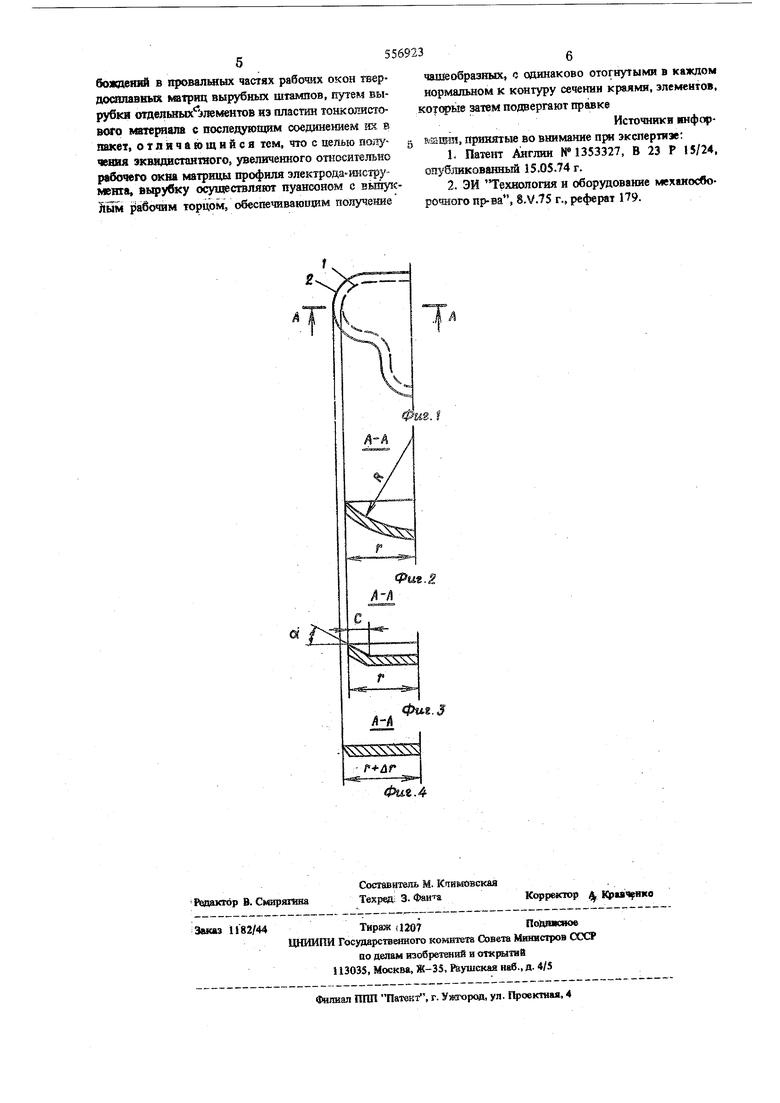
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКГРОДА-ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ пуклый {тбочий торец, обеспечивающий ползчение чашеобразных, с одинаково отогнутьнми в каждом нормальном к контуру сечении краями пластин, которым придают плоскую форму, подвергая правке, после чего известным способом собирают в пакет и соединяют между сх)бой, при этом пуансон получают при помощи изготовляемой матрицы любым известным способом. На фиг. 1 показаны контуры исходного чашеобразного элемента 1 и готового электрода-инструмента 2; нафиг. 2 - форма и размеры чашеобразного элемента при ее вырубке пуансоном с вьшуклым рабочим торцом, вьшолненным ощшаковым радиусом R в каждом нормальном к его контуру сечении, где г - размер пластины в рассматриваеMOM вертикальном сечении А-А фиг. 1; на фиг. 3 то же, но 1ФИ у1фощенной форме вьтолнею1я рабоче го торца пуансона в виде плоскости с последугоцщм снятием по всерлу периметру равномерной фаски С под углом а к торцу пуансона; на фиг, 4 - форма и размеры элемента после правки, где Дг - прираще ние (на сторону) профиля пластгшы после правки. Для изЛ)товл8Ш1Я пуансона использ аот матрицу после выполнения в ней рабочих окон с параллельными оси боковыми стенкагли. Пуансон вьтолняют, например, из сплава на основе щшка и получают способом залив1ш жидкого металла непосредственно в рабочее окно матрицы, которая в это время вьшолняет фугпсщпо металлического литейного коьсиш. После кристаллизащ1и отливки, пуансон извлекают из рабочего окна матрицы. Поскольку термический козффивдент линейного раеширения Щ5НКОВЫХ сплавов более чем втрое выше, чем у твердого сплава, то после усадки отливки ее извлечение из матрицы не составляет какзж-либо трудностей. По 1федлагаемому способу можно изготавливать пуансон и слесарно-механической обработкой (включая присечку пуансона по рабочему окну матрицы и последующую пригашовку боковых поверхностей) из заготовки произвольной формы, полученной отливкой из сплава на основе щшка, поскольку этот сплав позволяет полу-шть пуансон с достаточной для вырубю требуемого количестаа пластин -стойкостью при гилнимальной трудоемкости обработки за счет его относительно твердости и хорошей обрабатьшаемости. Кроме того, в тех исключительных случаях, когда рабочими частями изготовляемого штампа являются твердосплавная матрица и стальной (а не твердосплавной) пуансон, в качестве пуансона для вырубки элементов может быть использована удлиненная заготовка рабочего пуансона. .Любой из пуансонов, который используют при реализации описываемого способа, подвергают доработке, которая заключается в придании рабочему торцу пуансона вьшуклой формы. При этом в равной степени допустимы два варианта формы торцов. |По первому варианту торец скругляют но радаусу, придавая ему сферообразную форму, а по второму вариант) - по всему контуру пуансона со стороны рабочего торца снимают фаску постоянной вел|ршны под углом, например, от 10 до 30° к плоскосп торца. В обоих вариантах выполнения вьшуклого торца должно быть вьщержано требоьаике: в каждом нормальном к контуру пуансонэ вертикальном сечении длина образующей, замереннал по торцу пуансона, должна быть больше длины ее проекции на горизонтальную плоскость на постоянную во всех сечениях величину; разность размеров образующей и ее проекцин в каждом нормальном к контуру пуансона сечешш должна бьпъ равна заданной величине освобождения (на сторону) в провальной части рабочего окна атрицы. Иначе говоря, расчет степени вьшуклости торца является обычной задачей по определению размеров развертки объемно-изогнутой фигуры из листового материала, что не представляет особых трудностеЙ1 но при слондаой форме контура пуансона становится весьма трудоемгсо в изготовлении. Подготовле1шым пуансоном непосредственно на изготовляемой матрице производят вырубку необходимого количества элементов, которые вырубают из тонколистового материала с высокой электропроводностью, например, .листовой латуни марки Л63 1ши ЛС-59-1 толпцшой 0,2-0,8 мм. Чем сложнее профиль рабочего окна матрицы, тем более тонкий материал применяют для вырубки пластин. Каждую HJ- гстину после вырубки выталкивают из рабочего окна на лицевую сторону матрицы при помощи специального толкателя, проходящего через провальное окно к 1шжней плите блока штампам окно в столе пресса. Применение пуансона с вьпхуклым торцом описанной формы обеспечивает при вьфубке получение чашеобразных элементов, края которых одинаково отогнуты в каждом нормальном к контуру сечешш. Посла вырубки элементы подвергают правке до придаш5я им плоской формы. При этом обеспечивается равномерное,приращение раз,меров кошура, достигается поставленная цель получение эквидистантно з величенного относи-, хелыю рабочего окна матрицы профиля рабочей части изготовляемого злектрода-шгструмента. После придшпм элементам плоской формы их известнь5м способом собирают в пакет требуемой высоты, например, соизмеримой с высотой провальной части рабочего окна изготовляемой матриjsfsS., И далее механически и электрически соединяют между собой. Получсшшй пакет используют в качестве рабочей Ч9,стя электрода-инструмента для эрозионной прошивки освобождений в провальных чаетях спожнофасонных рабошох окон твердоспл№НЬБС штардаов последовательного действия. Формула нзобрэхеиия Способ изготовлешш электрода-инструмента для электроэрозионной прошивки, например освобожденяй в провальных частях рабочих окон твер досплавных матриц вырубных штампов, путек вырубкя отделышх ; лементов из пластин тонколистового матертала с последуюорм соединением т. в пакет, отличающийся тем, что с цепью получения эквидистантного, увеличенного относительно рабочего окна матрицы профиля электрода-инетру мета, осуществляют пуансоном е sknyscЙым рабочим торцом, обеспечиваюидам попучение
чахЫеобразных, с одинаково отогнутыми в каждом нормальном к контуру сечении краями, элементов, котфые затем подвергают правке
Источники инфорs moEm, принятые во внимание прк экспертизе:
1.Патент Аяглии If 1353327, В 23 Р 15/24, он бликованный 15.05.74 г.
2.ЭЙ Технология и оборудование мехшиосворечного пр-ва , 8.V.75 г., реферат 179.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Способ изготовления электрода-инст-РуМЕНТА для элЕКТРОэРОзиОННОй пРО-шиВКи | 1979 |
|
SU833420A2 |
| Пуансон для предварительной высадки многогранной головки болта | 1974 |
|
SU536876A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦ ВЫРУБНЫХ ШТАМПОВ | 1971 |
|
SU302155A1 |
| УСТРОЙСТВО для СЪЕМА ПОЛОСЫ с ПУАНСОНА ШТАМПА | 1972 |
|
SU348264A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Способ изготовления пакетов магнитопроводов из пластин и штамп для его осуществления | 1989 |
|
SU1671390A1 |
