(54) УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ СВАРНЫХ ШВОВ НОЛЫХ ИЗДЕЛИЙ
менньш газопламенньш нагрев шва снаружи и изнутри изделия, что повышает равномерность прогрева, а продукты сгорания отсасьтаются вентилятором через полую штангу. Телескопическая стойка указанной штанги обеспечивает переналадку устанг 1КИ на изделия другого диаметра. Ориентация горелок повьппает экономичность установки, так как рационально используется тепло конвективных потоков продуктов сгорания.
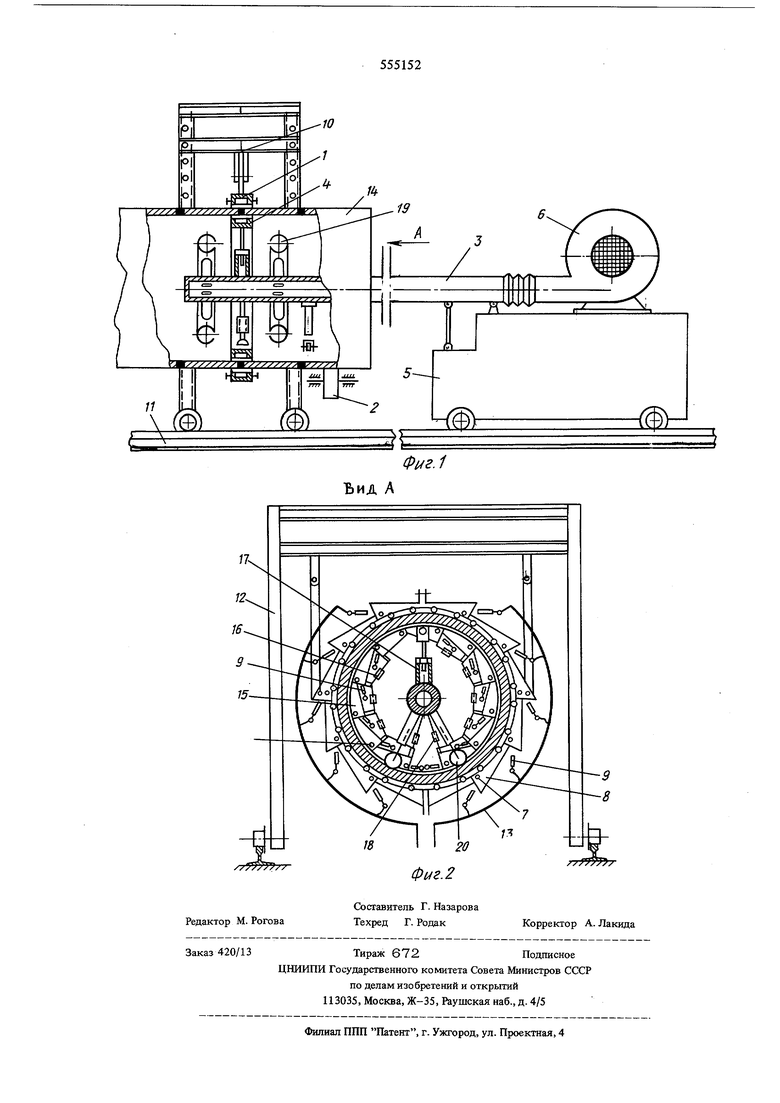
Изобретение иллюстрируется чертежами, где на фиг. 1 - общий вид установки, на фиг. 2- вид А (фиг.1.)
Установка для термообработки сварных швов полых изделий включает внешний нагреватель 1, роликовый стенд 2 и полую штангу 3, несущую внутренний нагреватель 4 и связанную с ходовой тележкой 5, на которой установлен вентилятор 6. Вентилято 6 сочленен через патрубок с полостью штанги 3. Внешний нагреватель вьшолнен в виде соединенных шарнирами 7 в кольцо индивидуальных камер сгорания 8 с горелками 9 и прикреплен к траверсе 10 установленного на рельсах 11 самоходного портала 12.
Системой гибких металлических рукавов 13 все горелки 9 связаны с магистралью подачи горючего газа. Обрабатьтаемое изделие 14 установлено на роликовом стенде 2 в горизонтальном полоядании. Внутренний нагреватель выполнен в виде двух полуколец, собранных из автономных камер 15с горелками 9. Камеры 15, соединенные шарнирами 7 и талрепами 16, установлены на телескопической стойке 17 полой штанги и подтянуты к ней тяжами 18. Штанга 3 шарнирно закреплена на тележке, при этом ее внутренняя полость на входе сочленена с патрубком вентилятора, а на выходе- с кольцевыми коллекторами 19 На внутреннюю поверхность обрабатьшаемого изделия штанга 3 опирается роликами центрирующего упора 20.
Установка работает следующим образом. Перемещая портал и тележку, камеры внутреннего и внешнего нагревателей устанавливают напротив сварочного пша изделия, после чего-разжигают горелки и включают вентилятор. Приводя во вращение ролики стенда, поворачивают изделие относительно его продольной оси, равномерно прогревая зону шва как снаружи, так и изнутри изделия. При этом для обеспечения нормального протекания процесса горения вентилятор либо отсасьшает продукты сгорания через коллекторы и полую иггангу, либо нагнетает по этому тракту свежий воздух.
Для обработки изделий большего диаметра поднимают траверсу, раздвигают радиальную телескопическую стойку, а затем отсоединив тяжи и отпустив талрепы, добавляют в набор колец внешнего и внутреннего нагревателей автономные камеры сгорания с горелками в количестве, соответствующем изменению периметра обрабатьшаемого шва. Закрепив введенные камеры шарнирами, талрепами и тяжами, подсоединяют горелки к магистрали подачи горячего газа и подводят к обрабатьтающему шву.
При нагреве шва, благодаря ориентации горелок на изделие, возникают конвекция продуктов сгорания, выравнивающая поле температур по длине щва и позволяющая максимально использовать выделившуюся при сгорании газа теплоту.
Введение в конструкцию набора камер внутреннего нагревателя позволяет повысить равномерность нагрева щва, а следовательно, и качество обработки. При этом щарнирная установка штанги на тележке облегчает его ввод в изделие и установку внутреннего нагревателя напротив шва. Коллектор повышает эффективность отсоса продуктов сгорания от автономных камер или улучшает подачу к ним свежего воздуха.
Формула изобретения
Установка для термообработки сварных швов полых изделий, содержащая нагреватель, состоящий из шарнирно сочлененных в кольцо камер сгорания, расположенных на подвижной тележке со штангой, отличающаяся тем, что, с целью обеспечения термообработки внутренней поверхности сварного шва, установка снабжена вентилятором и телескопической стойкой, соединяющей камеру сгорания со штангой, причем штанга вьшолнена полой и сочленена с патрубком вентилятора.
Источники информации, принятые во внимание при экспертизе:
1.Патент США № 229387, кл. 266/5,1974.
2.Авторское свидетельство СССР N 432215, М.,кл С 21 D 9/50, 1973 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки сварных швов полых изделий | 1977 |
|
SU737483A1 |
| Установка для местного нагрева сварныхшВОВ | 1979 |
|
SU836158A1 |
| Установка для термообработки кольцевыхСВАРНыХ шВОВ пОлыХ издЕлий | 1979 |
|
SU821513A1 |
| Устройство для термической обработки полых изделий | 1978 |
|
SU765381A1 |
| Устройство для дуговой сварки плавящимся электродом | 1976 |
|
SU719841A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Устройство для нагрева сварных соединений полых изделий | 1982 |
|
SU1071652A1 |
| Установка для зачистки сварных швов | 1974 |
|
SU516477A1 |
| Термомеханическое устройство для бурения скважин | 1977 |
|
SU699170A1 |
| Установка для термообработки кольцевых сварных швов | 1989 |
|
SU1664855A1 |