Изобретение относится к техиике переработки пластических масс, в частности к устройствам для предварительного вспенивания бисерного суспензионного пенонолистирола марок ПСБ и ПСБ-С в гранулы с различным объемным весом. Предлагаемая установка может быть использоваиа в технологических линиях но изготовлению из вспененных гранул изделий, применяемых для упаковочных целей, тепло- и звукоизоляционных средств в электротехнической, электронной, строительной, мебельной и др. отраслях промышленности.
Известна установка для предварительного вспенивания пластических материалов 1, снабженная вертикальной камерой вспенивания, вращающейся мешалкой с лопастями в виде пластин, питателем для загрузки исходного материала в камеру вспенивания, механизмом выгрузки, вентилятором для транспортирования готового продукта из установки в накопительный бункер. Исходный продукт из загрузочного бункера поступает в воронку инжекционного устройства и смесью пара с воздухом подается в нижнюю часть камеры вспенивания. Недостатком известной установки является отсутствие устройства для подсушки гранул и удаления конденсата, неравномерный температурный режим.
Наиболее близким техническим решением к изобретению является установка предварительного вспенивания ненополистирола, которая содержит камеру вспенивания с вращающейся мешалкой и днищем с вводами подачи пара, питатель, механизм выгрузки и средства для подачи пара 2. Но в этой установке в камеру попадает конденсат, который не удаляется из нее.
С целью повышения качества вспененного пенополистирола в предлагаемой установке
вводы подачи пара выполнены в виде окон, снабженных фильтрующими элементами, защищенными крышками. При этом днище камеры снабжено клапаном для слива конденсата.
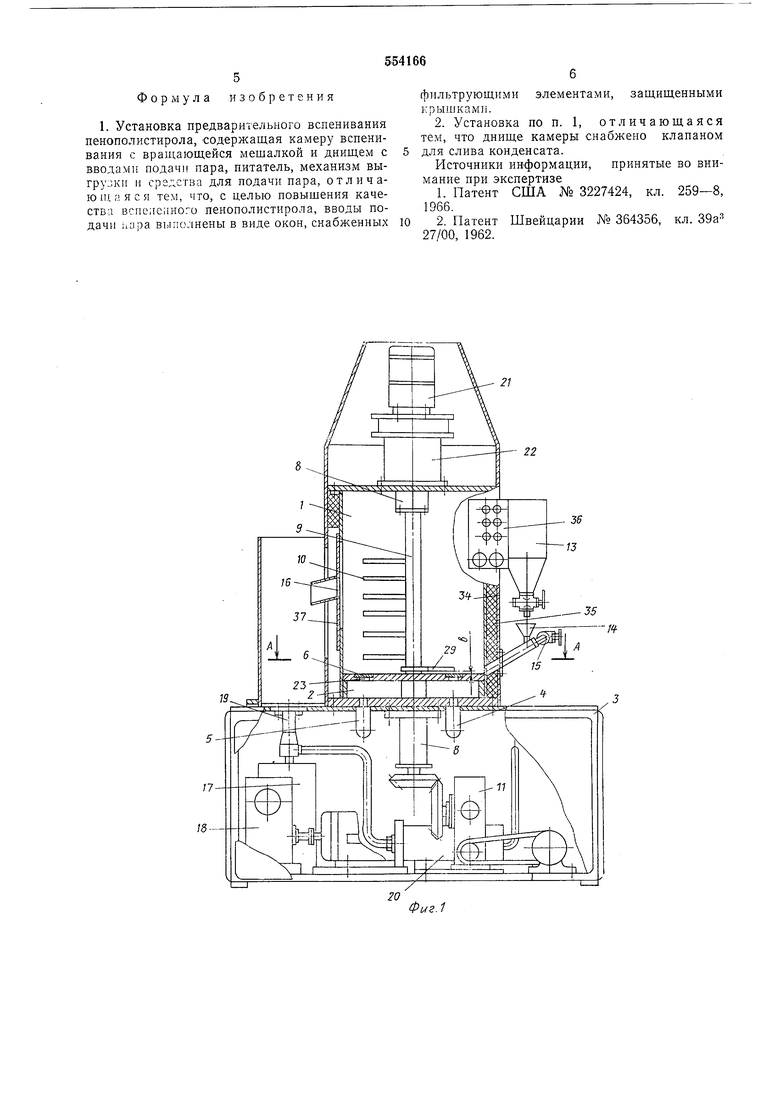
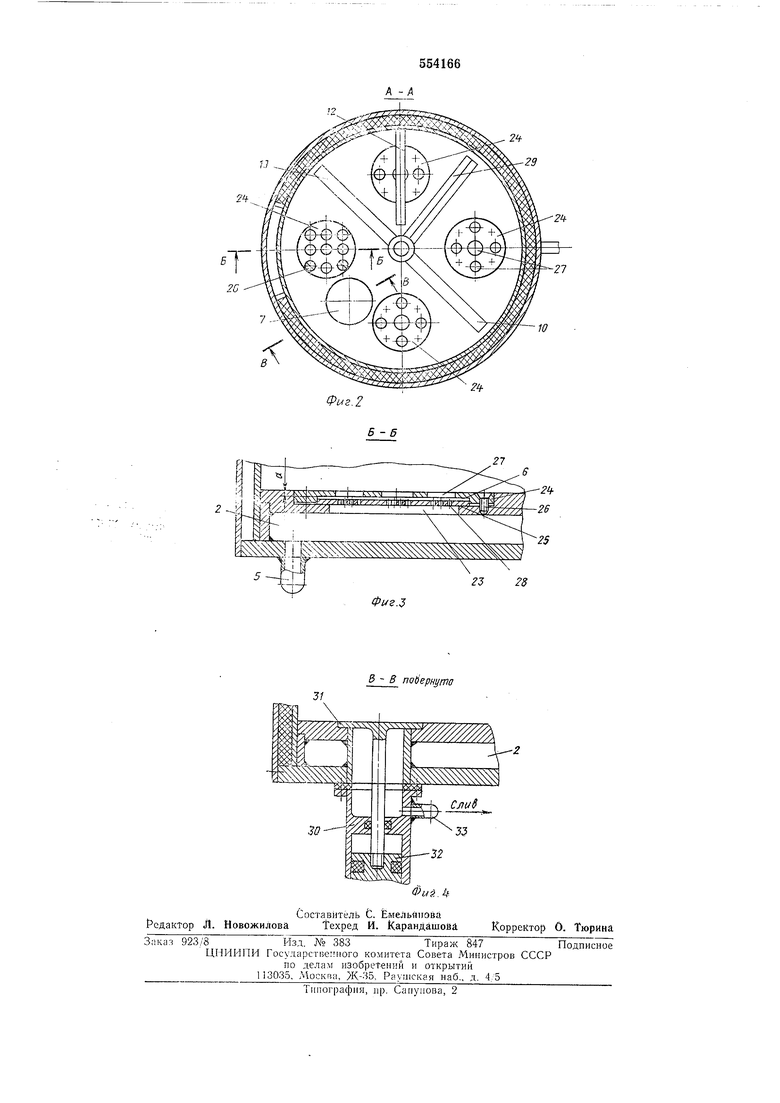
На фиг. 1 изображена предлагаемая установка (общий вид); на фиг. 2 - то же, разрез по А-А на фиг. 1; на фиг. 3 - окно с фильтрующими элементами, сечение Б-Б на фиг. 2; на фиг. 4 - клапан для слива конденсата из камеры, сечение В-В на фиг. 2.
Установка содержит камеру вспенивания 1, которая вместе с полым днищем 2 крепится к каркасу .3. Днище представляет собой цилиндр, закрытый двумя крышками. В нижней
крышке расположены патрубки 4 и 5 соответственно для подачи пара п слива конденсата. В верхней крышке полого дниша 2 располо/кены фильтрующие элементы 6 для впуска пара и клапан 7 для отвода конденсата из
камеры вспенивания. В камере вспенивания
на двух подшипниках 8 смонтирована мешалка 9 с лопастями 10 в виде пластин. Мешалка получает враш,ение от привода 11. На боковой стенке камеры вспенивания расположены неподвижные лопатки 12. Питатель состоит из бункера 13 и воронки 14, расположенной на инжекторе 15. Выгрузка готового продукта из камеры происходит через разгрузочное окнб 16 в дробилку 17, получаюш,ую врапхение от привода 18, а транспортирование вспенеппого пенополистирола из дробилки в накопительный бункер (на чертеже не показан) осуш;ествляется инжектором 19, для которого рабочим iraaoM служит подогретый воздух. Воздух подогревается в электрическом калорифере 20 до 90-100°С. Вентилятор 21 через электрический калорифер 22 подает теплый воздух с температурой 115-120°С в верхнюю часть камеры вспенивания для подсушки вспененных гранул. Верхняя крышка полого дниш,а 2 имеет окна 23 для прохода пара, в которых расположены фильтруюш,ие элементы 6. С помош,ью прижимных крышек 24 фнльтруюш,ие элементы- 6 через промежуточные крышки 25 винтами 26 крепятся к верхней крышке дниш.а 2. Отверстия 27 и 28 соответственно в прижимной и промежуточной крышках служат для прохода пара. Фильтруюш,ий элемент может быть изготовлен из фильтровой сетки, стойкой к воздействию пара. Основы (проволочки) сетки расположены вплотную друг к другу, и вода проникает через сетку только при избыточном давлении. С целью очистки, верхней крышки полого 2 от пенополистирола во.время вспенивания мешалка 9 имеет нож 29, установленный с зазором «в от дниш,а. Зазор «в принимают равны.м 0,5- 1 мм. Для заш,иты фильтруюш,их элементов 6 от механических повреждений служит прижимная крышка 24, которая в месте контакта с фильтруюш,им элементом имеет толш,ину «а, выбираемую конструктивно в пределах 0,2- 0,5 мм. Прижимная крышка 24 своей поверхностью надежно прижимает фильтруюш,ий элемент 6 к промежуточной крышке 25. Фильтруюш,ий элемент не имеет ячеек в свету, поэтому он не закупоривается даже мельчайшими гранулами пенополистирола. При выходе из строя фильтруюш,ий элемент может быть быстро заменен новым. Прижимная крышка 24 выполнена заподлицо с верхней крышкой полого дниш,а 2. Клапан 7 для отвода конденсата из камеры вспенивания состоит из корпуса 30, седла 31, закрываюп его отверстие в полом дниш,е 2. Седло 31 получает поступательное движение от пневмоцилиндра 32.
Для отвода конденсата служит патрубок 33. Между наружной обшивкой 34 и камерой вспенивания 1 помеш,ена теплоизоляция 35. Управление всеми механизмами установки осуш,ествляется с пульта 36. Разгрузочное окно 16 расположено в подвижной заслонке 37. Средства для подачи пара состоят из трубопроводов, регулируюш1ей и запорной арматуры, датчиков и показывающих приборов (на чертеже не показаны).
Уста«овка работает следуюш,им образом.
Теплым воздухом от электрического калорифера 22 установка прогревается до температуры 60-70°С. В полое дниш,е 2 через патрубок 4 подается пар, часть которого через окно 23 и фильтруюш,ий элемент 6 поступает в камеру вспенивания 1, а другая часть с конденсатом удаляется на слив через патрубок 5. При соприкосновении пара с более холодными стенками камеры вспенивания образуется конденсат, который скапливается на верхней крышке полого дниш,а 2. После достижения в камере вспенивания температуры 105- 110°С, при которой происходит процесс вспенивания пенополистирола, конденсат удаляется из камеры через клапан 7 и включается привод II мешалки 9. Из бункера 13 пенополистирол поступает в воронку 14 и инжектором 15 подается теплым воздухом в нижиюю часть камеры вспенивания 1. Мешалка 9 лопастями 10 непрерывно перемешивает гранулы пенополистирола. Под действием тепла пара гранулы нагреваются, увеличиваются в диаметре, их удельный вес уменьшается и они вытесняются вверх непрерывно поступаюш,ими в НИЖНЮЮ часть камеры более тяжелыми гранулами. По мере приближения к разгрузочному окну 16 гранулы подсушиваются горячим воздухом от электрического калорифера 22. Достигнув разгрузочного окна 16 в подвижной заслонке 37, вспененные гранулы лопастями 10 мешалки 9 выгружаются в дробилку 17. Слипшиеся гранулы в дробилке разбиваются, и инжектор 19 транспортирует их теплым воздухом в накопительный бункер (на чертеже не показан). Объемный вес пенополистирола можно изменять количеством подаваемого пенополистирола, высотой установки разгрузочного окна 16 подвижной заслонки 37 от полого дниш,а 2 и количеством подаваемого пара в камеру вспенивания. Удаление конденсата из камеры вспенивания через сливной клапан и впуск пара в камеру вспенивания через фильтруюш,ие элементы, предотвраш,аюш,ие попадание капель воды и конденсата, уменьшают влажность вспениваемого пенополистирола, повышая тем самым его качество, а узел подсушки обеспечивает получение сухих вспененных гранул.
Таким образом, расширяются технологические возможности установки, т. е. применение для вспенивания пара с любой степенью влажности и пенополистирола с любым диаметром бисера. Предотвращение закупоривания фильтрующих элементов и увеличение их срока службы уменьшает время иа техническое обслуживание установки. При использовании в технологических линиях по изготовлению изделий из пенополистирола установка обеспечивает ее сухими вспененными .гранулами, что повышает надежность загрузки форм гранулами и уменьшает брак изделий.
Формула изобретения
1. Установка предварительного вспенивания пенополистирола, содержащая камеру вспенивания с вращающейся мешалкой и днищем с вводами подачи пара, питатель, механизм выгрузки и сргдства для подачи пара, отличающаяся тем, что, с целью повышения качества BcrioiieiiHoro пенополистирола, вводы подачи i,apa выполнены в виде окон, снабженных
фильтрующими элементами, защищенными крышками.
2. Установка по п. 1, отличающаяся тем, что днище камеры снабжено клапаном для слива конденсата.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3227424, кл. 259-8, 1966.
2.Патент Швейцарии № 364356, кл. 39а 27/00, 1962.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка предварительного вспенивания пенополистирола | 1990 |
|
SU1808730A1 |
| Установка для предварительного вспенивания гранул пенополистирола | 1990 |
|
SU1794035A3 |
| Установка предварительного вспенивания пеноматериала | 1990 |
|
SU1836228A3 |
| Устройство для предварительного вспенивания гранул пенополистирола | 1989 |
|
SU1775313A1 |
| УСТРОЙСТВО ДЛЯ ВСПЕНИВАНИЯ ПЕНОПОЛИСТИРОЛА | 2005 |
|
RU2283228C1 |
| Устройство для изготовления изделий из полимерных материалов | 1981 |
|
SU1006255A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО СУХОГО ВСПУЧИВАНИЯ ГРАНУЛ ПОЛИСТИРОЛА | 1996 |
|
RU2160184C2 |
| Устройство для непрерывного вспенивания гранул полистирола | 1982 |
|
SU1054084A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ НЕСЪЕМНОЙ ПЛАСТМАССОВОЙ ОПАЛУБКИ | 2001 |
|
RU2206678C2 |
| Форма для изготовления вспененных изделий | 1979 |
|
SU895695A1 |
2429
2
гз 28
Фиг.:5
