. 1 ..
Изобретение относится к машиност роению и предназначено для исполь- зоаания на заводах, изготовляющих пружины и пружинные шайбы.
Наиболее, близким по технической сущности и достигаемому результату к предлагаемому является станок для изготовления спиральных заводных пружин, содержащий установленные на станине вибратор с бойком, основание с оправкой, механизм подачи заготовки, состоящий из ведущего и ведомого роликов, механизм регулировки силы удара бойка и электропривод . .
Данный станок имеет низкую произ водительность. Это объясняется тем, что заправка заготовки в устройство съем готовой пружины производится вручную.. Кроме того,на станке такой конструкции невозможно навивать цилиндрические и фасонные пружины .
Цель изобретения - увеличение производительности и расширение технологических возможностей устройства
Указанная цель достигается тем, что известное устройство для навивки пружин, содержащее механизм подачи заготовки, состоящий из ведущего .и ведомого роликов, механизм фО1 1ирования пружин, включающий вибратор, боек и неподвижную оправку механизм регулирования силы удара бойка и шаговый механизм, снабжено, режущим элементом, закре1шенным на ведсмом ролике, а механизм подачи заготовки шарнирно установлен на вертикальной оси, проходящей через боек и оправку. Ролики механизма подачи ус0тановлены с возможностью синхронного вращения посредством зубчатой передачи, а длина окружности ведаемого ролика равна длине заготовки пружины. Шаговый механизм снабжен плоским
5 кулачксм, размещенным на валу ведомого ролика, и неподвижным poлиkoвым толкателем, при этом механизм подачи через кулачок прижат к толкателю упругим элементом, например пружи0ной .
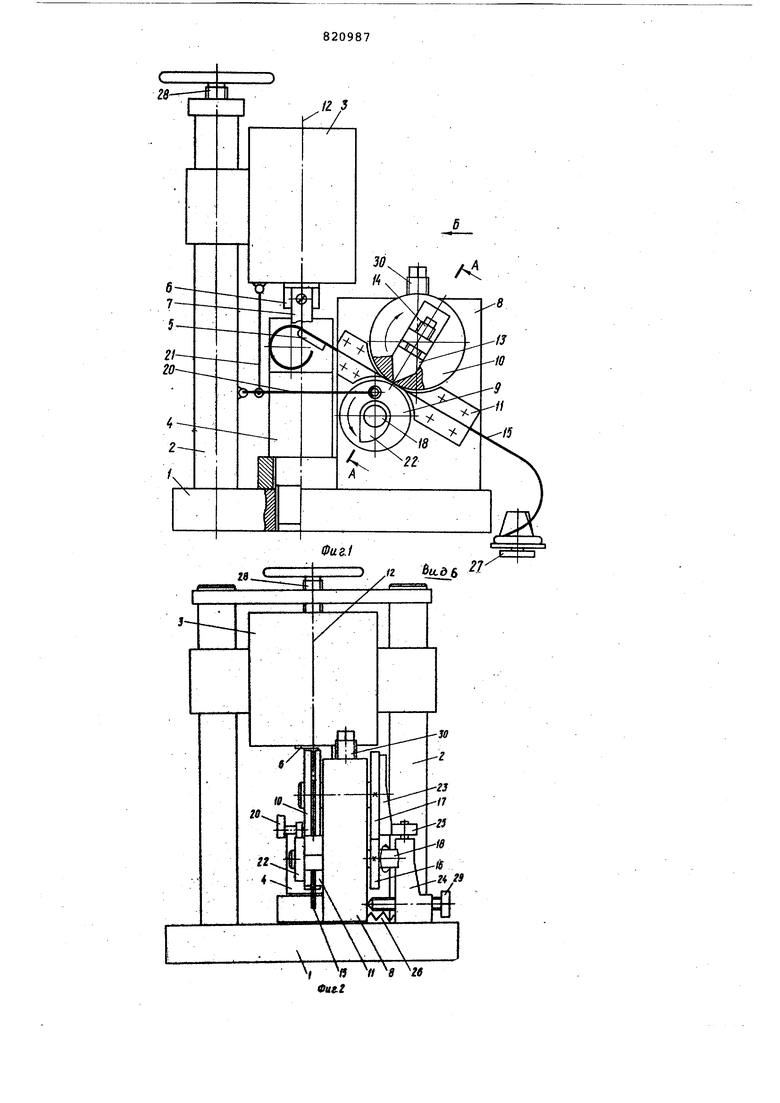
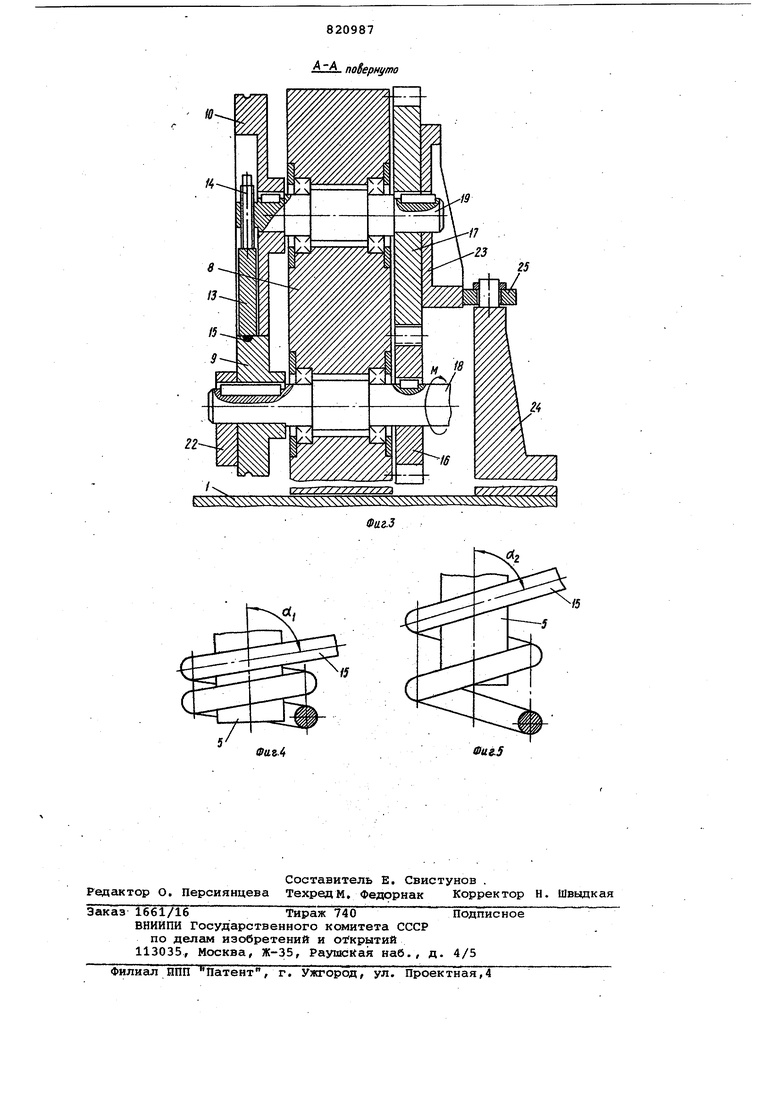
На фиг. 1 изображено устройство для навивки пружин,.общий вид/ на фиг. 2 - вид Б на фиг. 1; на фиг. 3 сечение А-А на фиг. 1; на фиг, 4 и 5Sсхемы формирования пружины с разными углами.осподъема витков.
На основании 1 установлены HaqpaB лякнцие 2 с возможностью поступательного перемещения по ним вибратора 3
0 и стойка 4, несущая неподвижную оправку 5. Вибратор 3 имеет штбк 6, на котором жестко закреплен боек 7. Механизм подачи заготовки содержащий корпус 8, ведущий 9 и ведомый 10 ролики, нажимной винт 30 и направляющие планки 11, выполнен и смонтирован на основании 1 так,-что может поворачиваться вокруг вертикальной оси 12, прохрдядей через ось стойки 4, оправку 5 и ось бойка 7. Корпус 9 механизма подачи,реверсивный механизм поворота и фиксации его имеют один привод. Оправка 5 выполнена в виде прямоугольной пластины с закругление одной рабочей грани, на которой происходит формирование пружины, или в виде цилиндра и закреплена на . стойке 4. Боек 7 и оправка 5 являют ся механизмом формирования пружин. Отрезной механизм содержит нож 13, который размещен в диаметральном па зу ведомого ролика 10 с возможностью регулирования глубины реза винтом 1 так, что режущая часть его внедряет .ся . в заготовку-15 один раз за время полного оборота ролика 10 (на фиг. 1 .показан момент реза). Ролики и 10 выполнены с возможностью синхр ного вращения за счет, например, ше терен 16 и 17, скрепленных с валами 18 и 19. Длина окружности ведомого ролика 10 равна длине заготовки, не обходимой для пружины. Механизм регулирования силы удар бойка(расстояние между рабочей поверхностью оправки 5 и центром коле бания бойка 7, измененное вдоль оси 12)выполнен, например,в виде двух р чагов 20 и 21, взаимосвязанных между собой кулачком 22, закрепленном на валу 18 ведущего ролика 9 и вибратором 3. Этот механизм позволяет менять зазор, что необходимо при формировании пружин с .переменным диаметром, например фасонных и плос ких спиральных. Шаговый механизм состоит из неподвижного кулачка 23, жестко скреп ленного с валом 19 ведомого ролика 10, и неподвижного роликового толкателя, включающего кронштейн 24, ролик. 25 и упругий элемент, например, пружину растяжения 26, зацепы которой соединены с кронштейнюм 24 и корпусом подающего механизма 8. Назначение шагового механизма изменять угол гюдъема витков пружины в.процессе ее навивки. Возможнос повсфота и фиксации механизма подачи вокруг оси боек - оправка позволяет получать пружины с переменным и постоянным углами подъема витков а также пружины правой и левой навивки.: Для навивки каждого типоразмера пружины необходима соответствующая настройка станка, заключающаяся в установлении величины зазор задания угла меяэду осью заготовки 5 и осью оправки 5. Включают станок, . Вибратор 3, например, механиеский, электромагнитный или ультразвуковой сообщает бойку 7 колебания остоянной амплитуды и частоты. Веущий 9 и ведомый 10 ролики перемеают заготовку 15 с бунта или катушки 27 через направляющие планки 11 в зазор между оправкой 5 и бойком 7. Боек 7 производит удары по заготовке 15, при этом каяодый ее участок деформируется и принимает форму дуги окружности соответствующего радиуса. Скорость подачи заготовки выбирают такой, чтобы последовательные дуги образовали плавную винтовую линию. Когда ведомый ролик 10 сделает полный оборот, заготовка 15 переместится на длину, необходимую для пружи ны, а нож 14 в этот момент делает надрез на заготовке, ослабляя ее саг чение, но не отрезая от остальной части. При последующем перемещении заготовки надрез (слеД ножа) окажется в зазоре между оправкой 5 и бойком 7, и под колебательным воздействием последнего пружина отделяется от заготовки. Угол подъема витков пружины зависит от угла между осью оправки 5 и осью заготовки 15 (фиг. 4J он должен быть постоянным либо переменным в зависимости от типа навиваемой пружины. Настройка и работа при навивке пружин различных типов осьтцествляет.ся следующим образом. Пример. Для навивки цилиндрических пружин с постоянным шагсяи (угол подъема витков) вибратор 3 фиксирует на направляющих 2 при помощи винта 28, Так, чтобы при работе станка зазор был постоянным и соответствовал диаметру навиваемой пружины, а корпус 8 подающего механизма поворачивают вокруг оси 12 на угол, соответствующий углу подъема витков (шагу пр ужины), фиксируют его в таком положении винтом 29. При включением станке заготовка 15 непрерывно перемещается, нож 14 делает на ней насечки на одинаковом расстоянии друг от друга, боек 7 изгибает участки заготовки на оправке 5, готовые пружины через одинаковые промежутки в)еменй,равные периоду вращения ведомого ролика 10, отделяются и падают в емкость. После изготовления нескольких пружин корректируют положение вибратора 3 и корпуса 8 подающего механизма в.зависимости От параметров готовой пружины и при достижении тре.буемых окончательно закрепляют их винтами 28 и 29. Во время навивки вышеуказанных пружин вибсатор 3 и корпус 8 подающего механизма неподвижны, кулачки и 23 и рычаги 20 и 21 не работают. П р и м е р .2. При навивке цилин рических пружин с переменным шагом вибратор 3 фиксируют как в примере (система рычагов 20 и 21 и кулачок 22не работают). Выбирают кулачок 23определенного профиля. Во время работы станка он вращается вместе с ведомым роликом 10, опирается рабочим профилем в ролик 25 и периодиче ки-поворачивает корпус 8 механизма подачи вокруг оси 12, изменяя.угол между осью заготовки 15 и оправки в соответствии с профилем кулачка т. е. изменяет угол подъема витков пружины. Например, при навивке пру жин сжатия, у которых опорные витки прижаты друг к другу, вначале корпус 8 механизма подачи расположен так, что ось заготовки составляет с осью оправки почти прямой угол, После формирования.опорных витков, этот механизм поворачивается вокруг оси 12 на некоторый угол, .соответст вующий углу подъема рабочих витков пружины и фиксируется в этом положении, после навивки рабочих витков механизм поворачивается в противоположном .направлении до исходного положения и т. д. . Примерз. При навивке плоск спиралей (оправка 5 плоская), у которых радиус кривизны непрерывно ув личивается от наименьшего на внутре нем витке до наибольшего на внешнем, необходимо плавно увеличивать зазор в соответствии с уровнем спирали, для чего включают в работу механизм регулирования зазора. Корпус 8 подающего механизма фиксируют винтом 29, так, чтобы ось заготовки 15 была перпендикулярной оси оправки 5 (кулачок 23 не работает) . Берут кулачок 22, профиль которого соответствует данной пружине, и закрепляют его на оси 18. Во время работы- станка заготовка 15 перемещается в зазор,: боек производит уда ры, изгибая ее непрерывно возрастаю щему ргщиусу благодаря тому, что кулачок 22 через рычаг 20 и 21 приводит в поступательное движение виб ратор 3 вдоль направлякидих 2 и из- меняет зазор. Через равные длины за готовка получает надрез от ножа 13 в момент перепада зазора от наиболь шего до наименьшего готовая пружина отделяется от заготовки .и начинается навивка новой пружины. П р и м е р 4. При навивке конических пружин с постоянным углом подъема витков работают механизмы подачи, нож и механизм регулирования зазора. Пример 5. При навивке конических, бочкообразных и телескопических пружин, у которых диаметры и углы подъема переменные, работают все механизмы станка. Все пружинонавивочные автоматы холодной навивки делают остановку в момент отрезки готовой пружины, что приводит к интенсивному износу отдельных деталей и узлов, снижает производительность. Устройство для навивки пружин является универсальным и позволяет изготовлять пружины и пружинные шайбы всех типоразмеров из заготовок любого сечения неограниченной и мерной длины, что расширяет его технологические возможности. Кроме того, на этом устройстве можно.навивать все пружины от крупных до мелких, для чего необходимо иметь комплекты сменных деталей (ролики, бойки, оправки, кулачки), поэтому он будет незаменимым в мастерских по ремонту, например сельхозтехники. Формула изобретения 1.Устройство для навивки пружин, содержащее механизм подачи заготовки, состоящий из ведущего и ведомого роликов, механизм формирования пружин, включающий вибратор, боек и неподвижную оправку, механизм ретулиров.ания силы удара бойка и шаговый механизм, 6 т л и ч а ющ е е с я тем, что, с целью повышения производительности и расширения технологических возможностей, оно снабжено режущим элементом, закрепленным на ведомом ролике, а механизм подачи заготовки шарнирно установлен на вертикальной оси, проходящей через боек и оправку. 2.Устройство по п. 1, отличающееся тем, что ролики механизма подачи установлены с возможностью синхронного вращения посредством зубчатой передачи, а длина окружности ведомого ролика равна длине заготовки пружины. 3.Устройство по п. 1, о т л ичающеес я тем, что шаговый еханизм снабжен плоским кулачком, азмещенным на валу ведомого ролика, неподвижным роликовым толкателем, при этом механизм подачи через улачок прижат к толкателю упругим лементом, например пружиной. Источники информации, инятые во внимание при экспертизе 1. Авторское свидетельство СССР о заявке № 2417730/25-12 л. В 21 F 21/00, 10.11.77.
7Vv
V V/ 8 Vtf Фие.г г. побернуто
Ю
f4
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования плоскихСпиРАлЕй | 1978 |
|
SU848129A1 |
| Станок для изготовления спиральных заводных пружин | 1976 |
|
SU698706A1 |
| Станок для изготовления пружин с отогнутым концом | 1971 |
|
SU438478A1 |
| ПРУЖИНОНАВИВОЧНЫЙ АВТОМАТ, ЕГО МЕХАНИЗМЫ РУБКИ, ОБРАЗОВАНИЯ УЗЛА, ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК (ВАРИАНТЫ), ИХ УСТРОЙСТВА ЗАХВАТОВ, ПОДВИЖКИ, ОРИЕНТАЦИИ, ЗАЖИМА, КУЛАЧКОВЫЕ СРЕДСТВА | 2002 |
|
RU2199412C1 |
| Устройство для изготовления винтовых пружин | 1970 |
|
SU294409A1 |
| Устройство для навивки пружин | 1978 |
|
SU745580A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН | 1972 |
|
SU425709A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
Фчъ4
Флг.5
