Предлагаемый многошпиндельный гайконарезной автомат отличается от уже известных тем, что метчики свободно помещены во втулках, служащих для приема гаек и удержания их от вращения, с целью нарезания последних во время вращения головки.
Для автоматического переключения направления вращения метчиков применены муфты для поочередного сцепления с коническими приводными для шпинделей шестернями, сцепленными с центральными шестернями.
Автомат предназначается для нарезания резьбы в гайках от  до
до  , изготовленных путем холодной штамповки, имеющих относительно гладкую поверхность и небольшие отклонения в допусках.
, изготовленных путем холодной штамповки, имеющих относительно гладкую поверхность и небольшие отклонения в допусках.
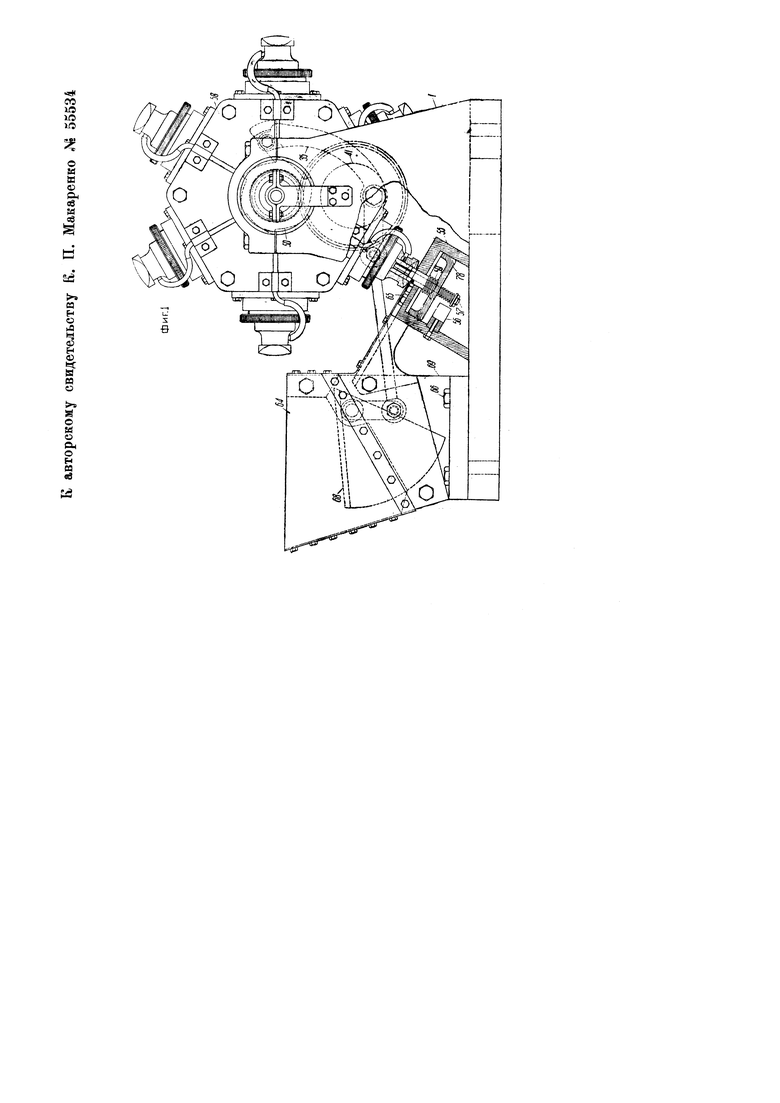
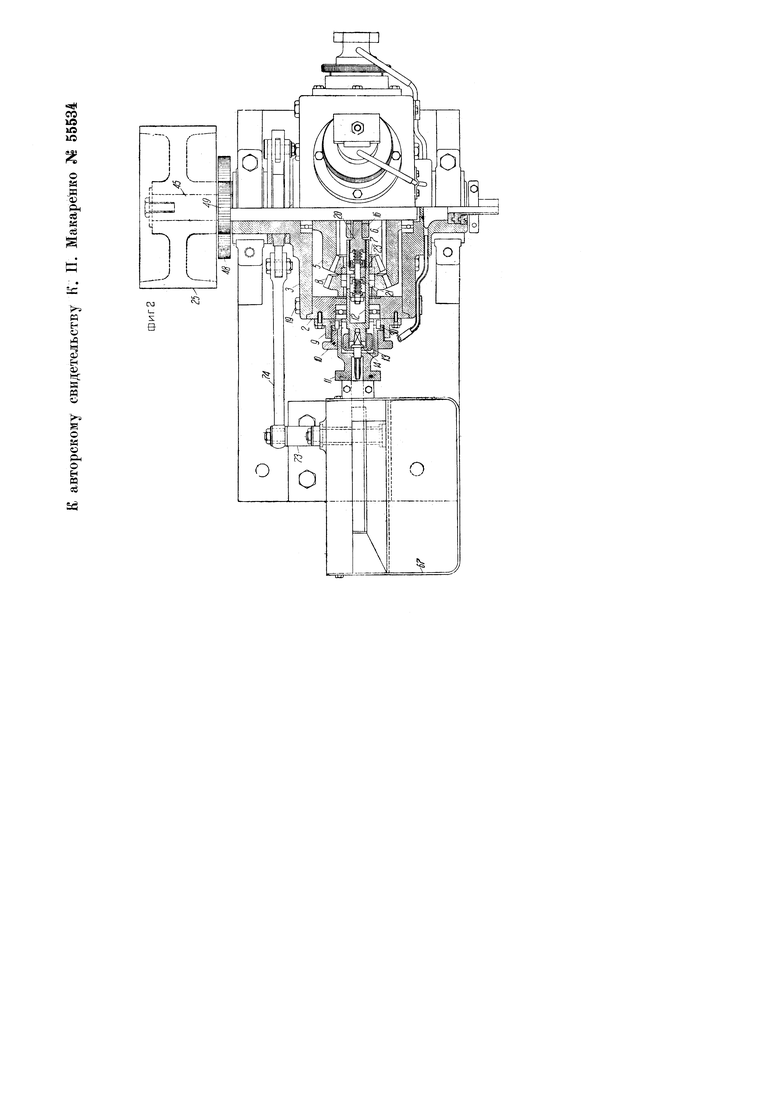
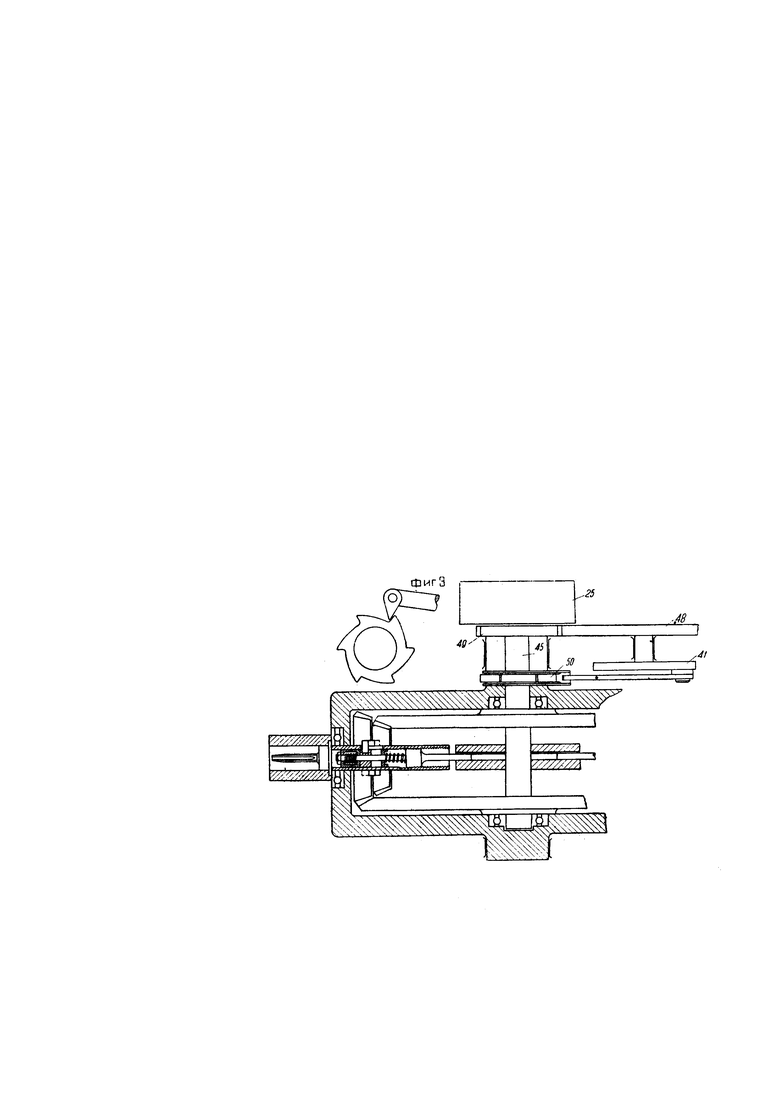
На чертеже фиг. 1 изображает вид части предлагаемого автомата сбоку; фиг. 2 - вид его сверху с частичным осевым разрезом; фиг. 3 - кинематическую схему автомата для привода шпинделей.
Бункер 64 (фиг. 1) предлагаемого автомата состоит из стойки 69, укрепленной к станине болтами 66. К стойке прикреплена коробка 67 (фиг. 2). Подача гаек из бункера в обойму 65 производится при помощи сектора 68, который получает колебательное движение от кривошипа 41 (фиг. 1 и 3) через рычаг 73 и шатун 74. В раме обоймы 65 помещается шток с шайбой 78, который пружиной 59 отводится до упора 56.
Головка 58 (фиг. 2) состоит из корпуса 2, имеющего в сечении шестигранник. В каждую из граней вмонтирован шпиндель 12. На шпинделе 12 установлены конические шестерни 7 и 8, сцепленные с центральными шестернями 5 и 6, закрепленными на валу 45. На конце вала 45 насажен шкив 25, получающий вращение от трансмиссии.
Корпус 2 скреплен с дисками 3 болтами 19. Головка 58 устанавливается в подшипниках на станине 1 (фиг. 1).
В шпинделе 12 имеется коническое квадратное отверстие, в которое вставляется хвостовик метчика 14. Кроме этого, метчик в шпинделе укреплен гайкой 13. Метчики свободно помещены во втулках 11, служащих для приема гаек. Втулка к головке крепится гайкой 10, а правильность положения ее фиксируется контрольными шпильками 30.
Реверсирование шпинделей осуществляется автоматически.
На шпинделе 12 в месте насадки конических шестерен 7 и 8 имеется отверстие, в котором помещается муфта 23 (фиг. 2) со шпонкой. Перемещение муфты 23 осуществляется винтом 20, который ввинчен в отверстие шпинделя; для обеспечения винту 20 поступательного перемещения вдоль оси винт одним концом посажен на скользящей шпонке в отверстие упорного кольца 16.
Вращение автомат получает от трансмиссии через шкив 25, вал 45, цилиндрические шестерни 49 и 48, кривошип 41 и храповое колесо 50 (фиг. 1 и 3). От кривошипа 41 через рычаг 73 и шатун 74 получает колебательное движение сектор 68, который захватывает в бункере гайки и поднимает их в верхнее положение; дальше гайки движутся вниз по жолобу в обойму 65. Шток с шайбой 78 пружиной 59 отводится до упора 56. Гайки, попадая в обойму, останавливаются над штоком. Головка 58 приводится в движение через храповое колесо 50 и рычаг 35. Во время холостого хода собачки храповика один из шпинделей подойдет к обойме; втулка 11 своими заплечиками выдвигает рычаги 57, находящиеся по обе стороны втулки, соединенные со штоком, благодаря чему шток приподнимается и вталкивает гайку во втулку и на метчик, затем происходит поворот головки с вращающимся метчиком, ввинчивающимся в гайку. От проворачивания гайка удерживается внутренними гранями втулки 11. После прохода гайки метчиком происходит реверсирование вращения метчика, гайка свертывается с него и выпадает из втулки в ящик.
Реверсирование осуществляется следующим образом. Шпиндель 12, вращаясь вправо, передвигает вдоль оси винт 20; винт 20, дойдя до втулки 21, упирается в борты и перемещает муфту 23, разъединяя шестерню 7 со шпинделем 12. Включение шпинделя со второй шестерней происходит силой пружины, сжатие которой произошло при выключении.
Таким образом в данном автомате работают параллельно шесть шпинделей с замкнутым циклом работы в каждом. За один оборот головки нарезается резьба в шести гайках; головка делает 10 об/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный двусторонний автомат для нарезания резьбы метчиками | 1985 |
|
SU1315178A1 |
| Гайконарезной автомат | 1980 |
|
SU965653A1 |
| Гайконарезной автомат | 1982 |
|
SU1060363A1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОНАРЕЗНОЙ АВТОМАТ | 1970 |
|
SU271995A1 |
| Автомат для формирования резьб в гайках | 1987 |
|
SU1590230A1 |
| Автомат для нарезания резьбы в гайках | 1982 |
|
SU1117161A1 |
| Резьбонарезная головка | 1983 |
|
SU1161294A1 |
| Гайконарезной автомат | 1985 |
|
SU1313602A1 |
| Многошпиндельный гайконарезной автоматический станок | 1959 |
|
SU124285A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
1. Многошпиндельный гайконарезной автомат, состоящий из шпиндельной головки, поворотной на горизонтальной оси и несущей радиально расположенные в вертикальной плоскости шпиндели и бункеры для заготовок, отличающийся тем, что метчики свободно помещены во втулках 11, служащих для приема гаек, с целью их нарезания во время вращения головки.
2. Форма выполнения автомата по п. 1, отличающаяся тем, что, с целью автоматического переключения направления вращения метчиков, применены муфты 23 для поочередного сцепления с коническими приводными для шпинделя шестернями 7, 8, сцепленными с центральными шестернями 5, 6.
