Уже известны устройства для сортировки шариков, роликов и тому подобных предметов по величине наружного диаметра с подачей поступающих из бункера изделий при помощи вращающегося барабана с пазами по образующим и с использованием приспособления для сортировки, управляемого контроллером через электромагниты, воздействующие на дверцы сортировочных отделений, находящихся на пути сортируемых изделий. Такие мащины могут иметь применение в контрольных и сборочных отделениях, при массовых или крупносерийных сборках узлов с большим количеством цилиндрических, конических или сферических деталей, в особенности шариков и роликов для подшипников, поршневых, рессорных и других пальцев и т. п.
Новизна предлагаемого устройства заключается в том, что в качестве измерителя в сортировочном приспособлении служит сектор, насаженный на ось с регулируемым эксцентриситетом и воздействующий при своем повороте на коаксиально с ним расположенный контроллер. При этом контроллер замыкает соответствующий его угловому повороту электромагнит дверцы сортировочного устройства, чем и производится выделение из общей массы поступающих изделий экземпляров требуемого размера.
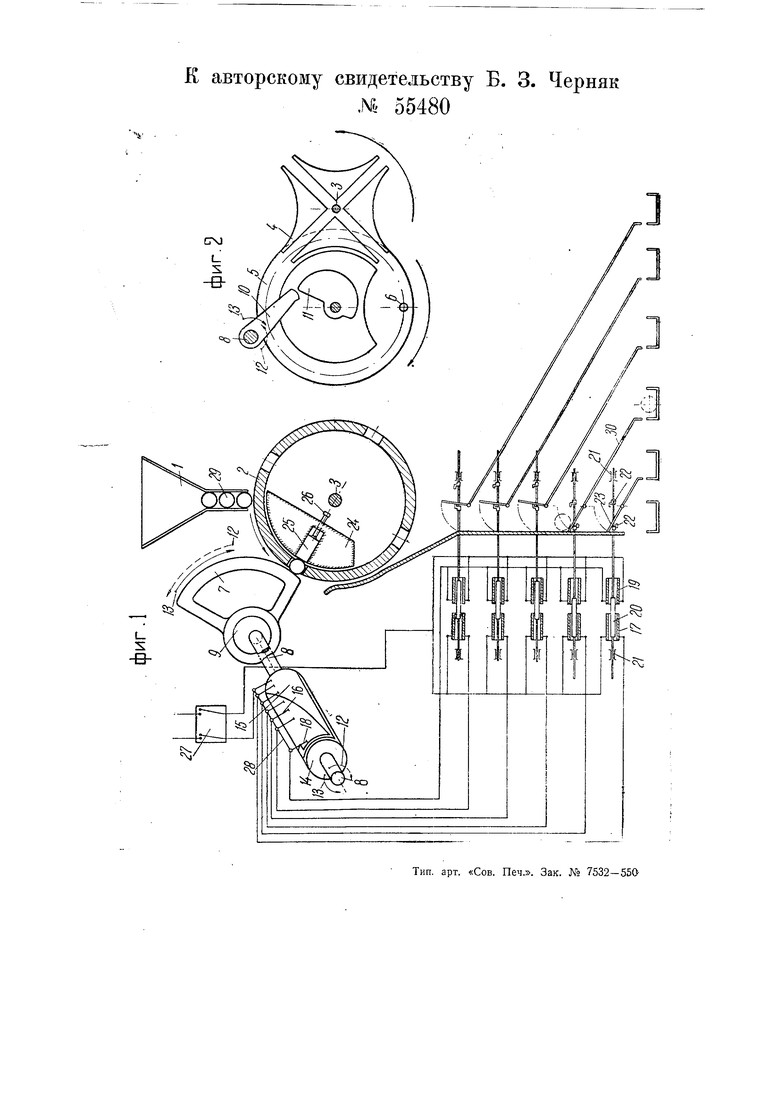
На чертеже фиг. 1 изображает общую схему, фиг. 2 - одну из деталей устройства.
Изделия 29, подлежащие сортировке, поступают в неподвижный бункер /, под которым расположен питающий барабан 2, периодически поворачиваемый на оси 3 в направлении, указанном стрелкой. Это периодическое поворачивание барабана 2 производит мальтийский крест 4, сидящий на оСи 3 барабана 2 и приводимый в движение непрерывно вращающимся диском 5 и пальцем 6 (фиг. 2).
На оси 8 эксцентрично насажен измерительный сектор 7 (фиг. 1), эксцентричное положение которого по отношению к оси 8 получается за счет соответствующего положения эксцентрика 9 или помощью
смещения центра измерительного сектора 7 посредством других устройств, например микрометрическим винтом или т. п. Во избежание износа, рабочие поверхности измерительного сектора должны быть хромированы.
Рычаг 10, насаженный на ось 8 {фиг, 2), с помощью кулачка // производит периодические повороты измерительного сектора, т. е. периодический подъем его в направлении стрелки 12 и свободное опускание в направлении стрелки 13.
На ось 6 измерительного сектора 7 насажен электрический переключатель 14 (фиг. 1) контроллерного типа. Переключатель этот устроен так, чтобы, по мере поворота измерительного сектора по направлению стрелки 13, токШ1роводящая его часть 15 постепенно включала контакты 16, замыкающие цепи электромагнитов 17; в начале поворота, до включения контактов 16, происходит включение контакта 76, замыкающего группу электромагнитов 19.
Электромагниты 17 и 19 воздействуют на сердечники 20, которые помощью тяг, движущихся в направляющих 21, и упоров 22 перекидывают влево или вправо дверцы 23. Каждая из дверец 23 направляет измеренную деталь, выскальзывающую из пазов питающего барабана 2, в соответствующие каналы 30, по которым измеренная деталь и отводится в сборник, соответствующий ее диаметру.
Внутри барабана 2 расположен неподвижный вкладыш 24, несущий опорную призму 25, устанавливаемую для измерения тел различных диаметров помощью микрометрического винта 26.
Для включения электрического тока предусмотрен выключатель 27. Контакты 16 и 18 могут переставляться и закрепляться вдоль изолированной оси 28.
Действие устройства происходит следующим образом.
Измеряемые детали 29 при повор оте питающего барабана 2 попадают
jgHS бункера в пазы барабана и податся на поверхность призмы 25. Во
время этой операции измерительный сектор 7 отведен по направлению стрелки 12 помощью кулака 11 и рычага 10. Затем сектор 7 свободно опускается силой своего веса и останавливается на той или иной позиции, в зависимости от диаметра детали 29, находящейся между призмой 25 и эксцентричной частью измерительного сектора 7. Соответственно положению сектора 7, сидящий иа общей с ним оси 8 переключатель 14 также займет некоторое среднее положение, при котором будет посредством контактов 16 включено соответствующее число электромагнитов 17.
Включение электромагнитов 17 повлечет за собой перемещение влево сердечников 20 и перебрасывание влево, помощью упоров 22, дверец 25. При этом каждому диаметру измеряемой детали будет соответствовать положение переброшенной влево одной из дверец 23, а следовательно, и определенный канал для отвода измеренной детали.
Для возврата и установки всех дверец 23 в исходное (крайне правое) положение перед началом каждого измерения служит контакт 18, который при повороте контроллера 14 до начала очередного измерения предварительно включает группу электромагнитов 19, одновременно перебрасывающих все сердечники 20 и дверцы 23 вправо. Таким образом, каждое измерение пе зависит от предыдущего положения дверец.
При помощи вышеописанного устройства возможна сортировка изделий в пределах применяемых в технике допусков.
Предмет изобретения.
1. Устройство для сортировки щариков, роликов и тому подобных предметов по величине наружного диаметра с подачей поступающих из бункера изделий при помощи вращающегося барабана, снабженного пазами по образующим, и использованием сортировочного приспособления, управляемого контроллером через электромагниты, воздействующие
на дверцы сортировочных отделений, находящихся на пути сортируемых f eтaлeй, отличающееся тем, что в качестве измерителя в сортировочном приспособлении применен насаженный на ось 8 сектор 7 с регулируемым эксцентриситетом, воздействующий при повороте на коаксиально расположенный контроллер 14, с целью замыкания при этом электромагнита соответствующей его угловому повороту дверцы сортировочного устройства.
2. В устройстве по п. 1 применение в контроллере 14 переставных вдоль оси 28 контактов/, замыкающих электромагниты, с целью регулирования сортировки изделий по группам в пределах известных допусков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для проверки размеров и сортировки колец шарикоподшипников | 1933 |
|
SU35381A1 |
| Автомат для сортировки стеклянных трубок по диаметру | 1985 |
|
SU1331591A1 |
| Многоскалочная машина для групповой формовки стержней | 1936 |
|
SU52914A1 |
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| УСТРОЙСТВО для СОРТИРОВКИ МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ | 1964 |
|
SU166144A1 |
| Устройство для сортировки цилиндрических изделий | 1983 |
|
SU1172610A1 |
| ПРИБОР ДЛЯ СОРТИРОВКИ ВИНТОВ И Т. П. ИЗДЕЛИЙ ПО ДЛИНЕ И ДИАМЕТРУ | 1928 |
|
SU20912A1 |
| Полуавтомат для сортировки диафрагм по толщине | 1972 |
|
SU445483A1 |
| Автомат для контроля и сортировки деталей | 1975 |
|
SU632405A1 |
| Устройство для контроля и сортировки полупроводниковых изделий | 1980 |
|
SU1028388A1 |