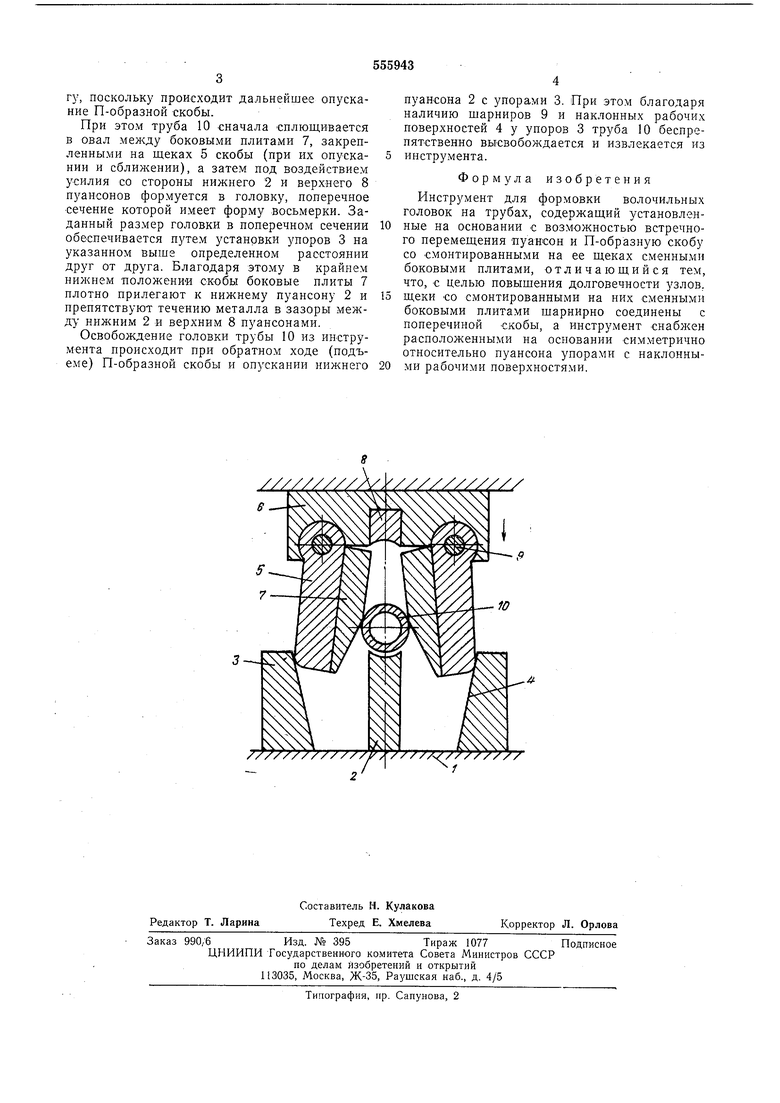
Предлагаемое изобретение относится к области металлургии. Известен инструмент для формовки волочильных головок на трубах, содержащий установленные на основании с возможностью встречного перемещения пуансон и П-образную скобу со смонтированными на ее щеках сменными боковыми плитами. Основной недостаток известного инструмента - низкая стойкость узлов. В предложенном инструменте этот недостаток устранен за счет того, что щеки со смонтированными на них сменными боковыми плитами шарнирно соединены с поперечиной :скобы, а инструмент снабжен расположенными на основании симметрично относительно пуансона упорами с наклонными рабочими поверхностями. На чертеже показан предлагаемый инструмент. Инструмент СОСТОИТ из установленных на основании 1 нижнего пуансона 2 и двух упоров 3 с наклонными рабочими поверхностями 4 (угол наклона указанных поверхностей 4и вертикали находится в пределах 3-8°), а также П-образной скобы, состоящей из щек 5и поперечины 6, в которой находятся сменные боковые плиты 7, закрепленные на щеках 5 скобы, и верхний пуансон 8, помещенный в пазу поперечины 6 скобы. Упоры 3 установлены симметрично относительно нижнего пуансона 2 на строго определенном расстоянии друг от друга: расстояние между нижними точками рабочих поверхностей 4 упоров 3 равно суммарной толщине щек 5 П-образной скобы, боковых плит 7 и нижнего пуансона 2. Щеки 5 П-образной скобы с помощью шарниров 9 соединены с поперечиной 6. Труба 10, на которой должна быть сформирована головка, помещается задающим устройством в пространстве между боковыми плитами 7 и пуансонами 2 и 8. После формовки конец трубы 10 превращается в головку, имеющую в поперечном сечении форму восьмерки. Инструмент работает следующим образом. После подъема основания 1 вместе с нижним пуансоном 2 и упорами 3 в крайнее верхнее положение пуансон 2 соприкасается с трубой 10 и поддерживает ее в этом положении. Затем начинает опускаться П-образвая скоба, в результате чего ее щеки 5 входят в пространство между упорами 3. С момента соприкосновения боковых плит 7 с трубой 10 щеки 5 П-образной скобы нижними кромками опираются на наклонные рабочие поверхности 4 упоров 3 и перемещаются по ним вниз, одновременно поворачиваясь вокруг осей шарниров 9 навстречу друг друГУ, поскольку происходит дальнейшее опускание П-образной скобы.
При этом труба 10 сначала сплющивается в овал между боковыми плитами 7, закрепленными на щеках 5 скобы (при их опускаНИИ и сближении), а затем под воздействием усилия со стороны нижнего 2 и верхнего 8 пуансонов формуется в головку, поперечное сечение которой имеет форму восьмерки. Заданный размер головки в поперечном сечении обеспечивается путем установки упоров 3 на указанном выше определенном расстоянии друг от друга. Благодаря этому в крайнем нижнем положении скобы боковые плиты 7 плотно прилегают к нижнему пуансону 2 и препятствуют течению металла в зазоры между нижним 2 и верхним 8 пуансонами.
Освобождение головки трубы 10 из инструмента происходит при обратном ходе (подъеме) П-образной скобы и опзскании нижнего
пуансона 2 с упорами 3. При этом благодаря наличию шарниров 9 и наклонных рабочих поверхностей 4 у упоров 3 труба 10 беспрепятственно высвобол дается и извлекается из инструмента.
Формула изобретения
Инструмент для формовки волочильных головок на трубах, содержащий установленные на основании с возможностью встречного перемещения пуансон и П-образную скобу со смонтированными на ее щеках сменны.ми боковыми плитами, отличающийся тем, что, с целью повыщения долговечности узлов, щеки со смонтированными на них сменными боковыми плитами шарнирно соединены с поперечиной скобы, а инструмент снабжен расположенными на основании симметрично относительно пуансона упорами с наклонными рабочими поверхностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕРЕВЯННЫХ ШПАЛ | 1992 |
|
RU2075567C1 |
| Автомат для гибки изделий из проволоки | 1989 |
|
SU1641490A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Штамп для объемного формообразования деталей | 1982 |
|
SU1140877A1 |
| Установка для обработки отверстий | 1985 |
|
SU1298049A1 |
| УНИВЕРСАЛЬНЫЕ ДИСКОВЫЕ НОЖНИЦЫ | 1998 |
|
RU2149738C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Устройство для монтажа радиоэлементов на печатных платах | 1985 |
|
SU1363545A1 |
| Приводной механизм ленточного перфоратора | 1977 |
|
SU739571A1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
