1
Изобретение относится к сварочному производству, в частности к сварке плавлением труб с трубными решетками, и может найти применение в энергетической, машиностроительной, судостроительной и
других отраслях промышленности.
Известен способ сварки плавлением труб с трубными решетками, по которому производят сборку трубы с трубной решеткой без зазора между наружным диаметром тру бы и внутренним диаметром трубной решетки l.
Недостатками способа являются трудность обеспечения требуемой глубины проплавления, а также образование трешин в шве при сварке и в процессе эксплуатации.
Известен способ вварки труб в трубные решетки, наиболее близкий к изобретению по технической сущности и достигаемому эффекту, при котором в трубной решетке выполняют ступенчатое отверстие, в которое устававливают трубу, и производят сварку 2.
Согласно этому способу сварку производят по фиксированному зазору.
Недостатком соединений, выполненных по этому способу, является низкая работоспособность, особенно при действии циклических нагрузок: разрушение происходит в зоне выхода трубы из концевой детали или в околошовной зоне.
Целью изобретения является обеспечение работоспособности соединения в условиях циклического нагружения.
Для этого ступень вьтолняют в виде выступа со стороны сварки высотой равной глубине пр оплавления и шириной (У , равной максимально допустимой амплитуде изгиба привариваемой трубы в зоне ее выхода из трубной решетки и определяемой из соотношения
jy- i D
, 3 I
где t) - толшина трубной решетки, см; - модуль упругости, кгс/ см , Б - диаметр трубы, см;.
ГЪ допустимое напряжение, кгс/см
и сварку производ5гг путем расплавления
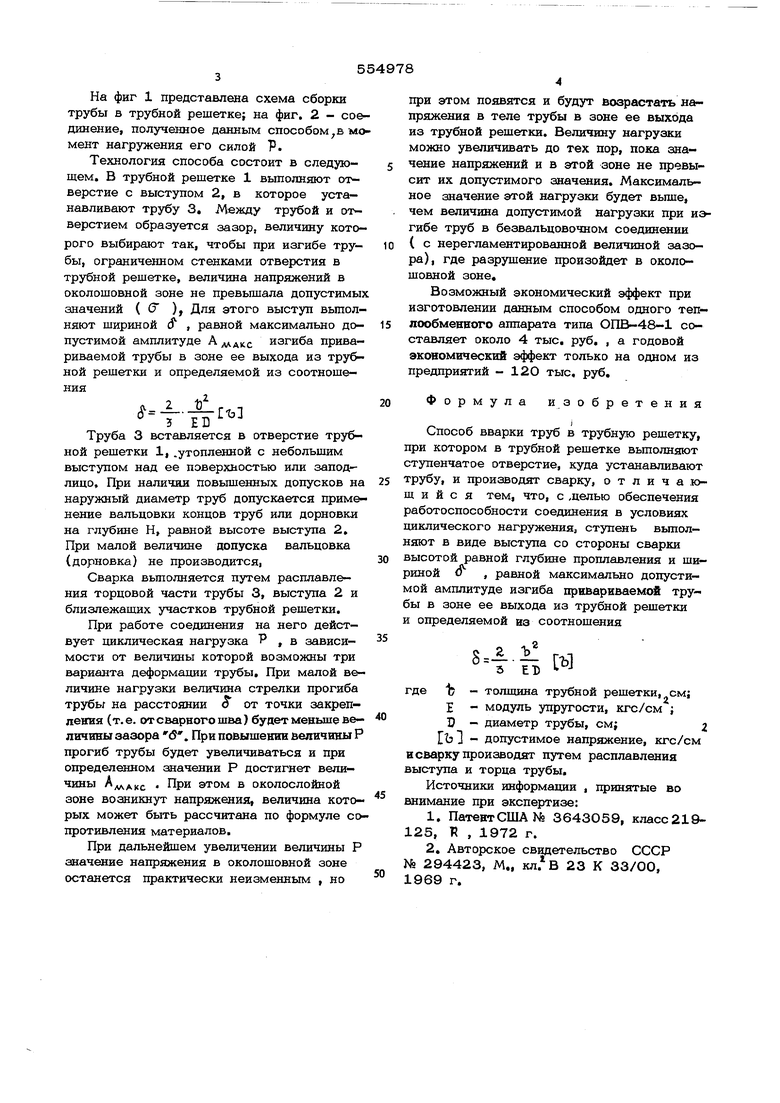
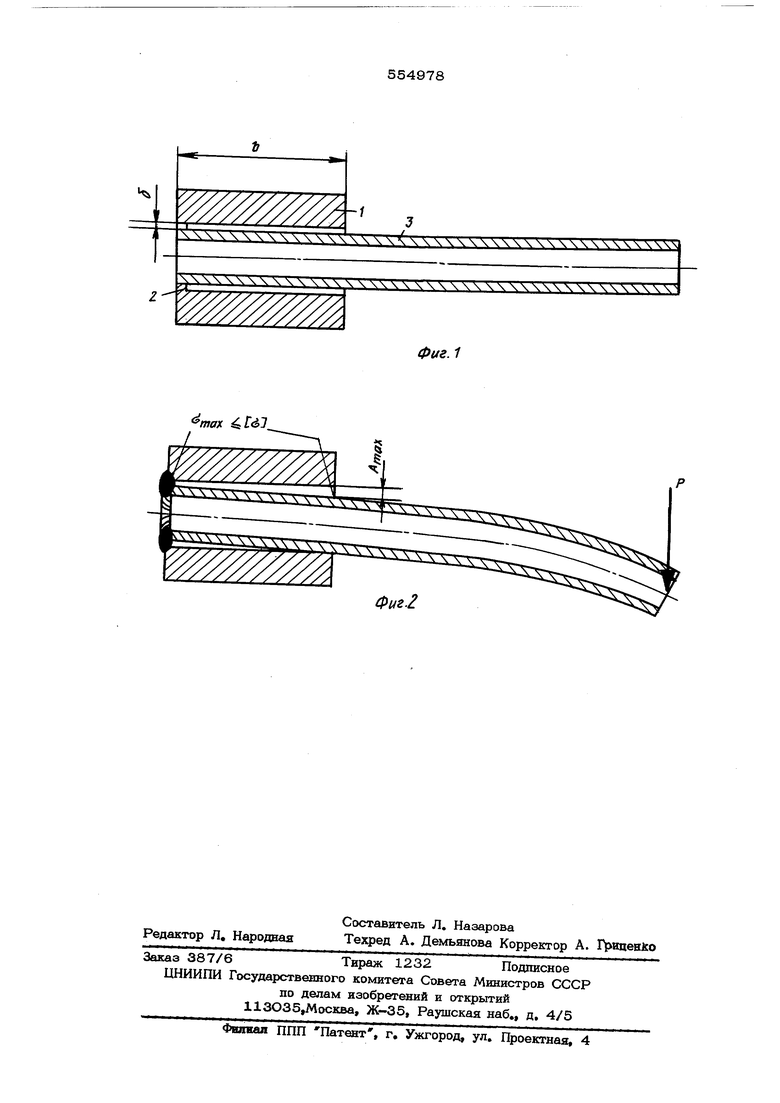
выступа и торца трубы. На фиг 1 представлена схема сборки трубы в трубной решетке; на фиг, 2 - соединение, полученное данным способом в мо мент нагружения его силой Р. Технология способа состоит в следующем. В трубной решетке 1 выполняют отверстие с выступом 2, в которое устанавливают трубу 3. Между трубой и отверстием образуется зазор, величину которого выбирают так, чтобы при изгибе трубы, ограниченном стенками отверстия в трубной решетке, величина напряжений в околошовной зоне не превьш1ала допустимых значений ( СГ ), Для этого выступ вьтолняют шириной S , равной максимально допустимой амплитуде А МАИС изгиба привариваемой трубы в зоне ее выхода из трубной решетки и определяемой из соотношениял 2 t3 TlT Труба 3 вставляется в отверстие трубной решетки 1, .утопленной с небольшим выступом над ее поверхностью или заподЛИЦО, При наличии повьш1енных допусков на наружный диаметр труб допускается применение вальцовки концов труб или дорновки на глубине Н, равной высоте выступа 2. При малой величине допуска вальцовка (дорновка) не производится, Сварка вьшолняется путем расплавления торцовой части трубы 3, выступа 2 и близлежашнх участков трубной решетки. При работе соединения на него действует циклическая нагрузка Р , в зависимости от величины которой возможны три варианта деформации трубы. При малой величине нагрузки величина стрелки прогиба трубы на расстоянии о от точки закрепления (т. е. от сварного шва ) будет меньше велнчины зазора б. При повышении величины Р прогиб трубы будет увеличиваться и при определенном значении Р достигнет величины . При этом в околослойной зоне возникнут напряжения, величина которых может быть рассчитана по формуле со хфотивления материалов. При дальнейшем увеличении величины Р значение напряжения в околошовной зоне останется практически неизменным , но при этом появятся и будут возрастать напряжения в теле трубы в зоне ее выхода из трубной решетки. Величину нагрузки можно увеличивать до тех пор, пока значение напряжений и в этой зоне не превысит их допустимого значения. Максимальное значение этой нагрузки будет вьппе, чем величина допустимой нагрузки при изгибе труб в безвальцовочном соединении ( с нерегламентированной величиной зазора), где разрушение произойдет в околошовной зоне. Возможный экономический эффект при изготовлении данным способом одного теплообменвого аппарата типа ОПВ-48-1 составляет около 4 тыс. руб. I а годовой экономический эффект только на одном из предприятий - 120 тыс. руб. Формула изобретения Способ вварки труб в трубную решетку, при котором в трубной решетке выполняют ступенчатое отверстие, куда устанавливают трубу, и производят сварку, о т л и ч а .ющ И И С Я тем, что, с ,целью обеспечения работоспособности соединения в условиях иклического нагружения, ступень вьшоляют в виде выступа со стороны сварки высотой равной глубине проплавления и шииной , равной максимально допустиой амплитуде изгиба привариваемой трубы в зоне ее выхода из трубной решетки определяемой на соотношения f. И Ь - толшина трубной решетки, CMJ Е - модуль упругости, кгс/см ; D - диаметр трубы, см; ЕЬ 1 - допустимое напряжение, кгс/см и сварку производят путем расплавления выступа и торца трубы. Источники информации , принятые во внимание при экспертизе: 1.Патент США № 3643059, класс219125, R , 1972 г. 2,Авторское свидетельство СССР № 294423, М., кл. В 23 К 33/00, 1969 г.
W/////////
.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки труб с трубной доской | 1978 |
|
SU893472A1 |
| Способ сварки труб с трубной решеткой | 1980 |
|
SU903038A1 |
| Способ подбора оптимальных режимов сварки кольцевых стыков | 1977 |
|
SU724295A1 |
| Способ сварки труб с трубной решеткой | 1978 |
|
SU789259A1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| Способ электродуговой сварки труб с трубными решетками | 1977 |
|
SU737170A1 |
| Способ получения сварных соединений труб с трубными решетками | 1985 |
|
SU1222470A1 |
| Способ сварки труб из алюминия и его сплавов с трубной решеткой | 1975 |
|
SU540712A1 |
| Способ получения сварного соединения труб с трубными решетками | 1981 |
|
SU969486A1 |
| Способ вварки труб в трубную доску | 1980 |
|
SU897444A1 |
Ul. Ш%
фиг. 1 Фиг2
