(54) СПОСОБ ШЛИФОВАНИЯ ДИСКОВЫХ КУЛАЧКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальное устройство для обработки кулачков | 1987 |
|
SU1500464A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| СПОСОБ ШЛИФОВАНИЯ ЗУБЬЕВ НОЖОВОЧНЫХ ПОЛОТЕН | 1995 |
|
RU2089357C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2429110C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
1
Изобретение относится к машиностроению и приборостроению и может быть использовано в технологических процессах изготовления кулаков к механизмам систем автоматического управления возвратно-поступательными перемещениями отдельных органов и узлов.
Известен способ шлифования дисковых ккулачков кинематическим методом, при котором профиль обрабатываемого кулачка образуется за счет настроенных определенным образом кинематических цепей ll . Кулачок и инструмент перемещают прямолинейно один относительно другого, а кулачку сообщают кинеметически связанное с прямолинейным перемещением поворотное движение.
Для шлифования дисковых кулачков известным способом требуется специальное приспособление достаточно сложной JKOHCTрукдии.
Цель изобретения - упрощение кинематики способа.
Для этого при обработке кулачков, имеющих профильную поверхность, образованную архимедовой спиралью, шлифование производят поверхностью шлифовального круга, имеющего форму усеченного конуса, при этом прямолинейное перемещение осуществляют вдоль оси вращения инструмента, а ось поворота обрабатываемого к -лака разворачивают к оси шлифовального под углом, равным половине угла конусности шлифовального круга.
Угол разворота оси поворта кулачка к оси шлифовального круга определяют из соотношения
Г
где h - шаг архимедовой спирали обрабатываемого кулачка; S - величина продольного перемещения изделия за один его оборот,
причем высота шлифовального круга должна быть не меньше величины 3
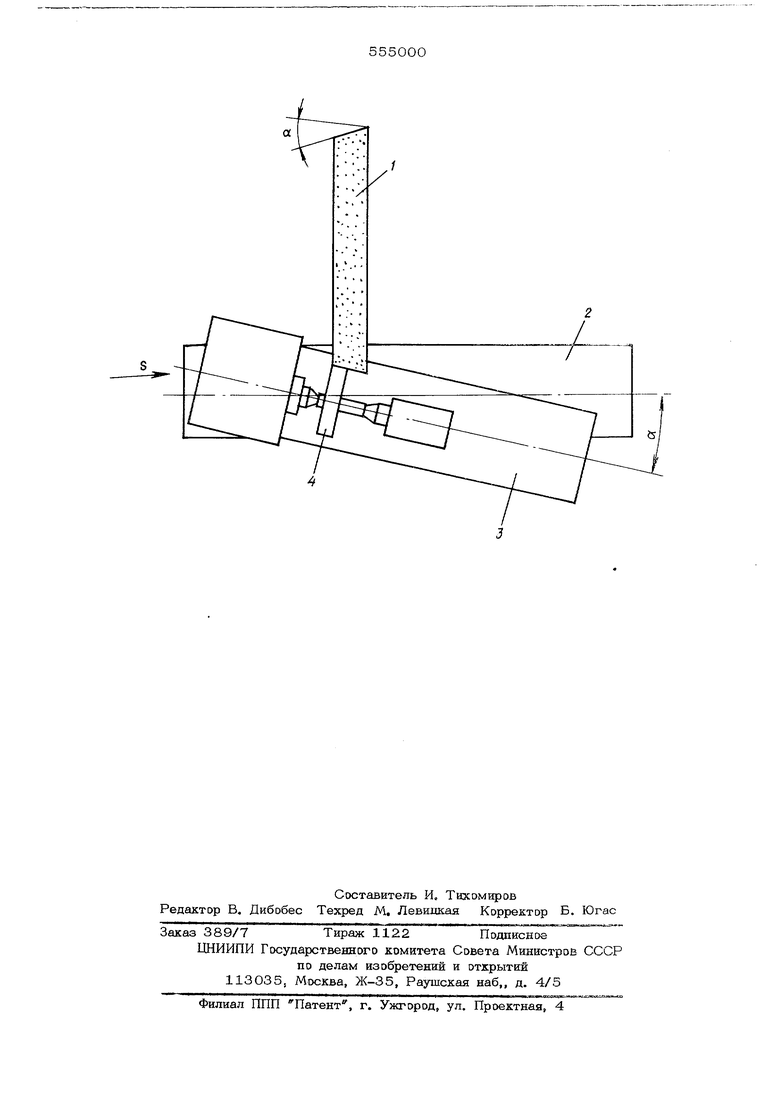
На чертеже дана схема шлифования кулачков предлагаемым способом.
Шлифовальный круг 1 профилируют под углом dL . Нижний стол 2 станка настраивают с помощью шестерен, связанных с ходовым винтом, проходящим через маточную гайку, на определенный ход & , Верхний стол 3 поворачивается на тот же угол оС соотвествующий углу профиля шлифовального круга. Установленная в центрах верхнего стола шлифуемая деталь 4 за время одного оборота перемещается относительно щлифо- вальнэго круга на величину S .
Профиль кулачка шлифуют по архимедовой спирали без применения специального устройства на резьбошлифовальном станке типа Эксцелло модели 35. У этих станков стол состоит из двух частей - нижней и Верхней, Последняя может поворачиваться относительно нижней части в обе стороны на угол до 4 45 . Используя шлифовальный круг шириной 40 мм и настроив ход стола на шаг 36 мм, т,е, на шаг несколько меньший ширины круга, можно шлифовать кулачки шириной до 10 мм с шагом спирали до 3 мм.
Глубина врезания шлифовального круга зависит от скорости вращения изделия, харахтеристики круга, а также материала кулачка и колеблется в пределах от 0,1 мм и больше за один проход.
Предлагаемый способ шлифования профиля дисковых кулачков по спирали Архимеда обеспечивает возможность бескопирного шлифования кривой по архимедовой спирали с любым требуемым шагом и с очень высокой точностью.
Формула изобретения
кулачок и инструмент прямолинейно перемещают один относительно другого, а кулачку сообщают кинематически связанное с этим перемещением поворотное движение, отличающийся тем, что, с цель упрощения кинематики способа при обработке кулачков, имеющих профильную поверхность, образованную архимедовой спиралью шлифование осуществляют конической ni верхностью шлифовального круга, при этом прямолинейное перемещение осуществляют вдоль оси вращения инструмента, а ось поворота обрабатываемого кулачка разворачивают к оси шлифовального круга под углом, равным половине угла конусности шлифовального круга,
Ц
где h - шаг архимедовой спирали обрабатываемого кулачка; 5 - величина Продольного перемещения изделия за один его оборот,
причем высота щлифовального круга не меньше величины Ь .
Источники информации, принятые во внимание при экспертизе:
