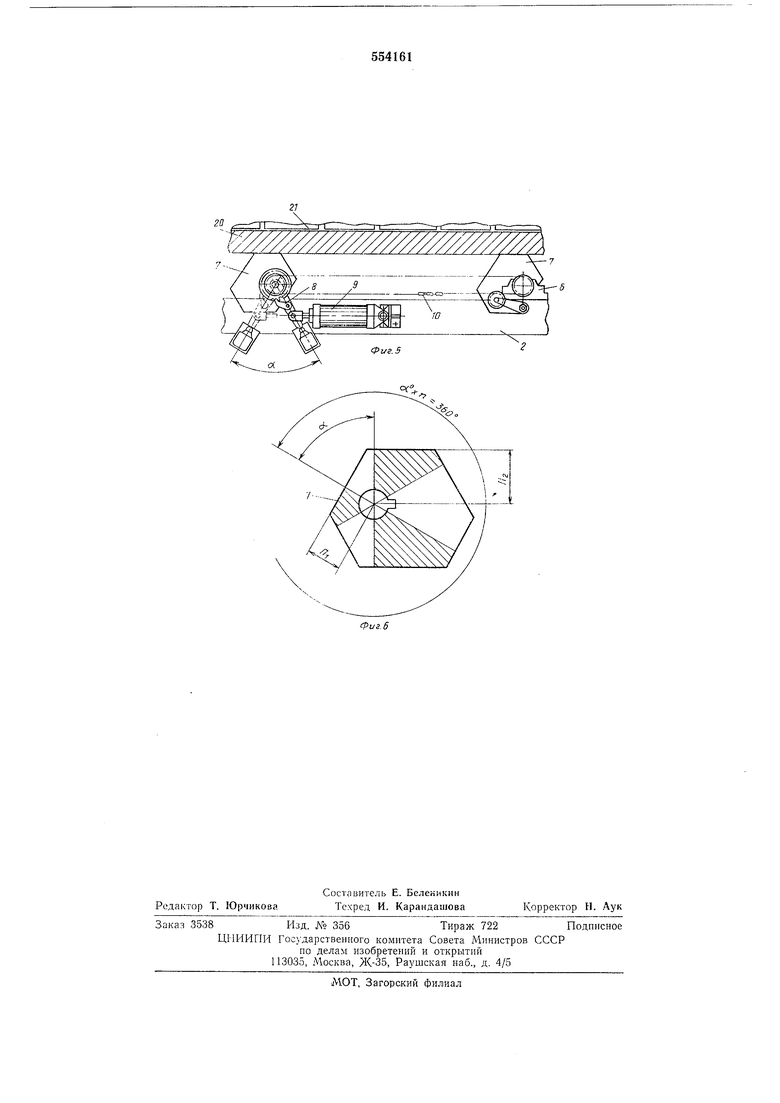
По|Дготов ка базировочного устройства к обработке панели следующего типоразмера
заключается во включении гидроцилиндра 9 (СМ. фиг. 4 и 5), что соответствует размыканию электрического тормоза 11, освобождающего валы 5 с опорными кулачками 7. Шток
гидроцилиндра 9 через храпавой механизм 8 и цепную передачу 10 поворачивает валы 5 на угол а, соответствующий новому положению плеч П кулач:ков. Последние в савокупности с толщиной, соответствующей панели,
образуют строго постоянное положение обрабатываемой поверхности панели относительно рабочего ор-гаиа горизонтально перемещаемой затирочной машины 21.
Формула изобретення
1. Конвейерная линия для отделки и трапспортировки железобетонных панелей, ВКлючающая бесконечную втулочно-ролвковую цепь с прикрепленными к ней тележками, направляющие рельсы, кантователь, выполненный в виде рамы с приводом поворота и со съемным устройством, и затирочные машины,
отличающаяся тем, что, с целью возможности отделки панелей разной толщины, кантователь снабжен базировочным устройством, выполненным в виде дополнительного привода поворота и валав, шарнирно устанавленных на раме -кантователя и кинематически овязанных между собой, с разнаплечими кулач1каМи, тормозом, установленным на конце вала, и храповым механизмом, установленным на другом конце вала и кинематически
связанным с приводом их поворота.
2. Конвейерная линия по п. 1, отличающаяся тем, что, с целью исключения повреждений панели, съемное устройство кантователя выполнено в виде рычага, шарнирно
укрепленного на раме 1ка1нтователя, с подпружиненным захватом, установленным на рычаге с помощью щарнирного параллелограмма.
Источники информации, принятые во внимание при экспертизе
1.ПроектСКБ«Прокатдеталь № В 131.00.00.000 «Конвейерная линия по отделке Н. С., разработанный в 1969 г.
2.Авторское .свидетельство № 288621, М. Кл.2 В 28В 11/00, 02.08.65. Фиг, /7/ - //Х :: //,
Рг/г,2
е
1Ш и - к VyVA г1ЫЙ---4
У/ А
5;,
7:Й:::: ;Г
-1;1:.-Ж.;--:;:,-..-.- .1 -ж - /
. r.,....7Z.j /7 /х-- jb-/ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для отделки и транспортировки железобетонных панелей | 1984 |
|
SU1268425A2 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ОТДЕЛКИ И ТРАНСПОРТИРОВКИ ЖЕЛЕЗОБЕТОННЫХ ПАНЕЛЕЙ | 1970 |
|
SU288621A1 |
| Конвейерная линия для очистки и транспортировки железобетонных изделий | 1978 |
|
SU737215A1 |
| Установка для отделки строительных изделий | 1979 |
|
SU895679A1 |
| Кантователь | 1976 |
|
SU605716A1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОТДЕЛКИ СВЕЖЕОТФОРМОВАННЫХ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU376231A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| КАНТОВАТЕЛЬ ЛИНИИ ОТДЕЛКИ СТЕНОВЫХ ПАНЕЛЕЙ | 1992 |
|
RU2012530C1 |